

Лекция 11
11. Построение системы множеств связей свойства материалов и размерных связей в процессе проектирования машины
Машина создается для выполнения конкретного технологического процесса и должна обладать необходимым качеством и быть экономичной.
Обеспечение качества машины начинается с формулировки ее служебного назначения, то есть определения и описания задач, которые должна решать машина и условий, в которых ей предстоит работать, требуемого технико-экономического уровня и так далее.
Конструкция машины представляет собой сложную систему двух множеств связей – свойств материалов и размерных связей. Построение такой системы происходит в процессе проектирования машины. При этом реализуется органическая связь свойств материалов деталей, составляющих машину, формы, размеров, относительного положения их поверхностей и самих деталей с показателями служебного назначения машины.
Таким образом, началом формирования качества машины является формулировка ее служебного назначения.
11.1.Формулировка служебного назначения
Служебное назначение представляет собой четко сформулированную задачу, для решения которой создается машина. Задача при этом максимально «раскрывается» (расшифровывается), с тем, чтобы конкретизировать:
назначение машины,
условия эксплуатации, а также определить требования обусловливающие соответствие машины в техническом, экономическом, эргономическом и эстетическом смысле современному уровню.
Служебное назначение машины включает в себе не только словесное описание, но и систему количественных показателей с допусками. Наибольшая сложность в формулировании служебного назначения машины составляет конкретизация ее функций и условий работы, правильное определение значений показателей и допусков.
При уточнении служебного назначения используют следующие источники.
Подробные данные о свойствах продукции (вид, материал, размеры, масса, требования к качеству и так далее) для выпуска которой создает машину.
Данные о количестве выпуска продукции в единицах времени и по неизменным чертежам (
 ).
).Требования к стоимости продукции.
Данные об исходном продукте (вид, качество, количество и так далее).
Сведения о технологическом процессе изготовления продукции.
Требования к производительности.
Условия, в которых должен осуществляться технологический процесс (температура, влажность, запыленность, наличие активных химических веществ и так далее).
Требования к надежности машины.
Требования к долговечности.
Требования к уровню механизации и автоматизации.
Условия безопасности работы и обслуживания, удобство управления.
Требования к внешнему виду.
Вид, качество, количество, источник потребляемой энергии и так далее.
Перечисленные направления конкретизации неполные, так как формулировка служебного назначения каждой машины сугубо индивидуально, специфична и имеет свою систему показателей.
11.2. Сущность задачи, решаемой при проектировании машины
К началу проектирования машины, конструктору должны быть известны номинальные, средние значения и допустимые отклонения следующих групп параметров, определяющих:
Требования к качеству продукции —
 ;
ее количественный выпуск —
;
ее количественный выпуск —
 ;
себестоимость единицы продукции —
;
себестоимость единицы продукции —
 .
.Качество исходного продукта —
 .
.Свойства потребляемой энергии —
 .
.Состояние окружающей среды —
 .
.
Сущность задачи, решаемой при проектировании машины, представлена на рис. 11.1.
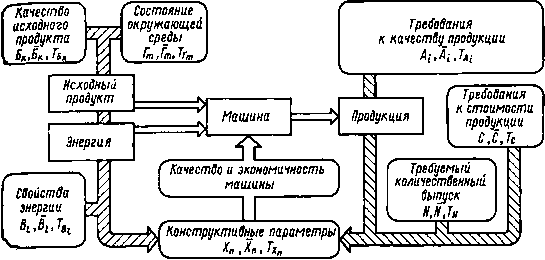
Рис.11.1. Задача, решаемая в процессе проектирования машины
Параметры первой группы устанавливаются в соответствии с требованиями человеческого общества (и нормативами хозяйства). Для удовлетворения этих потребностей и создается машина, поэтому соблюдение параметров первой группы обязательно.
Значение параметров 2-й группы также не могут быть изменены, так как за этим последовало бы создание другой машины.
Способность
машины выполнять служебное назначение
в заданных условиях обеспечивается
рядом ее конструктивных свойств,
характеризуемых группой параметров
![]() .
К числу этих параметров относятся
характеристики материалов, размерных
связей, а также их производных (кинематики,
жесткости, износостойкости, надежности
и так далее).
.
К числу этих параметров относятся
характеристики материалов, размерных
связей, а также их производных (кинематики,
жесткости, износостойкости, надежности
и так далее).
Смысл
проектирования машины заключается в
нахождении таких
![]() и
таком конструктивном обеспечении их,
при которых машина находилась бы в
соответствии с условиями определяемыми
значениями параметров 1 – 4 групп.
и
таком конструктивном обеспечении их,
при которых машина находилась бы в
соответствии с условиями определяемыми
значениями параметров 1 – 4 групп.