

4.2 Расчёт размерной цепи методом регулирования.
Расчёт размерных цепей методом регулирования целесообразно применять там, где требуется точность исходного звена (замыкающего). Этот метод применим в условиях серийного и крупносерийного производства.
Достигается регулировкой одного из звеньев – компенсационного.
Роль компенсатора обычно выполняют специальные звенья конструкционного плана в виде прокладок, упоров, клиньев, регулировочных винтов и т. д. Остальные звенья цепи обрабатываются по большим допускам.
Компенсаторы (прокладки) заранее изготавливаются требуемых размеров, и они легко подбираются после сборки остальных звеньев для достижения заданного размера замыкающего звена.
Преимущество метода заключается в возможности относительно простого обеспечения точности исходного звена.
Недостатки: необходимость дополнительных работ по установлению, подбору или регулированию компенсационного звена.
Таблица 4.2 – Расчёт размерной цепи методом регулирования
|
№/тип |
Аi,мм |
i |
i2 |
TAi |
|||
|
|
TAi |
TAi2 |
|||||
|
1/увел |
2 |
0.55 |
0.3025 |
0.14 |
0.0196 |
||
|
2/увел |
184 |
2.89 |
8.3521 |
0.72 |
0.5184 |
||
|
3/увел |
2 |
0.55 |
0.3025 |
0.14 |
0.0196 |
||
|
4 |
5 |
0.73 |
0.5329 |
0.18 |
0.0324 |
||
|
5/умен подш |
20 |
- |
- |
62 |
0.0036 |
||
|
6/умен |
7 |
0.9 |
0.81 |
0.22 |
0.484 |
||
|
7/умен |
58 |
1.86 |
3.4596 |
00.46 |
0.2116 |
||
|
8/умен |
30 |
1.56 |
2.4336 |
0.39 |
0.1521 |
||
|
9/умен |
27 |
1.31 |
1.7161 |
0.33 |
0.1089 |
||
|
10/умен |
11 |
1.08 |
1.1664 |
0.27 |
0.0729 |
||
|
11/умен |
7 |
0.9 |
1.81 |
0.22 |
0.0484 |
||
|
12/умен подш |
15 |
- |
- |
62 |
0.0036 |
||
|
13/умен |
7 |
0.9 |
0.81 |
0.22 |
0.0484 |
||
|
|
|
|
|
|
|
||
950=40+85+40+48+120+х+120+100+84+70+58+120+58
Х=93
5. Расчёт резьбовых соединений
5.1. Расчёт резьбового соединения с зазором м38
Цифра, в резьбовом соединении указывает на степень точности, а за тем указывается основное отклонение.
Из справочника, в зависимости от шага Р, выдираем следующие значения:
Р = 1,5
d2(D2) = 37,026 мм
d1(D1) = 36,376 мм
es (d1, d2, d)= -32 мкм
ei (d)= -407мкм
ei (d2)= -268мкм
Рассчитаем все диаметры для болта M38-8g
dmax =38-0,032=37,968мм
dmin =38 -0,407=37,593мм
d1max = 36,376 -0,032=36,344мм
d1min =не нормируется
d2max =37,026 -0,032=36,994мм
d2min =37,026 -0, 268=36,758мм
EI (D1, D2, D) = 0мкм
ES(D1)= +475мкм
ES(D2)= +315мкм
Рассчитаем все диаметры для гайки М8-8Н
Dmax= не нормируется
Dmin=38 мм
D1max=36,376 +0,475=36,851мм
D1min=36,376 мм
D2max=37,026 +0,315=37,341мм
D2min=37,026 мм
Рисунок 5.1 - Схема полей допусков с зазором.
5.2. Расчет резьбового соединения с натягом М38
Натяг резьбового
соединения задаётся только по среднему
диаметру d2.
По наружному
и внутреннему диаметру предусмотрены
зазоры. Материал детали с заданной
внутренней резьбой – сталь или прочные
титановые сплавы. 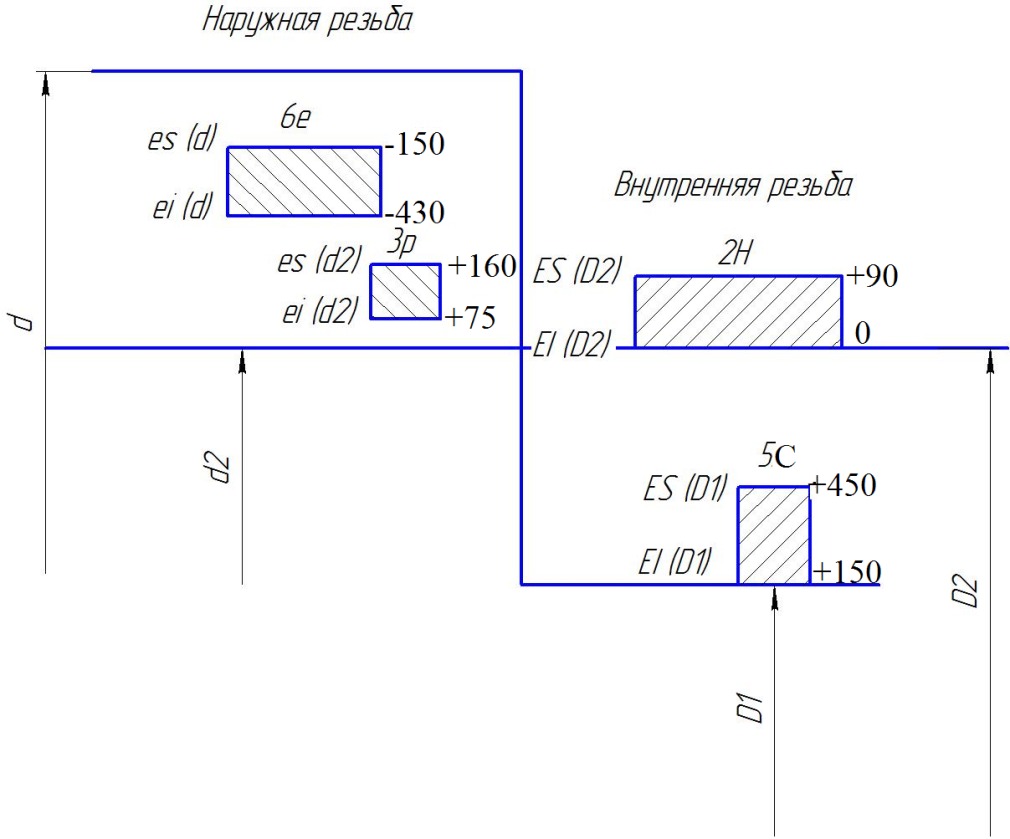
Рисунок 5.2 - Схема полей допусков с зазором.
6. Выбор метода и средств измерения точности цилиндрических резьб
Точность резьбы можно контролировать 2-мя методами.
Комплексный метод – контроль расположения контура резьбы в предписанном поле допуска. Осуществляется с помощью резьбовых калибров, резьбовых пробок и резьбовых колец. Дифференцируемый метод – по элементный контроль каждого параметра резьбы.
Для контроля резьб с диаметром больше 18 мм применяют метод 3-х проволочек, для диаметра меньше 18 мм применяют метод слепков при разрезании гайки.
Длина свинчивания рабочего калибра означает, что приведенный средний номинальный внутренний для вала и наружный наименьший для гайки диаметры не выходят проходные предельные отклонения. Непроходимыми калибрами контролируют только средний диаметр резьбы, они не должны свинчиваться более чем на 2 оборота. Контролируемые параметры измеряют многократно.
Шаг резьбы – измеряют с помощью универсальных или специальных средств. В специальных приборах шаг измеряют путём сравнения с образцом, либо со штриховой мерой.
Рисунок 6.1. - Метод 3-х проволочек.