

19. Методы конструирования штампованных деталей.
Листовая штамповка – процесс получения из листа полосы, ленты, изделий плоской или пространственной формы с заданными конструктивно-геометрическими и структурными параметрами без существенного изменения толщины материала.
Материалы: металлические (аллюминий, сплавы стали и латуни) и неметаллические (слоистые пластики, листовые термопласты).
Заготовки обрабатываются с помощью инструментов-штампов (главные части – пуансон и матрица).
Различные фазы
процесса изготовления деталей, при
которых происходит изменение формы
заготовки – операции. Все основные
операции листовой штамповки делятся
на разделительные (отрезка, вырубка,
пробивка, разрезка, нарезка и т.д.) и
формообразующие (гибка, скручивание,
вытяжка, отбортовка, выдовка и т.д.).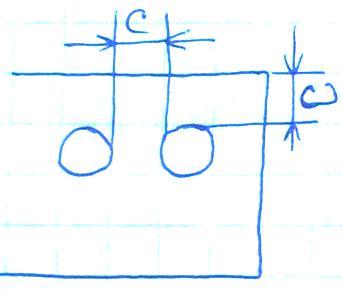

Где S-толщина листа
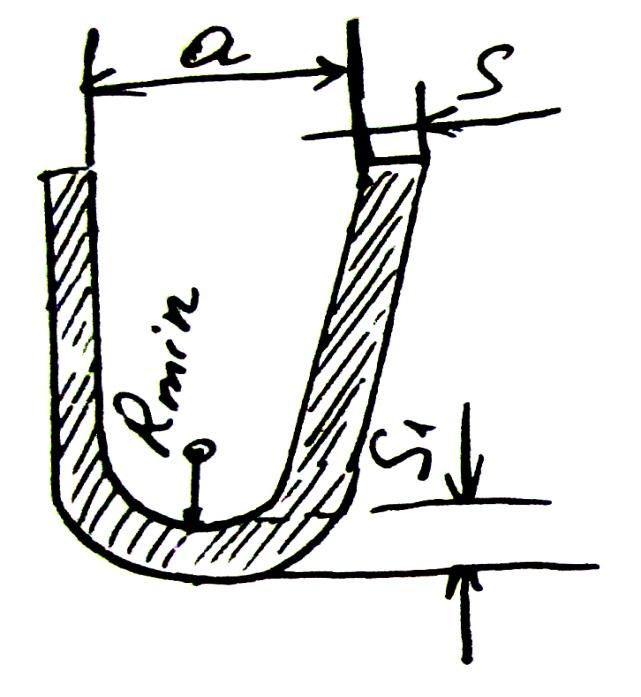
При гибке узких полос происходит искажение поперечного сечения детали. С уменьшением радиуса изгиба увеличивается напряжения во внутренних и наружных волокнах, которые могут привести к трещинам.
Минимальный радиус гибки листа проката в холодном состоянии зависит от коэффициентов:

 (зависит от марки
материала, его состояния и расположении
линии гиба относительно направления
проката)
(зависит от марки
материала, его состояния и расположении
линии гиба относительно направления
проката)
 (зависит от угла
гибки)
(зависит от угла
гибки)
 (толщина листа)
(толщина листа)

Выдавки круглой формы используются как опорные поверхности для крепления амортизаторов или для утопления головок винтов. Выдавки прямоугольной формы применяют как опорные площадки для крепления тяжёлых узлов (трансформаторов).
Разбортованное отверстие применяют в тонколистовых деталях, предназначенных для вентиляции и снижения массы, а также с целью утопления винтов с потайной головкой.
Вытяжка

20. Методы конструирования прессованных и литых деталей
Ледниковая система в соответствии со специальными требованиями состоит из следующих деталей:
-
центральный ледниковый канал и система разводящих ледниковых каналов (ледники)
-
впускной ледник
-
формующая полость
-
система охлаждения
-
выталкивающая система
При заполнении литьевой формы расплав проходит через центральный ледниковый канал и распределяется в полости по системе разводящих ледников.
3-Литьевая
форма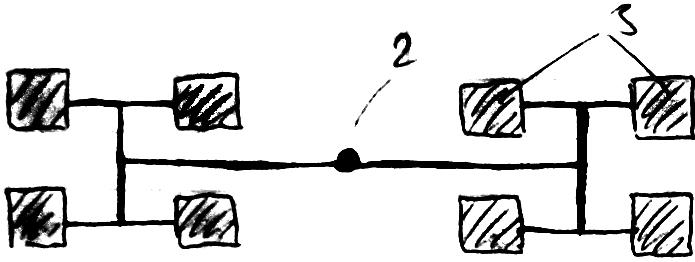
2-Центральный ледн. Канал
1-Система разводящих ледниковов
Общие требования к конструкции литых и прессованных деталей:
-
детали должны иметь технологические уклоны
-
допуски должной быть технологически обоснованы с учётом колебаний усадки
-
детали должны иметь закругления, необходимые для увеличения механической прочности и облегчения процесса формообразования
-
стенки деталей должны быть близкими по толщине друг к другу (равнотолщинность стенок)
-
детали не должны иметь консульных выступов значительной длины
Расстояния между соседними отверстиями или отверстием и краем должны быть не менее диаметра отверстия.
При конструировании пластмассовых деталей часто применяют армирование, т.к. пластмассы характеризуются низкой контактной прочностью, склонны к ползучести. Чтобы избежать этих недостатков, пластмассы армируют металлической арматурой (сталь, латунь).
По расположению арматуры в детали делят на:
-
односторонняя
-
угловая
-
сквозная
-
глухая