

15.7.5. Финишные операции обработки резанием
15.7.5.1. Полирование заготовок
Полированием уменьшают шероховатость поверхности. Этим методом получают зеркальный блеск на ответственных частях деталей (дорожки качения подшипников), либо на деталях, применяемых для декоративных целей (облицовочные части автомобилей) Для этого используют полировальные пасты или абразивные зерна, смешанные со смазочным материалом. Эти материалы наносят на быстровращающиеся эластичные (например, фетровые круги или колеблющиеся щетки). Хорошие результаты дает полирование быстродвижущимися бесконечными абразивными лентами (шкурками).
В зоне полирования одновременно протекают следующие основные процессы: тонкое резание, пластическое деформирование поверхностного слоя, химические реакции - воздействие на металл химически активных веществ, находящихся в полировальном материале. При полировании абразивной шкуркой положительную роль играет подвижность ее режущих зерен. Эта особенность шкурок приводит к тому, что зернами в процессе обработки не могут наноситься микроследы, существенно различные по глубине.
В качестве абразивного материала применяют порошки из электрокорунда и оксиды железа при полировании стали, карбида кремния и оксиды железа при полировании чугуна, оксиды хрома и наждака при полировании алюминия и сплавов меди. Порошок смешивают со смазочным материалом, который состоит из смеси воска, сала, парафина и керосина. Полировальные круги изготовляют из войлока, фетра, кожи, капрона, спрессованной ткани и других материалов.
Процесс полирования проводят на больших скоростях (до 50 м/с), Заготовка поджимается к кругу усилием Р (рис. 15.18, а) и совершает движения подачи Sкр и Sпр в соответствии с профилем обрабатываемой поверхности. Полирование лентами (рис. 15.18, б) имеет ряд преимуществ. Эластичная лента может огибать всю шлифуемую поверхность. Поэтому движения подачи могут отсутствовать.
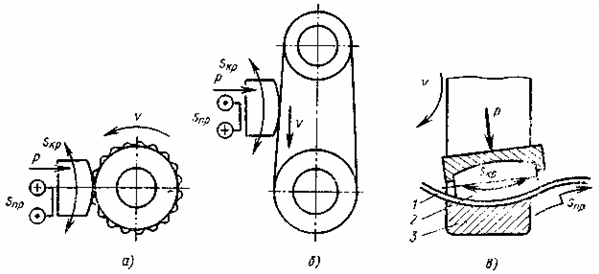
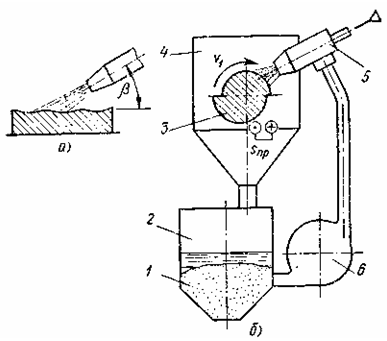
Рис. 15.18. Схемы полирования Рис. 15.19. Схема сглаживания микронеровностей при
абразивно-жидкостной отделке (а) и установка (б)
Главное движение при полировании иногда совершает и заготовка 3 (рис. 15.18, в), имеющая, например, форму кольца с фасонной внутренней поверхностью. Абразивная лента 1 поджимается полировальником 2 к обрабатываемой поверхности и периодически перемещается (движение Sпр).
Полирование возможно в автоматическом или полуавтоматическом режиме. Заготовки, закрепленные на конвейере, непрерывно перемещаются относительно круга или ленты. Съем деталей происходит на ходу конвейера.
В процессе полирования не удается исправлять погрешности формы, а также местные дефекты предыдущей обработки.
15.7.5.3. Абразивно-жидкостная отделка
Отделка объемно-криволинейных, фасонных поверхностей обычными методами вызывает большие технологические трудности. Метод абразивно-жидкостной отделки позволяет решить задачу сравнительно просто.
На обрабатываемую поверхность, имеющую следы предшествующей обработки, подают струи антикоррозионной жидкости со взвешенными частицами абразивного порошка (рис. 15.19, а). Водно-абразивная суспензия перемещается под давлением с большой скоростью. Частицы абразива ударяются о поверхность заготовки и сглаживают микронеровности.
Интенсивность съема обрабатываемого материала регулируют зернистостью порошка, давлением струи и углом . Изменяя скорость полета и размер свободных абразивных зерен, можно увеличить или уменьшить степень пластической деформации и шероховатость поверхности. Жидкостная пленка, покрывающая обрабатываемую поверхность , играет очень важную роль. Абразивные зерна, попадающие на микровыступы, легко преодолевают ее сопротивление и удаляют металл. Те же зерна, которые попадают на впадины, встречают большее сопротивление жидкости и съем материала замедляется, поэтому шероховатость поверхности уменьшается. В качестве абразива часто применяют электрокорунд. В суспензии содержится 30 - 35 % абразива (по массе). На рис. 15.19, б показана схема жидкостного полирования, обрабатываемая заготовка 3 сложного профиля перемещается (v1, Snp) в камере 4 так, что все ее участки подвергаются полированию. Абразивная суспензия 1, помещенная в баке 2, подается насосом 6 в рабочую камеру через твердосплавное сопло 5. Отработанная суспензия падает обратно в бак 2 и может быть использована многократно. Метод жидкостного полирования особенно успешно применяют при обработке фасонных внутренних поверхностей. В этом случае сопло вводится в полость заготовки, которая совершает вращательные и поступательные перемещения в зависимости от профиля полируемой поверхности.