

Анализ загрузки производственных мощностей предприятия
Сложившаяся ситуация обусловлена отсутствием на определенные моменты времени необходимых для удовлетворения спроса производственных мощностей. Ранее предприятие уже запланировало к исполнению в феврале 2006г. четыре производственных заказа:
производство столов в количестве 2000 шт., дата выполнения 07.02.06;
производство шкафов в количестве 2000 шт., дата выполнения 14.02.06;
производство столов в количестве 3000 шт., дата выполнения 20.02.06;
производство шкафов в количестве 3000 шт., дата выполнения 26.02.06;
Производственный план на Февраль 2006г. с учетом нового планового заказа формирует следующий профиль загрузки мощностей, который можно увидеть, воспользовавшись отчетом «Машинный Центр Загрузка/Диаг.» в модуле «Исполнение», «Отчеты» (значения производственных мощностей приведены в мин., длина периода 1неделя), см. рис.12,13:
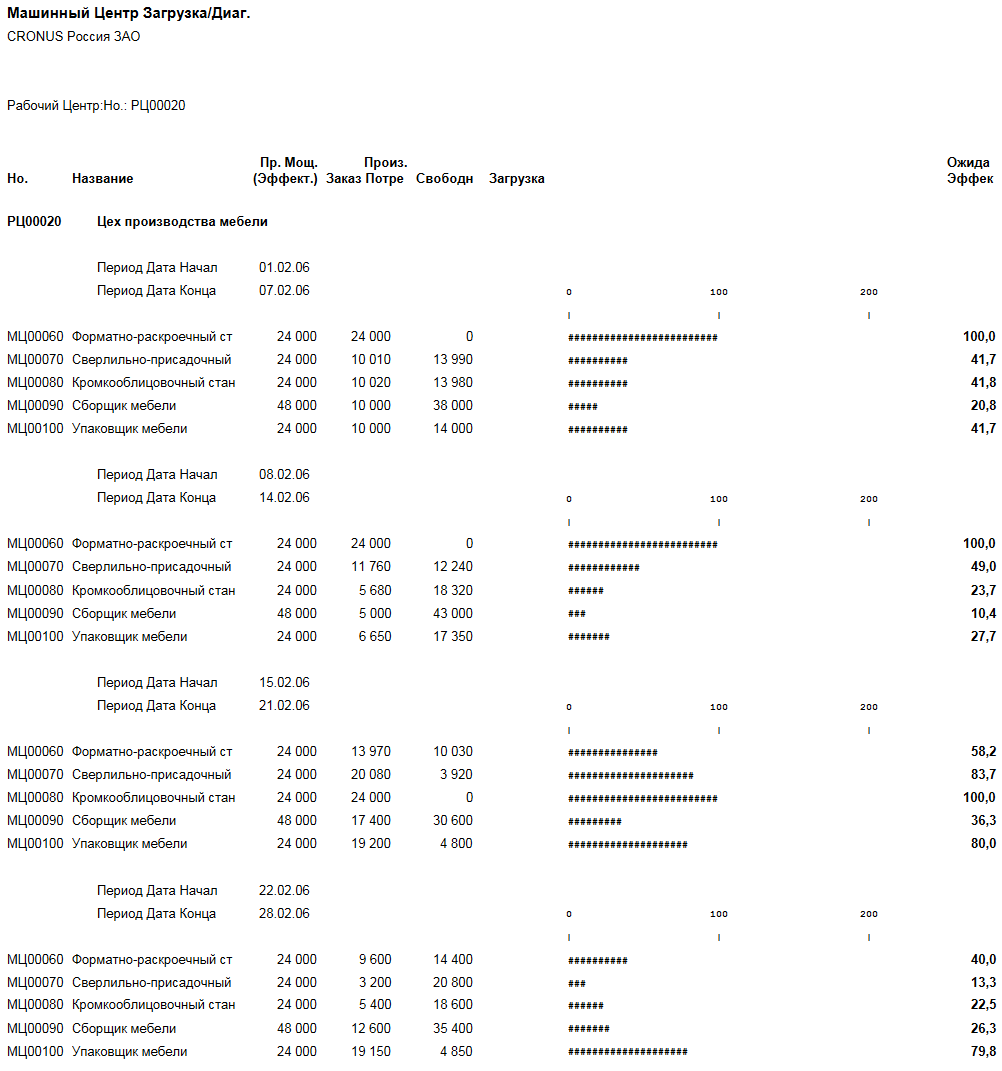
Рис.13 Отчет о загрузке машинных центров
В данном отчете видна неравномерность загрузки производственных мощностей, обусловленная строгой последовательностью выполнения технологических операций при производстве корпусной мебели (в соответствии с маршрутно-технологической картой) и датами выполнения заказов. Так в частности в пределах 4-й недели февраля наблюдается значительное количество свободных производственных мощностей в нескольких машинных центрах, что обусловлено пока отсутствием производственных заказов на март.
В соответствии с заданными в рассматриваемой модели предприятия настройками, при планировании и построении сетевых графиков производства, система контролирует непревышение 100% загрузки каждого из машинных центров. Эти настройки можно увидеть, выбрав в модуле «Планирование Мощностей» пункт меню «Настройка/Пр. Мощ. Ограничения Ресурсов», см. рис.14:
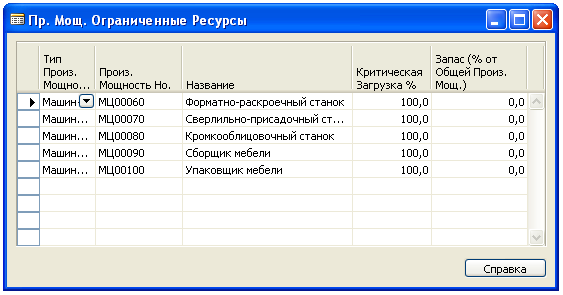
Рис.14 Окно настройки ограничения производственных мощностей
Дополнительную картину использования производственных мощностей можно получить, построив «диаграммы Гантта», используя отчет «Пр. Мощ. Диаграмма Гантта» в модуле «Исполнение», меню «Отчеты», см. рис.15:
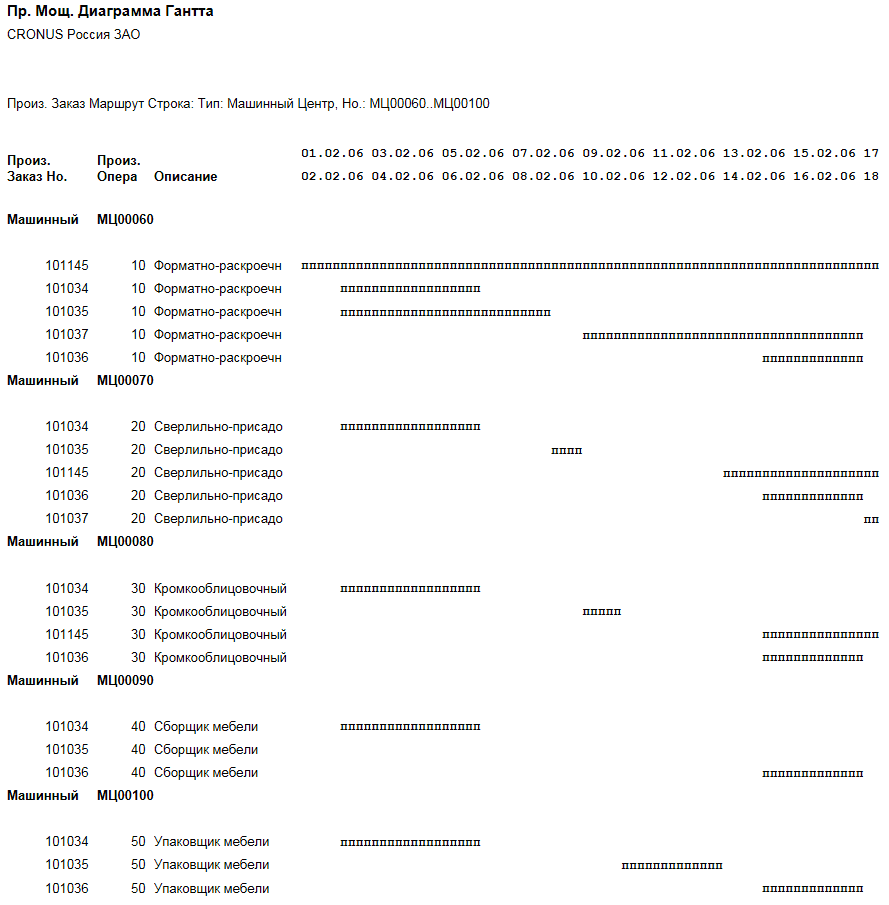
Рис.15 Диаграмма Гантта
Исследовав таким образом текущую ситуацию на производстве, можно сделать вывод о повышенных требованиях в мощностях машинного центра «МЦ00060 – Форматно-раскроечный станок», что соответствует маршрутно-технологической карте производства офисных шкафов (сравните время работы на первой операции по отношению к последующим, см. Приложение).
Моделирование влияния альтернативных сценариев производства на график загрузки производства
Перечислим некоторые возможные пути изменения производственного плана с целью своевременного выполнения критически важного заказа:
изменение сроков выполнения других (менее критичных заказов) – «смещение» даты выполнения на более поздний срок;
изменение рабочего графика: увеличение количества или продолжительности смен, использование дополнительных рабочих дней (выходные);
привлечение дополнительных ресурсов: ввод в эксплуатацию резервного оборудования, привлечение дополнительной рабочей силы;
изменение технологического процесса: изменение маршрутно-технологических карт и спецификаций изделий;
Специфика технологического процесса (см. Приложение) позволяет повысить производительность на этапе раскроя материала. Выберем для исполнения планового производственного заказа соответствующую версию маршрутно-технологической карты, для этого:
активировав оконную форму заказа, правой кнопкой мыши вызовем меню и выберем пункт «Показать столбец», далее в открывшемся окне отметим галочкой позиции «Маршрут Но.» и «Код Версии Маршрута», подтвердим кнопкой «ОК»; в итоге окно планового заказа приобретет новую форму, т.е. в строки заказа будут добавлены две графы, см. рис.16:
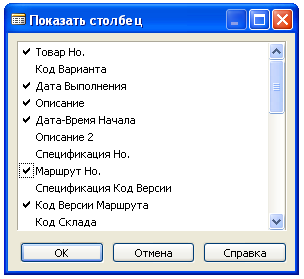
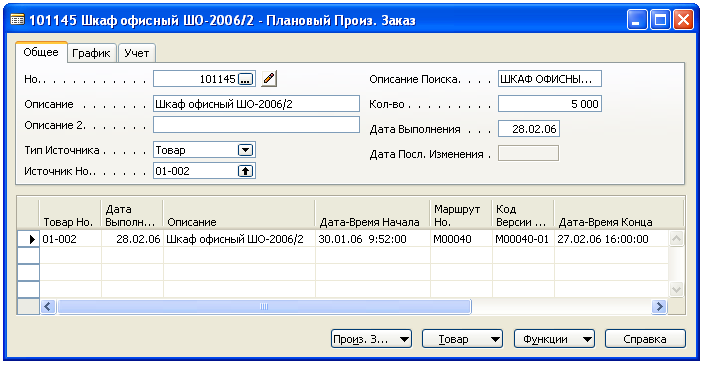
Рис.16 Изменение формы производственного заказа
щелкнем «мышью» по значению активной версии маршрута «М00040-01», далее нажав элемент управления «↑» («стрелка вверх» - кнопка просмотра и выбора) в поле, откроем список версий маршрута, см. рис.17:
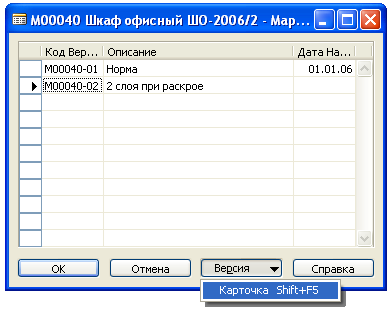
Рис.17 Доступ к альтернативной версии маршрута
поставив указатель на версии «М00040-02», нажмем кнопку «Версия/Карточка», и далее в открывшейся форме изменим статус версии со значения «Закрыт» на значение «Сертифицирован» (так как данный двухслойный режим раскроя является нестандартным, то в целях организационной безопасности он был заблокирован), см. рис.18;
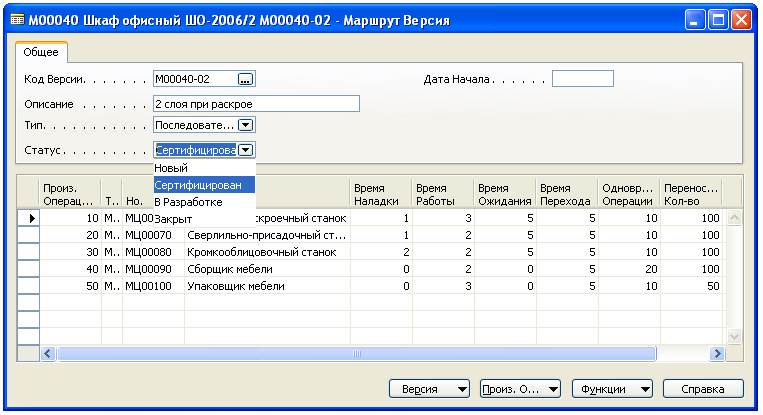
Рис.18 Изменение статуса альтернативной версии маршрута
закроем оконную форму «Маршрут Версия», нажмем кнопку «ОК», и тем самым изменим версию маршрута в плановом заказе на значение «М00040-02».
Примечание: в данном примере не рассматривается вопрос экономической эффективности изменения технологической маршрута, в связи с повышенным износом оборудования. Однако концепция ERP-систем, как систем всеобщего учета хозяйственной деятельности предприятия позволяет это сделать. Применительно к системе Microsoft Navision необходимо задействовать функциональный модуль «Основные Средства», журнал ремонтов и соответствующие статистические отчеты.
Изменив версию маршрута, используем функцию пересчета плана, нажав кнопку «Функция/Обновить» и обязательно сняв «флажок» в строке «Вычислить - Строки» в открывшемся окне «Обновить Произв. Заказ» на закладке «Параметры», нажмем кнопку «ОК», см. рис.19:
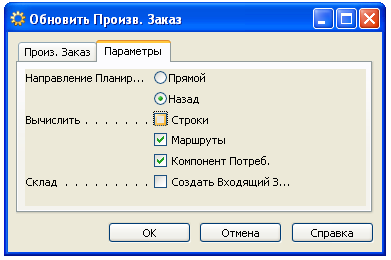
Рис.19 Обновление графика производственного заказа
Вернувшись в окно планового заказа можно заметить, что график выполнения изменен: дата начала работы 01.02.06. При наличии соответствующих материалов и компонентов, можно начинать производство уже «завтра». Увидеть подробный сетевой график можно нажав кнопку «Товар/Маршрут», см. рис.20:
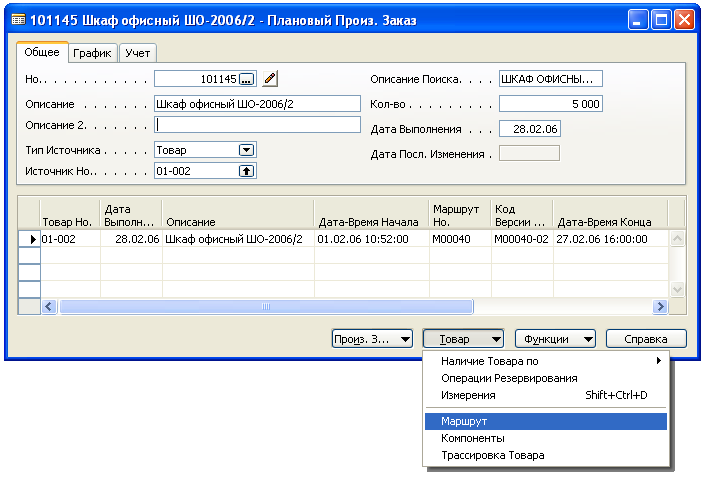
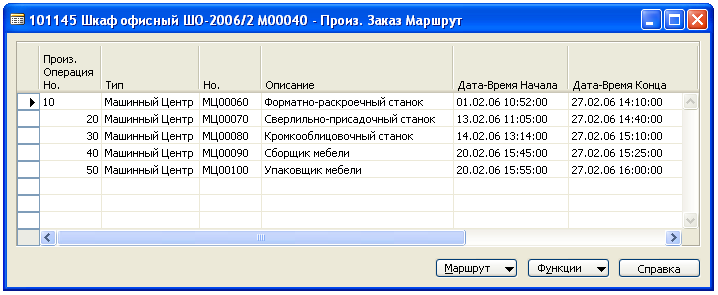
Рис.20 Сетевой график производственного заказа
Также можно построить «диаграмму Гантта» применительно к данному заказу, см. рис.21:
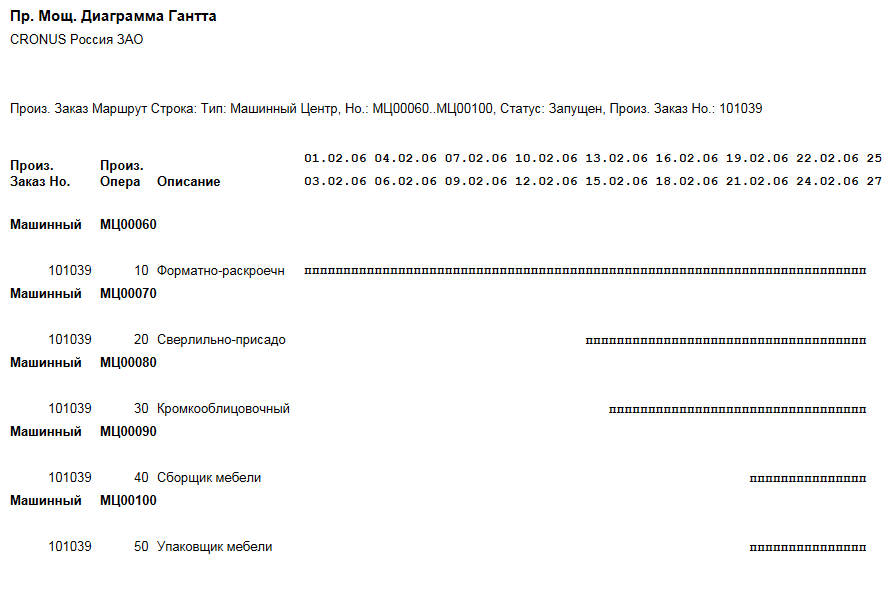
Рис.21 Диаграмма Гантта
Из диаграммы видно, что работа во всех машинных центрах будет вестись вплоть до 27.02.06, хотя первые изделия партии начнут поступать на склад готовой продукции 19 февраля.