

Порядок выполнения листа
Образец выполнения листа 1 – 5 показан на рисунке 36. Варианты задания выбирают по рисунку 37. Чертёж выполняется на листе формата А3. Приступайте к выполнению листа в следующем порядке: определите по своему варианту задание; выберите масштаб, сделайте разметку листа, определите место для трёх проекций; перечертите данные две проекции модели, постройте третью проекцию, выполните необходимые разрезы, нанесите размеры; проверьте правильность выполнения чертежа, уберите лишние линии и обведите чертёж, заполните основную надпись.


.

Рисунок. 37 - К заданию листа 1 -5.

Рисунок. 37 -. Продолжение.
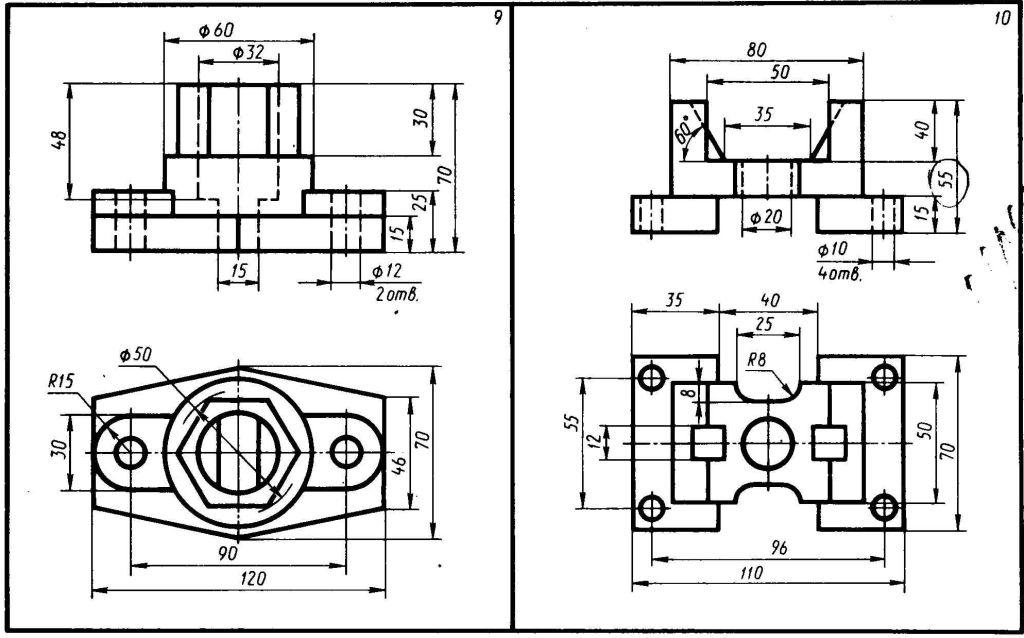
Рисунок. 37 - Продолжение.
Контрольная работа II для специальностей:
190605 «Техническая эксплуатация подъёмно-транспортных, строительных, дорожных машин и оборудования »
190304 «Техническая эксплуатация подвижного состава железных дорог (локомотивы)»
190701 «Организация и управление на транспорте » (контрольная работа 2 сдается как упражнения)
Контрольная работа II выполняется на четырёх листах карандашом. Из них один лист на бумаге в клетку и три листа на чертёжной бумаге (формат А3 и А4). Перечень листов:
Лист II – 1«Спецификация» (формат А4).
Лист II – 2 «Сборочный чертеж. Балансир» (формат А3).
Лист II – 3 «Эскиз детали». (формат А3 или А4).
Лист II – 4 «рабочий чертеж детали». (формат А3).
ЛИСТ II – 1и2
Содержание листа. На листе II – 2 выполняется сборочный чертёж с применением ботового, шпилечного, винтового соединений и листе II – 1 спецификация.
Цель задания: изучить правила выполнения сборочных чертежей, оформления сборочных чертежей и спецификаций; правила выполнений резьбовых соединений.
Методические указания
Перед выполнением листа внимательно изучите темы программы: Изображение и обозначение резьбы. Изображение крепёжных деталей с резьбой по условным соотношениям. Изображение резьбовых соединений.
Порядок выполнения листа
Образец выполнения листа II – 2 показан на рис. 39. Сборочный чертёж выполняется на листе чертёжной бумаге формата А3. Спецификация к сборочному чертежу – листе формата А4. Образец спецификации показан на рис. 38. Размеры для вариантов даны в таблице 6. Сборочный чертёж составляется по чертежам деталей, данных на рис 40, и по образцу листа (см. рис. 39).
Сборка содержит болтовое, шпилечное, винтовое соединения, вычерченные упрощённо (ГОСТ 2.315 – 68*). Упрощения в изображении крепёжных изделий в сборочном чертеже допустимы, так как для выполнения сборочных операций нет необходимости в мелких конструктивных подробностях крепёжных изделий, которые идут на сборку в готовом виде. Болты вычерчивают по ГОСТ 7798 – 70, шпильки по (ГОСТ 22032 – 76*) для всех вариантов; винты (по ГОСТ 14911 – 82) для вариантов 1 – 4; винты (по ГОСТ 17475 – 80*) для вариантов 5 – 7; винты (по ГОСТ 17473 – 80*) для вариантов 8 – 10.
Чертёж следует выполнять, пользуясь, рис. 39 Буквенные обозначения чертежа замените числовыми данными из таблицы 6. Предварительно наметив композицию листа, вычертите тонкими линиями основные детали: корпус, дужку амортизационную, плечо подставки и приступите к изображению резьбовых соединений.
Последовательность вычерчивания болтового соединения. Для своего варианта определите Dб – диаметр отверстий под болт (см. таблицу 6). По найденному размеру наружный диаметр резьбы болта d по условным соотношениям. Величина Dб составляет 1,1 d. Полученный результат сравните с данными таблицы 8 и в случае расхождения округлите размер до ближайшего по значению номинального диаметра резьбы.
Пример: для варианта 11 Dб = 13,2 мм, значит d = 13,2/1,1 = 12 мм. Внутренний диаметр резьбы болта d0 брать по ГОСТ 2.311 – 68* или приближённо по формуле d0 = 0,85 d. Определим длину болта l сложением: a + 2(R2 – R1) + S + H +a' (рис. 39 таблица 6). Для варианта 11 находим a = 50 2(30 – 25) = 10 (таблица 6); H =10 (таблица 11); S = 2,5 (таблица 11); a' = 2 – 3 (таблица 9). По нормам принятым в машиностроении, выход конца болта из гайки выбирается в зависимости от шага резьбы. В свою очередь шаг крупной метрической резьбы определите по таблице 9 в зависимости от d. Таким образом, l = 50 + 10 + 2,5 + 10 + 3 = 75,5. По ГОСТ 7798 – 70 (таблица 7) выбираем по подсчитанному размеру стандартную длину болта l = 80 и длину резьбы l0 = 30 (размер 75,5 округляется до стандартного 80).
Такой болт имеет обозначение М12×80 ГОСТ 7759 – 73*. Выбранный болт изготовлен из материала подгруппы 00 (углеродистая сталь без термообработки) без покрытия (см. ГОСТ 7759 – 70**).

1 – дужка амортизационная; 2 – корпус; 3 – плечо подставки; Dб – диаметр отверстия под винт; Dш – диаметр отверстия под шпильку; C – межцентровое расстояние отверстий под шпильку и винт; h – ширина амортизационной дужки; h1 – ширина плеча подставки; m – ширина паза; l – расстояние от основания корпуса до паза; a – высота корпуса; C1 – межцентровое расстояние под винт и шпильку; с – межцентровое расстояние под болт и шпильку; C2 – расстояние от торца до центра отверстия под болт; f – ширина корпуса; K – высота плеча подставки; b – длина; R2 – R1 – толщина дужки амортизационной; C4 – межосевое расстояние; C3 – расстояние от торца плеча подставки до центра отверстия под винт; n – расстояние от конца дужки амортизационной до центра отверстия под болт.
Рисунок. 40- Детали и буквенные обозначения элементов деталей
Размеры гайки определим по ГОСТ 5.915 – 70* (таблица 11). Обозначение гайки – Гайка М12×4 (ГОСТ 5.915 – 70*). Размеры шайбы по ГОСТ 11371 – 78* (таблица 11). Обозначение шайбы – Шайба 10×2 (ГОСТ 11371 – 78*). Размеры головки болта по ГОСТ 7798 – 70* (таблица 8).
Последовательность вычерчивания по заданному диаметру d. Пользуясь, ГОСТ 22031 – 76* (таблица 12), определите l – длину шпильки, l 0 – длину резьбы под гайку и l 1 – длину ввинчиваемого конца, зависящую от материала детали, в которой выполняется резьбовое отверстие (гнездо). Для деталей, изготовленных из стали, бронзы и других материалов с достаточной пластичностью, l 1 = d, для деталей из ковкого и серого чугуна l 1 = 1,25d. Для деталей из лёгких сплавов l 1 = 2d. По штриховке корпуса для данного чертежа определяем l 1 = 2d.
Для варианта 11 определяем длину шпильки без резьбового ввинчиваемого конца: l = (R2 – R1) + S + H + a', где (R2 – R1) = 5 (рис. 74); S = 2 (таблица 12); H = 8 (таблица 10); a' = 3 (таблица 10). Подставляем числовые величины, определяем l = 5 + 2 + 8 + 3 =18. Подбираем по ГОСТ 22032 – 76* (таблица 1) ближайшие размеры: l = 18, l0 =14, l 1 = 2d; l 1 = 20. Эта шпилька имеет обозначение М10×18 ГОСТ 22032 – 76, где М10 – резьба метрическая с крупным шагом t = 1,5 мм. 18 – длина шпильки (l = 18).
Размеры гайки и шайбы брать из таблицы соответствующих ГОСТов (таблица 10 и 11).
Таблица 6-Соединения резьбовые. Размеры в мм.
|
Ва-ри-анты |
Dб для опр. d |
d1 |
d2 |
a |
b |
c |
c1 |
c2 |
c3 |
c4 |
l |
f |
k |
h |
h1 |
m |
R1 |
R2 |
n |
B1 |
M |
|
1 2 3 4 5 6 7 8 9 10 11 |
11 11 13,2 13,2 15,4 15,4 15,4 17,6 17,7 17,6 13,2 |
10 10 10 12 12 14 12 14 16 14 10 |
8 10 8 10 10 12 14 12 14 16 10 |
44 - 44 - 33 - - 44 - - 50
|
160 - 170 - 180 - - 180 - - 170 |
64 - 64 - 69 - - 69 - - 64 |
50 - 55 - 60 - - 60 - - 55 |
25 - 30 - 30 - - 30 - - 30 |
20 - 20 - 20 - - 20 - - 20 |
45 - 50 - 50 - - 50 - - 50 |
40 - 40 - 40 - - 40 - - 40 |
70 - 70 - 70 - - 70 - - 70 |
10 - 12 - 15 - - 15 - - 16 |
50 - 50 - 50 - - 50 - - 50 |
50 - 50 - 50 - - 50 - - 50 |
42 - 42 - 42 - - 42 - - 42 |
22 - 22 - 22 - - 22 - - 25 |
30 - 30 - 32 - - 32 - - 30 |
40 - 40 - 40 - - 40 - - 40 |
130 - 130 - 130 - - 130 - - 130 |
1:1 - - - - - - - - - - |

Рисунок. 38- Спецификация к сборочному чертежу «Балансир» (см. рис. 72 образец листа II – 1).

Рисунок. 39 -. Образец листа II – 2.
Таблица 7- Болты с шестигранной головкой (нормальной точности) ГОСТ 7798 – 70*.
Определение длины резьбы l 0.
-
Номинальная длина болта l, мм
Номинальные диаметры резьбы d, мм
8
10
12
14
16
45
50
55
60
65
70
75
80
85
90
22
22
22
22
22
22
22
22
22
22
26
26
26
26
26
26
26
26
26
26
30
30
30
30
30
30
30
30
30
30
34
34
34
34
34
34
34
34
34
34
42
42
42
42
42
42
42
42
42
42
Таблица 8- Размеры болта в мм.

-
Номинальные диаметры резьбы d
8
10
12
14
16
Шаг резьбы крупный
мелкий
Размер «под ключ» S
Высота головки H
Диаметр описанной окружности D
Радиус под головкой r
1,25
1
13
5,5
14,2
0,25
1,5
1,25
17
7,0
18,7
0,40
1,75
1,25
19
8,0
20,9
0,60
2
1,5
22
9,0
42,3
0,60
2
1,5
24
10
26,5
0,60
Таблица 9- Выход конца болта из гайки по нормам, принятым в машиностроении. Размеры в мм.
|
Шаг резьбы |
0,02 – 0,4 |
0,45 – 0,6 |
0,7 – 0,8 |
1, 1,25 |
1,5, 1,75 |
2, 2,5 |
3, 3,5 |
4, 4,5 |
5 – 6 |
|
Выход конца винта a |
0,4 – 1 |
0,5 – 1,5 |
1 – 2 |
1,5 – 2,5 |
2 – 3 |
3,5 – 4 |
3 – 5
|
4 – 7 |
6 – 10 |
Таблица 10- Гайки шестигранные (нормальной точности) по ГОСТ 5915 – 70.
Размеры в мм.

|
Номинальный диаметр резьбы d |
6 |
8 |
10 |
12 |
(14) |
16 |
(18) |
20 |
(22) |
24 |
(27) |
30 |
36 |
48 |
|
Шаг резьбы крупный мелкий Размер «под ключ» S Диаметр описанной окружности D, не менее Высота H номинальная
|
1 0,75
10
10,9
4 |
1,25 1
13
14,2
5 |
1,5 1,25
17
18,7
8 |
1,75 1,25
19
20,9
10 |
2 1,5
22
24,3
11 |
2 1,5
24
26,6
13 |
2,5 1,5
27
29,9
15 |
2,5 1,5
30
33,3
16 |
2,5 1,5
32
35,0
18 |
3 2
36
39,6
19 |
3 2
41
45,2
22 |
3,5 2
46
50,9
24 |
4 3
55
60,8
29 |
5 3
75
83,4
38 |
Примечание. Гайки с размерами заключёнными в скобки, применять не рекомендуется.
Таблица 11- Шайбы по ГОСТ 11371 – 78 и шайбы, увеличенные по ГОСТ 6958 – 78

|
Обозначение |
Диаметр стержня крепёжной детали |
6 |
8 |
10 |
12 |
14 |
16 |
|
d
D
S
c |
Шайбы по ГОСТ 11371 – 78 Шайбы увеличенные по ГОСТ 6958 – 78 Шайбы по ГОСТ 11371 – 78 Шайбы увеличенные по ГОСТ 6958 – 78 Шайбы по ГОСТ 11371 – 78 Шайбы увеличенные по ГОСТ 6958 – 78 Высота фаски по ГОСТ 11371 – 78 Высота фаски по ГОСТ 6958 – 78
|
6,4
6,4
12,5
18
1,6
1,6
-
0,4 |
8,4
8,4
17
24
1,6
2,0
-
0,5 |
10,5
10,5
21
30
2,0
2,5
-
0,6 |
13
13
24
36
2,5
3,0
-
0,8 |
15
15
28
42
2,5
3
-
0,8 |
17
17
30
48
3
4,0
-
1,0 |
Примечание. Пример условного обозначения – шайба, исполнение 1 диаметром 12 мм, из материала подгруппы 00 покрытием по группе 5 ГОСТ 1759 – 70, условленной толщины. Шайбы 12 – 005 ГОСТ 11371 – 78.
Таблица 12- Шпильки ГОСТ 22032 – 76

|
Длина шпильки Ɩ (без резьбового ввинчиваемого конца Ɩ), мм |
Номинальный диаметр резьбы d, мм |
|||||
|
6 |
8 |
10 |
12 |
14 |
16 |
|
|
10 12 14 16 18 20 22 24 26 28 30 32 35 38 40 42 45 48 50 55 |
Длина резьбового конца Ɩ0 без сбега резьбы, мм |
|||||
|
- - - 12 14 16 16 18 18 16 16 18 18 16 18 18 18 18 18 18 |
- - - 12 14 16 16 18 20 22 22 22 22 22 22 22 22 22 22 22 |
- - - 12 14 16 16 18 20 22 24 26 26 26 26 26 26 26 26 26
|
- - - - - - - 18 20 22 24 26 28 30 30 30 30 30 30 30
|
- - - - - - - 18 20 22 24 26 28 30 32 34 34 34 34 34 |
- - - - - - - 18 20 22 24 26 28 30 32 34 34 34 34 34 |
|
Примечание. Длина l 1 ввинчиваемого резьбового конца l 1 = d для резьбовых отверстий в стальных, бронзовых и латунных деталях с достаточной пластичностью; l 1 = 1,25d для резьбовых отверстий в деталях из ковкого и серого чугуна; l 1 = 2d для резьбовых отверстий в деталях из мягких сплавов.
Таблица 13- Винты с потайной головкой ГОСТ 17475 – 80

|
Обозначение |
Размеры, мм |
||||||
|
d D H b h r |
4 7,4 2 1,0 1,1 0,35
|
6 11,0 3 1,6 1,5 0,6 |
8 14,5 4 2 2,0 1,1 |
10 16 6,0 2,5 3 1,1 |
12 21,5 5,5 3 2,5 1,6 |
14 25 6,5 3 3 1,6 |
16 23,5 7 4 3,5 1,6 |
Таблица 14- Определение длины резьбы винта. Размеры в мм.
Винты с потайной головкой (ГОСТ 17475 – 80)
|
Номинальный диаметр резьбы d |
Длина винта l |
Длина резьбы l 0 |
|
4 6 8 10 12 14 16 |
От 7 до 70 » 8 » 70 » 12 » 70 » 20 » 70 » 22 » 85 » 25 » 90 » 30 » 95 |
С 20 по 70 = 14 » 25 » 70 = 18 » 32 » 70 = 22 » 38 » 85 = 26 » 42 » 85 = 30 » 48 » 90 = 34 » 55 » 95 = 38 |
Таблица 14- Определение длины резьбы винта. Размеры в мм.
Винты с цилиндрической головкой (ГОСТ 1491 – 80)
|
Номинальный диаметр резьбы d |
Длина винта l |
Длина резьбы l 0 |
|
4 6 8 10 12 14 16 |
От 4 до 70 » 6 » 70 » 12 » 70 » 18 » 70 » 22 » 85 » 25 » 90 » 30 » 90 |
С 18 по 70 = 14 » 22 » 70 = 18 » 28 » 70 = 22 » 32 » 70 = 26 » 35 » 85 = 30 » 40 » 90 = 34 » 45 » 95 = 38 |
Таблица 14- Определение длины резьбы винта. Размеры в мм.
Винты с полукруглой головкой (ГОСТ 17473 – 80)
|
Номинальный диаметр резьбы d |
Длина винта l |
Длина резьбы l 0 |
|
4 6 8 10 12 14 16 |
От 4 до 70 » 7 » 70 » 12 » 70 » 18 » 70 » 22 » 85 » 25 » 90 » 30 » 95 |
С 18 по 70 = 14 » 22 » 70 = 18 » 28 » 70 = 22 » 32 » 70 = 26 » 35 » 85 = 30 » 40 » 90 = 34 » 45 » 95 = 38 |
Таблица 15-. Винты с цилиндрической головкой (ГОСТ 1491 – 80)

|
Обозначение |
Размеры, мм |
||||||
|
d D H b h r |
4 7,0 2,8 1,0 1,4 0,35
|
6 10 4 1,6 2 0,6 |
8 13 5,0 2 2,5 1,1 |
10 16 6,0 2,5 3 1,1 |
12 18,0 7,0 3,0 3,5 1,6 |
14 21 8,0 3,0 3,5 1,6 |
16 24 9,0 4,0 4,0 1,6 |
Таблица 16- Винты с полукруглой головкой (нормальной точности).
Конструкция и размеры ГОСТ 17473 – 80

|
Обозначение |
Размеры, мм |
||||||
|
d D H b h r Радиус сферы головки: r1 r2
|
4 7 2,8 1,0 1,8 0,35
6,4 3,2
|
6 10 4,2 1,6 2,5 0,6
9,6 4,8 |
8 13 5,6 2 3,5 1,1
12,8 6,4 |
10 16 7 2,5 4 1,1
16 8 |
12 18 8 3 4,2 1,6
19 9,5 |
14 21 9,5 3 4,5 1,6
25 11 |
16 24 11 4 5 1,6
25 13 |
Таблица 17- Места под потайные головки винтов. ГОСТ 12876 – 67 Размеры в мм.

|
|
d |
d1 |
D |
|||||||
|---|---|---|---|---|---|---|---|---|---|---|
|
|
4 6 8 10 12 14 16 |
4,5 6,6 9 12 13 15,0 17
|
8,3 12,3 16,5 20 24 28 31 |
|||||||
|
|
|
|
|
|
||||||
|
|
|
|
|
|||||||
|
d |
d1 |
D |
H |
|
4 6 8 10 12 14 16 |
4,5 6,6 9 11,0 13 15,0 17 |
8,3 12,3 15 20 20 28 28
|
2,8 4 5 6 7 8 9 |

Размеры граф спецификации.

1 – наименование изделия, сборочной единицы; 2 – обозначение документа (номера граф 3, 5, 6 отсутствуют); 4 – литература, присваиваемая данному чертежу (У – учебный чертёж); 7 – порядковый номер листа (на документах, состоящих из одного листа, не заполняется); 8 – общее количество листов документа; 9 – наименование учебного документа, выпускающего данный документ, шифр заочника и номер его учебной группы; 10 – характер работы, выполняемой лицом, подписывающим документ; 11 – фамилии лиц, подписывающих документ; 12 – подписи лиц, фамилии которых указаны в графе 11; 13 – дата подписи документа.
Рисунок 41-. Основная надпись спецификации (1-й лист)
Последовательность вычерчивания винтового соединения. По заданному диаметру d (в таблице 7 – d2) подсчитать длину винта l Для винта, изготовленного по ГОСТ 17475 – 80* (таблица 14), l = K + 2d. Подставляя числовые данные для варианта 11, получим l = 16 + 20 = 36. Сравнив полученный результат с данными таблицы 15, принимаем l = 35 мм, l 0 = 26 мм.
Такой винт обозначается М10×35 ГОСТ 17475 – 80*. На сборочном чертеже изображение крепёжных деталей выполняется упрощённо .
Шлиц под отвёртку изображают на одном виде вдоль оси винта, на другом – под углом 45° против положения, показанного в первом виде. Шлиц обводится сплошной утолщённой линией. Размеры раззенковки под винты с цилиндрической и потайной головками см. в таблице 16 – 18.
Выполнив резьбовые соединения, заштрихуйте сечения, обведите чертёж основной сплошной линией.
Оформите сборочный чертёж по образцу листа II – 2 (см. рисунок 39). Проставьте размеры: габаритные, установочные, присоединительные, т. е. размеры, необходимые для сборки и установки изделия. Размеры, проставленные как справочные, которые стоят на рабочих чертежах деталей, отмечают справа вверху звёздочкой, а под основной надписью пишут «Размеры для справок». Проставьте номера позиций деталей, которые указывают на полках линий-выносок, проводимых от видимых изображений деталей. На сборочном чертеже детали нумеруются в соответствии с номерами позиций, указанными в спецификации этой сборочной единицы. Номера позиций располагают параллельно основной надписи чертежа и группируют в строчку или колонку по возможности на одной линии (в вертикальном или горизонтальном направлении). Номера позиций деталей наносят более крупным шрифтом, на один - два размера больше, чем принятый для размерных чисел на чертеже. Полки наносят сплошной тонкой линией. Линии-выноски не должны пересекаться между собой, не должны быть параллельны линиям штриховки (если выноска проходит по заштрихованному полю). Одним концом линия-выноска находит на изображение детали и заканчивается точкой. Затем следует заполнить основную надпись (см. рисунок 1).
В верхнем левом углу чертежа дать прямоугольник 70×14 и указать в нём обозначение чертежа в перевёрнутом виде.
Выполните спецификацию по ГОСТ 2.108 – 68*. Спецификация – документ, определяющий состав сборочной единицы, комплекса или комплекта. Спецификация является обязательным, основным документом. Её составляют на отдельных листах формата 297×210 (А4).
В графе «Наименование» указывают наименование каждого раздела в следующем порядке: «Документация»; «Комплексы»; «Сборочные единицы»; «Детали»; «Стандартные изделия»; «Прочие изделия»; «Материалы»; «Комплекты». Наличие тех или иных разделов определяется составом специфицируемого изделия. Наименование каждого раздела указывают в виде заголовка и подчёркивают тонкой линией. Под заголовком и над ним пропускают строчку. В разделе «Стандартные изделия» стандартные изделия записывают в порядке алфавита. В случае, когда изделий одного наименования несколько, и они изготовлены по разным стандартам, запись ведётся в порядке возрастания номеров стандартов. Для первого (титульного) листа спецификации основная надпись выполняется по
ГОСТ 2.104 – 68* (форма 2), для последующих листов – по ГОСТ 2.104 – 68* (форма 2а).
ЛИСТ II – 3
Содержание листа. На листе II – 3 выполняется эскиз детали средней сложности.
Цель задания: изучить правила и приёмы составления эскизов, развивать навыки чтения чертежа, практически применять правила выполнения разрезов, нанесения размеров, знаков шероховатости поверхности, обозначений материалов, изображения и обозначения резьбы.