

Расчет посадок с натягом?
Посадки с натягом предназначены в основном для получения неподвижных неразъемных соединений без дополнительного крепления деталей. Иногда для повышения надежности соединения дополнительно используют шпонки, штифты и другие средства крепления. Относительная неподвижность деталей обеспечивается силами сцепления (трения), возникающими на контактирующих поверхностях вследствие их деформации, создаваемой натягом при сборке соединения.
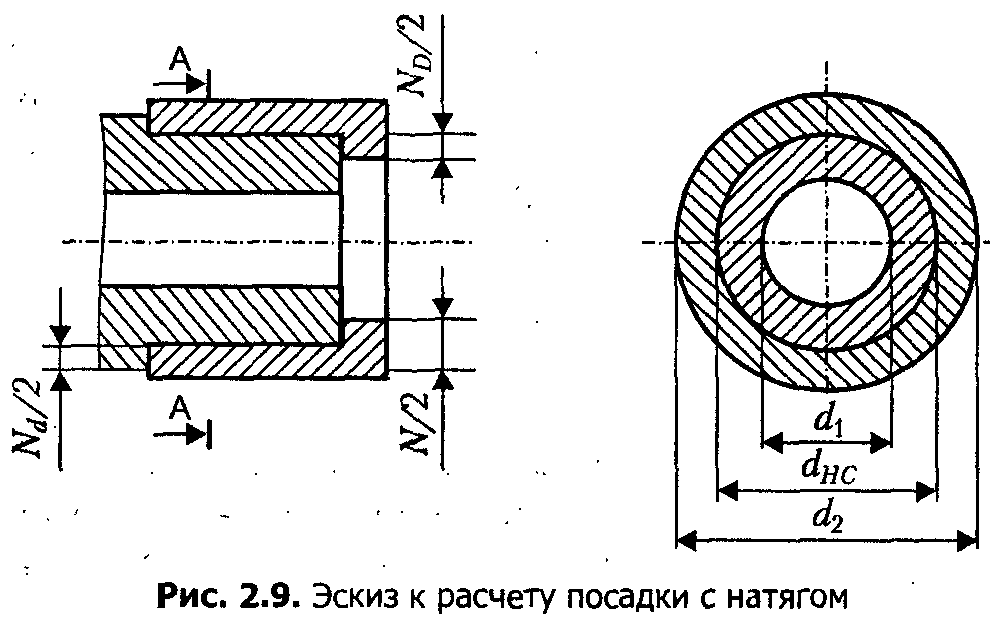
Рассмотрим общий случай расчета посадок с натягом, когда соединение состоит из полого вала и втулки (рис. 2.9). Разность между диаметром вала и внутренним диаметром втулки до сборки определяет натяг N. При запрессовке деталей происходит растяжение втулки на величину ND и одновременно сжатие вала на величину Nd причем
N = ND + Nd .
Из задачи определения напряжений п перемещений в толстостенных полых цилиндрах (задачи Ламе) известны зависимости
![]()
Сложив почленно эти равенства и выполнив простые преобразования, получаем
![]()
где N - расчетный натяг;
Р - давление на поверхности контакта вала и втулки, возникающее под влиянием натяга;
dнс - номинальный диаметр сопрягаемых поверхностей;
ЕD и Еd - модули упругости материалов соответственно охватываемой (вала) и охватывающей (отверстия) деталей, Па;
CD и Сd - коэффициенты Ламе, определяемые по формулам:
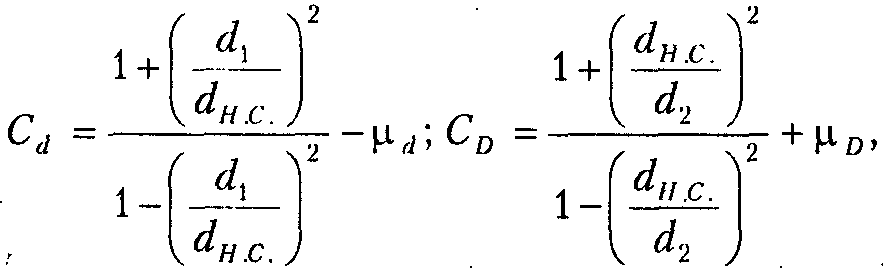
где d1 - диаметр отверстия полого вала, м;
d2 - наружный диметр охватывающей детали, м;
D и d - коэффициенты Пуассона соответственно для охватываемой и охватывающей деталей.
Для сплошного вала (d1 = 0) Сd = 1 — d; для массивного корпуса (d2 →∞) СD = 1 + D.
Расчет посадок с натягом производят в следующем порядке:
1. По значениям внешних нагрузок - осевой силы, крутящего момента (Fа, Тк) и размерам соединения ( dн.с, l ) определяется требуемое минимальное давление (Па) на контактных поверхностях соединения:
при действии Тк:
![]()
при действии Fa:
![]()
при действии Тк и Fa:
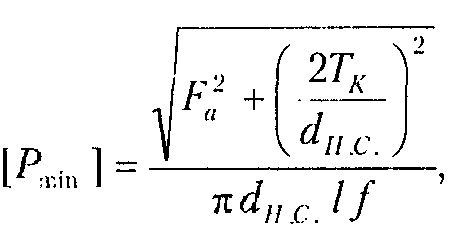
где Fa - продольная осевая сила, стремящаяся сдвинуть одну деталь относительно другой, Н;
Тк - крутящий момент, стремящийся повернуть одну деталь относительно другой, Н-м;
l - длина контакта сопрягаемых поверхностей, м;
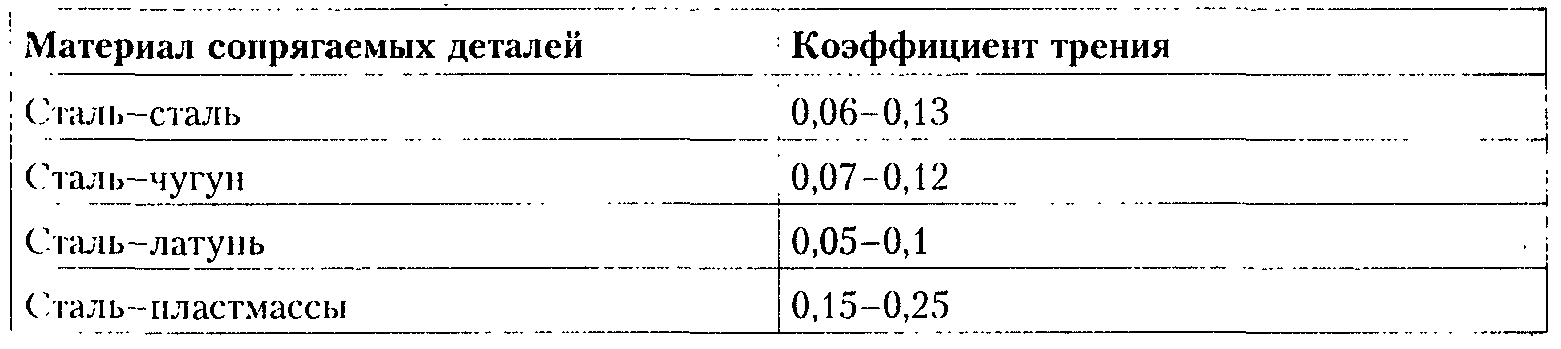
f - коэффициент трения при установившемся процессе распрессовки или проворачивания.
Таблица 2.4. Коэффициенты трения для материалов
2. По полученным значениям [Рmin] определяется необходимое значение наименьшего расчетного натяга Nmin (м), который должен обеспечить передачу крутящего момента и осевой силы:
![]()
3. Определяется величина минимального допустимого натяга с учетом поправок к N1min , то есть
![]()
где ш - поправка, учитывающая смятие неровностей контактных поверхностей деталей при образовании соединения;
![]()
где t - поправка, учитывающая различие рабочей температуры деталей (tD и /td) и температуры сборки (tсб), различие коэффициентов линейного расширения материалов соединяемых деталей (аD и аd )
![]()
ц - поправка, учитывающая ослабление натяга под действием центробежных сил (существенна для крупных быстровращающихся деталей); для сплошного вала и одинаковых материалов соединяемых деталей
![]()
Здесь V - окружная скорость на наружной поверхности втулки, м/с; р - плотность материала. Поправка у,( для стальных деталей диаметром до 500 мм, вращающихся со скоростью до 30 м/с, не ц учитывается;
Уп - добавка, компенсирующая уменьшите натяга при повторных запрессовках, определяется опытным путем.
4. Определяется максимальное допустимое удельное давление [Рmax, при котором отсутствует пластическая деформация на контактных поверхностях деталей. В качестве Рmax берется наименьшее из двух значений
![]()
где σTd и σTD - предел текучести материалов охватываемой и охватывающей деталей.
5. Устанавливается наибольший расчетный натяг (м);
![]()
Определяется величина максимального допустимого натяга, при котором не произойдет разрушения деталей, с учетом поправок к N1max :
![]()
где ууд - коэффициент увеличения удельного давления у торцов охватывающей детали, принимается по графику (рис. 2.10);
уt - температурная поправка, учитываемая, если при рабочей температуре натяг увеличивается.
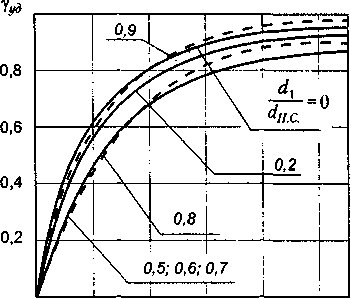
0,2 0,4 0,6 0,8 1/^н.с.
Рис. 2.10. Коэффициенты увеличения давления у торцов охватывающей детали
Выбирается посадка из таблиц системы допусков и посадок [10] с соблюдением следующих условий: максимальный натяг Nmax в подобранной посадке должен быть не больше [Nmax], то есть Nmax < [Nmax]; минимальный натяг Nmin в подобранной посадке должен быть больше [Nmin], то есть Nmin > [Nmin].
Рассчитывается необходимое усилие при запрессовке собираемых деталей по формуле
![]()
где fn - коэффициент трения при запрессовке;
fn = (1.15…1.2)f;
Рmax - удельное давление при максимальном натяге (Nmax),

Рекомендации по применению некоторых посадок с натягом. Посадки H/р; Р/h - «легкопрессовые» - характеризуются минимальным гарантированным натягом. Установлены в наиболее точных квалитетах (валы 4-6-го, отверстия 5-7-го квалитетов). Применяются в таких случаях, когда крутящие моменты или осевые силы малы или случайное относительное смещение деталей несущественно для их служебной роли; для соединения тонкостенных деталей, не допускающих больших деформаций; для центрирования тяжелонагруженных или быстровращающихся крупногабаритных деталей (с дополнительным креплением).
Посадки H/r; H/s; H/t и R/h; S/h; Т/h - «прессовые средние» - характеризуются умеренными гарантированными натягами в пределах (0,0002-0,0006)dн.с, обеспечивающими передачу нагрузок средней величины без дополнительного крепления. Установлены для относительно высоких точностей деталей (валы 5-7-го, отверстия 6-7-го квалитетов). Сборка соединений возможна как под прессом, так и способом термической деформации.
Посадки H/u', Н/х', H/z и U/h - «прессовые тяжелые» - характеризуются большими гарантированными натягами (0,001-0,002) dн.с. Предназначены для соединений, на которые воздействуют тяжелые, в том числе и динамические нагрузки. Применяются, как правило, без дополнительного крепления соединяемых деталей. Сборка обычно осуществляется методом термической деформации. Для посадок с большими натягами предусмотрены относительно широкие допуски деталей (7-9-го квалитетов).