

2. Расчёт рабочих калибров для соединений с натягом
Годность детали с допуском IT6 до IT17, особенно при массовом и крупносерийном производствах, наиболее часто проверяют предельными калибрами.
Этими калибрами проверяют размеры гладких цилиндрических, конусных, резьбовых и шлицевых деталей. Для контроля валов используются – скобы, а для контроля отверстий – пробки.
Калибры имеют следующие обозначения:
Р-ПР – калибр-пробка гладкий проходной
Р-НЕ - калибр-пробка гладкий не проходной
S-ПР - калибр-скоба гладкий проходной
S-НЕ - калибр-скоба гладкий не проходной
Комплект рабочих калибров состоит из проходного калибра (Пр) и непроходного (Не), изношенного калибра. Пр контролирует предельный размер соответствующей max проверки объекта, а не определяет min.
ø
Рассчитываем исполнительные размеры калибра-пробки для контроля отверстий: ø10S6 ( -0,020-0,029)
По ГОСТу 24853-81 для квалитета S6 и диаметра 10 мм, находим данные для расчёта размеров калибров, мкм:
Н – допуск на изготовление калибров-пробок (Н=2)
Z – сдвиг поля допуска, относительно поля допуска (Z=2),
y – допуск на износ (y=1.5)
Р-ПР=Dmin+Z+=9.971+0.002+=9.974 (мм)
Р-НЕ=Dmax+=9.980+=9.981(мм)
Р-U=Dmin -y=9.971-0.0015=9.9695(мм)
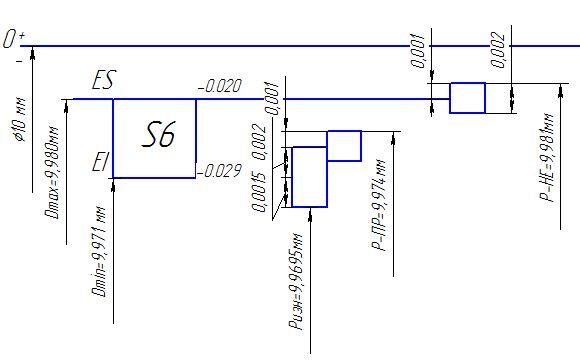
Рисунок 2.1 - Схема полей допусков.
Рассчитываем исполнительные размеры калибров-скоб для вала:
ø10k6 ( +0.010+0,001)
По ГОСТу 24853-81 для квалитета k6 и диаметра 10мм, находим данные для расчёта размеров калибров, мкм
H1=3мкм,
Y1=2мкм,
Z1=2.5мкм,
dmax=10.010мм
dmin=10.001мм
S-ПР = dmax - Z1 - = 10.010-0.0025 - = 10.006(мм)
S-НЕ=dmin - =10.001 - =9.9995 (мм)
S-U= dmax + y1=10.010+0.002= 10.012(мм)
Рисунок 2.2 - Схема
полей допусков.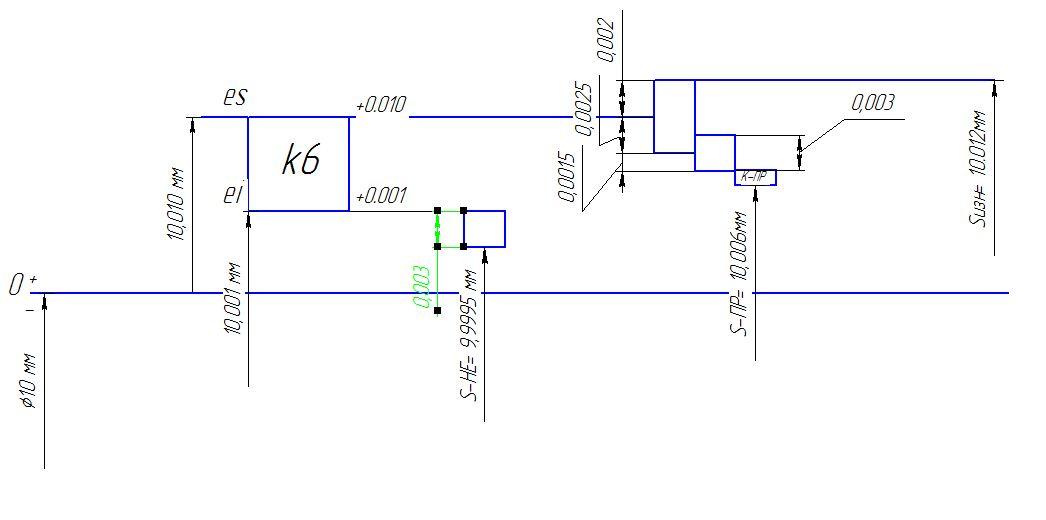
Испол. размеры контр. калибров для проверки раб. калибров-скоб:
К – ПР =dMAX –z1- HP/2= 10.010-0,0025-0,0012/2=10.0069мм
К – НЕ =dMIN +HP/2= 10.001+0,0012/2=10.0016мм
K –И = dMAX +y1+HP/2= 10.010+0,002+0,0012/2=10.0126мм
В соответствии со
всеми вычисленными данными, вычертим
эскиз калибра-пробки и эскиз калибра
скобы.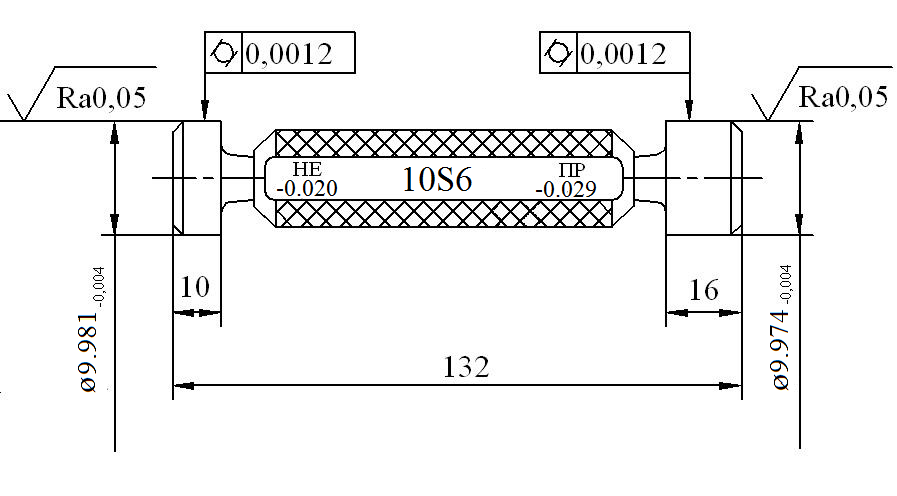
Рисунок 2.3 - Калибр-пробка.
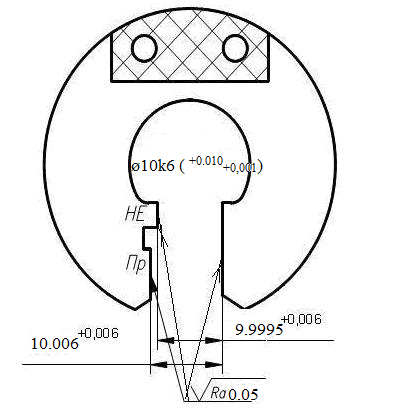
Рисунок 2.4 - Калибр-скоба.
3. Выбор универсальных средств измерений для соединений с зазором
Конкретно измерительное средство выбирают в зависимости от наибольшего размера, допуска на изготовление или квалитета и допускаемой погрешности изделия.
В таблицах приведены диапазоны номинальных размеров, квалитеты в виде дроби – допускаемых погрешности измерений (числитель) и допуски на изготовление (знаменатель). Номерами и буквами указаны измерительные средства и варианты их использования, при которых измерения не превышают допускаемого значения.
Для соединения с натягом ø
Вал: ø50 g6 (-0,009; -0,025)
Td=5 мкм; б=16 мкм;
7а– индикатор часового типа с ценой деления 0,01 мм и пределом измерений от 2 до 10 мм;1 класс точности;
9а – головка рычажно-зубчатая с ценой деления 0,002 мм и пределом измерений -0,01…+0,01 мм с настройкой по концевым мерам;
11а индикаторы многооборотные с ценой деления 0,002 мм и пределом измерений 2 мм;
13б – головка измерительная пружинная (микрокатор) с ценой деления -0,01 мм и пределом измерений -0,3…+0,3 мм;