

14.1.3. Продольная прокатка
Рассмотрим подробнее схему деформирования металла при наиболее распространенной продольной прокатке.
В основе обработки металла давлением лежит процесс пластической деформации, при котором изменяется форма без изменения массы. Все расчеты размеров и формы тела при обработке давлением основаны на законе постоянства объема, суть которого заключается в том, что объем тела до и после пластической деформации принимается неизменным:
V1 = V2 = const (V1 и V2 — объемы тела до и после деформации).
Изменение формы тела может происходить в направлении трех главных осей; при этом каждая точка стремится перемещаться в том направлении, в котором создается наименьшее сопротивление ее перемещению. Это положение в теории обработки металлов давлением носит название закона наименьшего сопротивления.
Примером действия закона наименьшего сопротивления может служить превращение квадратного сечения (или любого другого) образца при его осаживании в круговое. Это правило наименьшего периметра при осаживании.
Законы постоянства объема и наименьшего сопротивления распространяются на все способы обработки металлов давлением.
При всех схемах прокатки металл подвергается деформации только на некотором участке, который по мере вращения валков и движения заготовки вперед как бы перемещается по прокатываемому металлу. В процессе прокатки уменьшается толщина заготовки при одновременном увеличении ее длины и ширины. Площадь поперечного сечения заготовки в результате прокатки всегда уменьшается. Отношение полученной длины l к первоначальной l0 (равное отношению первоначальной площади поперечного сечения F0 к полученной F) называется вытяжкой:
![]()
Эта величина является одной из основных количественных характеристик деформации при прокатке и составляет обычно 1,1—1,6 за проход, но может быть и больше.
Для прокатки обязательным является наличие контактного трения между валками и деформируемым металлом. В частности, в начальной стадии прокатки должно быть выполнено так называемое условие захвата металла валками. Заготовка подается в валки с некоторой начальной силой (рис. 14.1.4), которая вызывает со стороны валков нормальные реакции N и силу трения Т. Спроектировав эти силы на горизонтальную ось, можно записать условие захвата металла валками (по отношению к одному валку, так как система симметрична):
N sin a < T cos a.
Угол α называется углом захвата. Выразив силу трения через Т = f N (f — коэффициент трения) и подставив это выражение в условие захвата, получим
sin α < f cos α или f > tg α
Таким образом, условие захвата требует, чтобы коэффициент трения между валками и заготовкой был больше тангенса угла захвата.
При горячей прокатке стали гладкими валками угол захвата равен 15-24 °.

Рис. 14.1.4. Схема прокатки
Отметим, что скорость выхода прокатанного металла из валков всегда больше, чем скорость входа заготовки в валки. Это необходимо учитывать при прокатке заготовки одновременно несколькими парами валков.
14.1.4. Продукция прокатного производства
Область применения прокатанного металла огромна: непосредственно в конструкциях (мостах, зданиях, железобетонных конструкциях, железнодорожных путях, станинах машин и т. д.), в качестве заготовки для изготовления деталей в механических цехах и заготовки для последующей ковки и штамповки.
Форма поперечного сечения прокатанного изделия называется его профилем. Совокупность различных профилей разных размеров называется сортаментом. Сортамент прокатываемых профилей разделяют на четыре основные группы: сортовой прокат, листовой, трубы и специальные виды проката.
Профили сортового проката (рис. 14.1.5) подразделяют на две группы: простой геометрической формы (квадрат, круг, шестигранник, прямоугольник) и сложной — фасонной формы (швеллеры, двутавровые балки, рельсы уголки и т. д.).
Цветные металлы и их сплавы прокатывают преимущественно на простые профили — круглый, квадратный, прямоугольный.
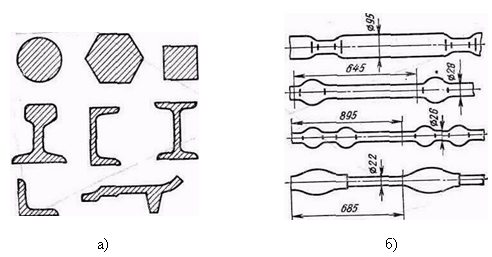
Рис. 14.1.5. Профили сортового проката (а) и примеры периодического проката (б)
Листовой прокат из стали и цветных металлов используют в различных отраслях промышленности. В связи с этим листовую сталь, например, делят на электротехническую, судостроительную, котельную, автолист (для изготовления деталей в автомобильной и тракторной промышленности), жесть для консервной промышленности и т. д. Кроме того, листовую сталь разделяют на толстолистовую (толщиной 4—160 мм) и тонколистовую (толщиной 4—0,2 мм). Листы толщиной менее 0,2 мм называют фольгой. Броневые плиты имеют толщину до 550 мм. Цветные металлы и сплавы прокатывают в виде листов и лент различных размеров и толщиной 0,2—25 мм.
Трубы стальные разделяют в основном на бесшовные диаметром 30—650 мм с толщиной стенки 2 — 160 мм из углеродистой и легированных сталей и сварные — диаметром 5 — 2500 мм с толщиной стенки 0,5 — 16 мм из углеродистых и низколегированных сталей.
В качестве примера специальных видов проката можно указать на колеса, кольца, зубчатые колеса, периодические профили и т. п. Периодические профили представляют собой заготовку, форма и площадь (рис. 14.1.5, б) поперечного сечения которой периодически изменяется вдоль оси.