

СОДЕРЖАНИЕ
Общая часть
Описание конструкции печи………………………………………….3
Способы утилизации тепла……………………………………………5
Специальная часть.
Расчёт горения топлива……………………………………………….7
Предварительное определение основных размеров печи………….11
Расчёт времени нагрева металла……………………………………..14
Уточнение основных размеров печи………………………………...20
Тепловой баланс……………………………………………………....21
Технико-экономические показатели рабочей печи………………....25
Введение
Печь – технологическое оборудование, в котором рабочим видом энергии является тепло и рабочее пространство которого ограждено от окружающей среды. Разнообразие промышленных печей, используемых в прокатных цехах, вызывает необходимость подразделения их на основные группы.
По условиям теплопередачи печи подразделяют на печи с теплопередачей преимущественно излучением и конвекцией.
По тепловому режиму печи подразделяют на печи, работающие по камерному режиму, и печи, работающие по методическому режиму. В печах, работающих по камерному режиму, температура рабочего пространства остается постоянной на протяжении всего времени работы печи. В печах, работающих по методическому режиму, температура в печи изменяется по длине печи или во времени.
Методические нагревательные печи широко применяются в прокатных и кузнечных цехах для нагрева квадратных, прямоугольных, а иногда и круглых заготовок.
По методу транспортировки металла методические печи относятся к так называемым проходным печам. Ряд соприкасающихся друг с другом заготовок заполняет весь под печи и продвигается через печь при помощи толкателя. При загрузке в печь новой заготовки одна нагретая заготовка выдается из печи.
Наиболее важными классификационными признаками методических печей являются:
температурный режим печи (по длине);
двусторонний или односторонний характер нагрева металла;
способ выдачи металла из печи (боковая или торцовая выдача).
Кроме того, классификация выполняется по виду нагреваемых заготовок, методу утилизации тепла отходящих дымовых газов, виду топлива, числу рядов заготовок в печи.
Большое значение для работы методических печей имеет способ выдачи металла из печи. Различают торцевую и боковую выдачу металла. При торцевой выдаче необходим толкатель, который и выполняет роль выталкивателя.
1Общая часть
1.1Описание конструкции печи
Методические печи предназначены для нагрева перед прокаткой заготовок толщиной 40-350, шириной 40-1850 и длиной 1000-12000 мм с массой 50-40000 кг. В некоторых случаях в методических печах нагреваются слитки толщиной 300-400 мм.
Методические печи работают, как правило, на холодном посаде.
Печи называют «методическими» потому, что в них осуществляется постепенный, методический нагрев. Заготовка входит с одного конца печи, проталкивается специальным устройством - толкателем через всю печь и, нагреваясь до заданной температуры, выдается с противоположного конца печи.
Особенностью работы методических печей является противоточное, т.е. взаимно противоположное движение нагреваемого металла и продуктов сгорания топлива. Такая схема движения газов и металла позволяет полнее использовать тепло дымовых газов.
Методические печи характеризуются постоянным во времени тепловым и температурным режимами. Однако температура по длине печи не остается постоянной: она постепенно повышается от одного конца печи (от конца загрузки) к другому (к окну выдачи металла).
Вся печь по длине разделяется на несколько зон. Металл (заготовки)поступает в зону наименьших температур. Продвигаясь навстречу дымовым газам, он попадает в зону с более высокой температурой и постепенно нагревается. Печи работают таким образом, что когда нагретая заготовка выдается из печи, то холодная заготовка загружается с противоположного конца. Таким образом, на поду печи по всей ее длине находится металл, продвигающийся к окну выдачи.
Число и название зон в печи определяются характером изменения температуры газов по длине печи.
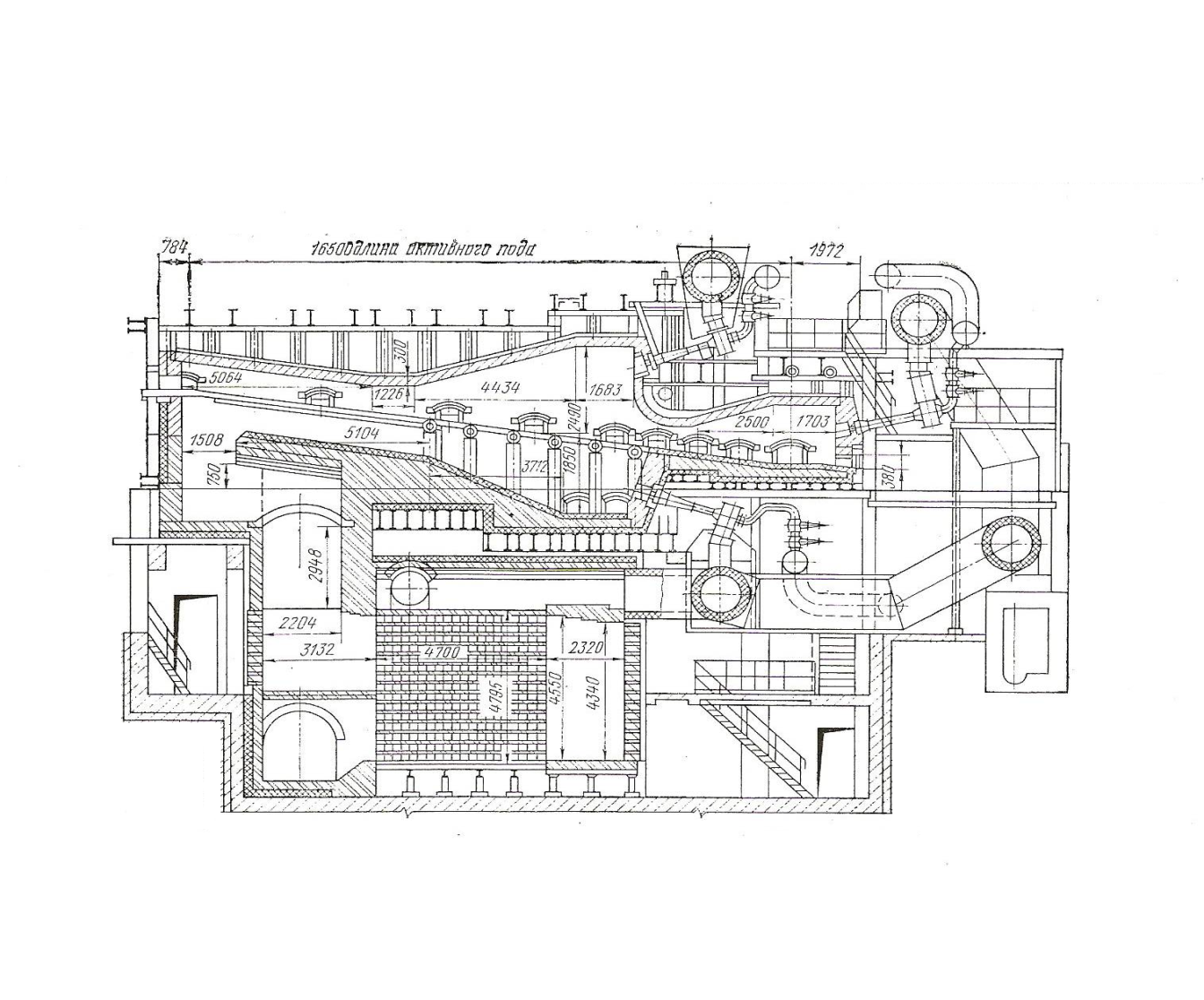
Рисунок 1 – Четырехзанная методическая печь
По числу зон печи подразделяются на двух-, трех-, четырех- и пятизонные.
Основными зонами печи являются методическая, сварочная и томильная.
Методическая зона отличается изменяющейся по ее длине температурой.
Назначение этой зоны двоякое. Во-первых, она служит для постепенного (методического) нагрева металла перед его поступлением в зону высоких температур (сварочную). Как известно, в интервале температур 0-600°С в металле при его быстром нагреве возникают термические напряжения. Методическая зона позволяет нагревать металл в этом интервале температур с небольшими скоростями и обеспечивает безопасный режим нагрева.
Во-вторых, эта зона выполняет функции утилизатора тепла. В методической зоне топливо не сжигается. Оно подается в сварочную и томильную зоны, а в методическую поступают только продукты сгорания. Горячие продукты сгорания, двигаясь навстречу холодному металлу, отдают ему часть своего тепла, т.е. металл утилизирует тепло дымовых газов, выходящих из зоны высокой температуры. В результате этого температура дымовых газов понижается с 1350-1400°С в сварочной зоне до 800-1000°С в методической зоне.
Из методической зоны подогретый металл попадает в зону высоких температур – cварочную. Основное назначение сварочной зоны - быстрый нагрев поверхности металла до заданной конечной температуры. Для быстрого нагрева необходимо, чтобы температуря газов в сварочной зоне превышала конечную температуру поверхности на 150-250°С. Температура нагрева металла под прокатку зависит от марки стали, технологии прокатки, типа стана, расстояния от печи до стана, размеров заготовки и т.д. Обычно она равна 1150-1250°С. Поэтому в сварочной зоне необходимо обеспечивать температуру 1300-1400°С.
Для повышения общего температурного уровня и увеличения производительности печи вместо одной сварочной зоны делают две или три, причем топливо подается во все сварочные зоны. Такая конструкция позволяет увеличить длину зоны с наиболее высокой температурой и уменьшить длину методической зоны. Все это приводит к более интенсивному нагреву заготовок, сокращению времени их нагрева, но к несколько повышенному удельному расходу тепла.
Заготовки на выходе из сварочной зоны прогреты неравномерно. Температура их поверхности выше, чем в середине. Для выравнивания температуры по сечению заготовок служит третья зона - томильная . Томильная зона, как и сварочная, тоже отапливается. Однако ее основное назначение не в нагреве металла, а в томлении, т. е. выдержке с целью выравнивания температуры по сечению, поэтому к томильной зоне предъявляют другие температурные требования, чем к сварочной. Топливо в томильную зону подается в таком количестве, чтобы температура в томильной зоне превышала конечную температуру нагрева металла на 50-70°С. При этом температура поверхности металла не меняется, а температура середины подтягивается к температуре поверхности.
Если в печи нагреваются тонкие заготовки, то на выходе из сварочной зоны они прогреты уже достаточно равномерно и в томильной зоне необходимости нет. В этом случае печь состоит только из двух зон и называется двухзонной. Однако и в этом случае, с точки зрения эксплуатации, удобнее иметь томильную зону, так как более низкая температура в ней позволяет предупредить перегрев, пережог и сваривание (вследствие оплавления поверхности рядом лежащих заготовок). Использование томильной зоны позволяет также довести температуру металла до заданной с большей точностью.
Методические печи, имеющие методическую, одну сварочную и томильную зоны, называются трехзонными, а режим нагрева в них - трехступенчатым. Если печь имеет не одну, а две или три сварочных зоны, то она называется соответственно методической четырехзонной или пятизонной. В таких печах режим нагрева, так же как и в трехзонных, трехступенчатый.