

Министерство образования и науки РФ
Государственное образовательное учреждение
высшего профессионального образования
«Тульский государственный университет»
Политехнический институт
Кафедра «Сварка, литье и технология конструкционных материалов»
Теоретические материалы для самостоятельного изучения
по дисциплине
Технология конструкционных материалов Раздел №12 «Термическая резка»
Направление подготовки:
Специальность:
Формы обучения очная
Тула 2011 г.
Раздел 12. Термическая резка
План:
12.1. Основные способы резки
12.2 Физико-химические основы резки
12.3. Оборудование для резки
12.1. Основные способы резки
Процесс резки заключается в разделении целого на части или же в получении деталей определенной формы из исходного материала с целью их дальнейшей механической обработки и получения конечного продукта.
По принятой в технической литературе классификации существует два основных способа разрезания металлических и неметаллических материалов:
– резка механическим воздействием: разрезание ножницами, фрезерование, сверление, штамповка, пиление и т.д.;
– резка термическим воздействием: кислородная, кислородно-флюсовая, электродуговая, плазменная, лазерная;
– резка электрохимическим, электрофизическим или физико-химическим воздействием.
Некоторые способы резки, например, такие, как электродуговая, кислородным копьем и т.д., морально устарели и применяются в единичных случаях. Им на смену приходят новые современные технологии разделения материалов, которые из экзотических быстро становятся незаменимыми для большинства предприятий. В связи с постоянным совершенствованием существующих и разработкой новых технологий разделения материалов понятие "термическая резка" в технической литературе все чаще заменяется современным более точным определением – "резка струей". В соответствии с изложенным подходом рассмотрим различные способы резки струей материалов:
– струей кислорода (иногда с добавлением порошка железа) – кислородная резка;
– плазменной струей (потоком ионизированных частиц) – плазменная резка;
– потоком фотонов – резка лазером;
– струей воды под очень высоким давлением (иногда с добавлением абразива) – резка водой.
При резке водой отсутствует термическое воздействие на разрезаемый материал.
Фундаментальное различие механического и термического способов резки заключается в том, что при термическом воздействии абсолютно отпадает необходимость применения силы, независимо от толщины разрезаемого материала. То есть термический способ можно назвать бесконтактным и, рассматривая явления, происходящие в зоне взаимодействия "струя - деталь", в качестве режущего инструмента будем подразумевать струю газа, ионов, воды и т.д. В современных способах резки струей часто совмещают несколько технологий резки и получают комбинированные (или так называемые гибридные) технологии разделения материалов, как, например, лазерная резка со струей кислорода, узкоструйная плазменная резка и т.д.
В зависимости от вида формоизменения обрабатываемой заготовки различают разделительную и поверхностную резку. При разделительной резке результатом обработки является относительно узкий сквозной прорез на всю толщину металла, а при поверхностной резке производится сжигание или расплавление металла лишь на поверхности заготовки на относительно небольшую глубину с одновременным удалением жидкого окисла или расплава посредством сдувания струей газа (рис. 12.1).
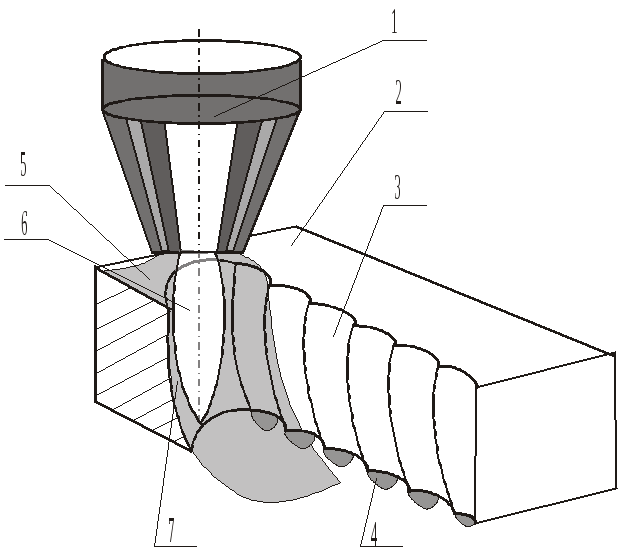
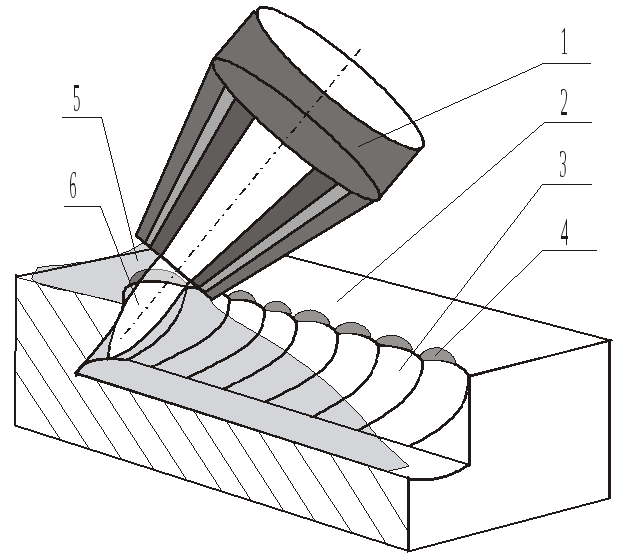
Рис. 12.1. Пример разделительной и поверхностной кислородной резки: 1 – мундштук; 2 – заготовка; 3 – поверхность реза; 4 – грат; 5 – подогревающее пламя; 6 – режущее пламя; 7 – фронт резки
В табл. 12.1 приведены основные способы резки струей, их преимущества, недостатки и области применения. Четких границ между областями применения различных способов резки струей не существует, и поэтому при их определении должна производиться комплексная технико-экономическая оценка эффективности способа резки для каждого конкретного случая. Основные тенденции развития термической и механической резки, сложившиеся к началу 2000-х гг., представлены на рис. 12.2. Приоритеты обработки заготовок переместились от кислородной и механической резки к лазерной и плазменной. На толщинах до 25 мм лазерная резка становится доминирующей.
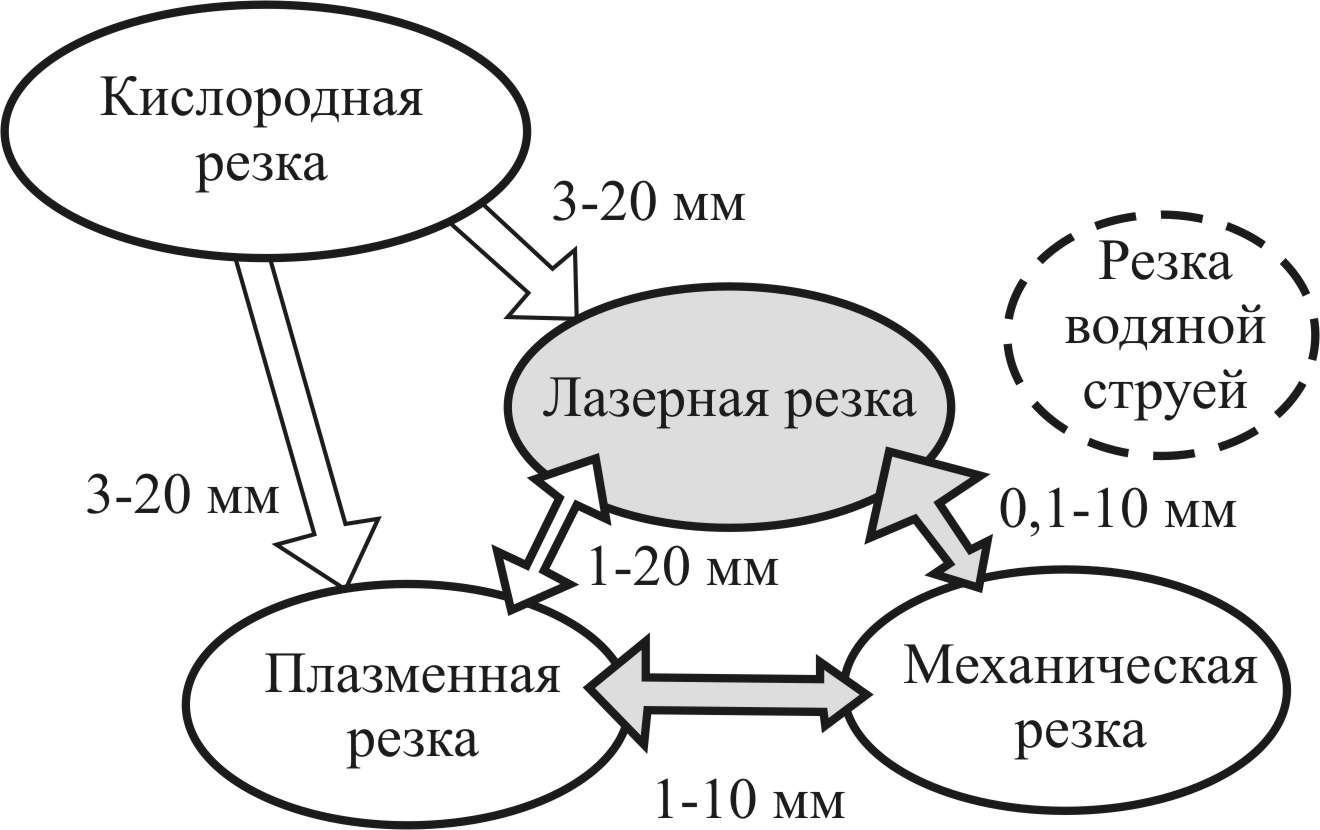
Рис. 12.2 Структурные изменения в резке конструкционных материалоыв, сложившиеся к началу 2000-х годов
Сравнительный анализ способов резки по критериям материала деталей и параметрам установки представлен в табл. 12.2, 12.3.
Таблица 12.1
Основные способы резки струей
|
Способы резки |
Достоинства |
Недостатки |
Области применения |
|
|
Кислородная |
– Диапазон разрезаемых толщин 3 – 1000мм – Низкая стоимость оборудования для резки и его простота – Возможность резки одновременно несколькими горелками |
– Резка только углеродистых и низколегированных сталей – Широкий разрез – Значительная зона термического влияния – Невысокая точность получаемых заготовок – Ухудшение санитарно-гигиени-ческих характеристик процесса |
– Резка углеродистых и низколегированных сталей; прямолинейная и криволинейная резка заготовок различной формы из листового проката в диапазоне толщин 3 – 1000 мм – Одно- и двусторонняя разделка кромок сварных швов – Вырезка дефектных участков сварных швов, обрезка технологических планок |
|
|
Кислородно - флюсовая |
То же |
То же |
Резка заготовок из хромоникелевых и коррозионно-стойких сталей толщиной до 450 мм, чугуна, цветных металлов и сплавов |
|
|
Плазменная |
– Диапазон разрезаемых толщин 0.4 – 150 мм – Высокая скорость резки – Стабильность качественных показателей – Малые зона термического влияния, деформации металла и количество грата |
– Низкая скорость резки толщин свыше 50 мм; – Высокая стоимость оборудования – Ухудшение санитарно-гигиени-ческих характеристик процесса и высокий уровень шума |
– Резка малоуглеродистых, хромоникелевых сталей и цветных металлов – Случаи, когда требования по качеству находятся между требованиями к лазерной и кислородной резке |
|
|
Лазерная |
– Высокие скорость, точность вырезки деталей и малое количество грата – Малые зона термического влияния и теплодеформации – Возможность выполнения малых отверстий – Возможность выполнения резки, сверления и фрезерования на одном оборудовании |
– Высокая стоимость обработки для толщин свыше 15 мм – Высокая стоимость оборудования |
– Возможность резки практически любых материалов и сплавов от металла, до стекла и пластика – Случаи, когда требуется особая точность обработки детали – Обработка сложных профилей |
|
|
Гидро-абразивная |
– Отсутствие перегрева выше 100 °С, структурных изменений и термических деформаций заготовок – Возможность резки любых материалов с высокой прочностью – Высокие скорость и точность вырезки деталей – Возможность выполнения резки, сверления и фрезерования на одном оборудовании – Экологическая чистота, полная пожаро- и взрывобезопасность |
– Высокая стоимость оборудования – Сложность оборудования и условий его эксплуатации – Высокий уровень шума |
Неограниченная номенклатура материалов: бумага, картон, ткани, кожа, резина, древесина, полимерные материалы, фольгированная и металлизированная пластмасса, металлы и сплавы, в том числе труднообрабатываемые, композиционные материалы, керамика, натуральный и искусственный гранит и мрамор, стекло и др. |
|
Таблица 12.2
Способы резки для различных материалов
|
Способы резки |
Материал |
|||||
|
Углеродистые стали |
Коррозионно-стойкие стали |
Алюминий |
Титан |
Пластмасса |
Керамика
|
|
|
Газовая |
+++ |
- |
- |
++ |
- |
- |
|
Плазменная |
+++ |
+++ |
+++ |
++ |
+ |
- |
|
Лазерная |
+++ |
+++ |
++ |
+++ |
++ |
++ |
|
Механическая |
+++ |
+++ |
+++ |
+++ |
+++ |
+ |
|
Водяной струей |
+ |
+ |
++ |
+ |
+++ |
++ |
Таблица 12.3
Типичные скорости резки для различных способов
|
Материал |
Толщина, мм |
Скорость резки, мм/мин |
|||
|
Газовая резка |
Плазменная резка |
Лазерная резка |
Резка водяной струей |
||
|
Углеродистая сталь |
5 |
850 |
4500 (1) |
2700 (3) |
200 |
|
20 |
660 |
2000 (1) |
700 (4) |
50 |
|
|
Коррозионно-стойкая сталь |
3 |
- |
5000 (2) |
3000 (4) |
200 |
|
40 |
- |
500 (2) |
- |
10-120 |
|
|
Алюминий |
2 |
- |
> 600 (2) |
4500 (4) |
800 |
|
40 |
- |
1200 (2) |
- |
80 |
|