

Зенкерование
Зенкерованием называется процесс обработки отверстий, полученных литьём, штамповкой или механической обработкой с целью повышения точности и снижения шероховатости. Зенкерование происходит при использовании рабочего инструмента – зенкера. Этот инструмент имеет от трёх до шести лезвий. Как и у сверла, рабочая часть зенкера включает в себя режущую и калибрующую части. Глубина резания рассчитывается так же как при рассверливании (полуразность диаметров зенкера и обрабатываемого отверстия). Зенкер имеет те же углы, что сверло, за исключением угла наклона поперечной кромки: у зенкера она отсутствует. Зенкер прочнее сверла. При обработке отверстий по 13-11 квалитету зенкерование может быть окончательной операцией. Зенкерованием обрабатывают цилиндрические углубления (под головки винтов, гнёзд, под клапаны и др.), торцевые и другие поверхности. Данный метод считается производительным: Он повышает точность предварительно обработанных отверстий, частично исправляет искривление оси после сверления. Для повышения точности обработки используют приспособления с кондукторными втулками. Зенкерованием обрабатывают сквозные и глухие отверстия. На практике, кроме зенкерования применяют цекование. Рабочий инструмент – цековка. К цекованию прибегают, когда необходимо получить, пазы, например для уплотнителей.
Развёртывание
Развёртыванием обрабатывают отверстия диаметром от 3х до 120 мм. Благодаря чистовому развёртыванию получают шероховатость поверхности, характерную для 7го квалитета. Рабочий инструмент – развёртка. Развёртки рассчитаны на снятие малого припуска. Они отличаются от зенкеров большим числом (6-14) зубьев. Для получения отверстий повышенной точности, а также при обработке отверстий с продольными пазами применяют винтовые развёртки.
Р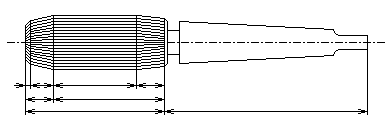

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() азличают
рабочую часть развёртки (I)
и хвостовик (II) с лапкой
для выбивания. У развёрток малого
диаметра хвостовик цилиндрический,
развёртки большого диаметра выполняются
с коническим хвостовиком. Рабочая часть
развёртки делится на режущую (А) и
калибрующую (В) части. Внутри режущей
части различают заходной конус (1) и
режущий конус (2). Калибрующая часть
состоит из цилиндрической калибрующей
части (3) и калибрующей части с обратной
конусностью (4). Разность диаметров этой
конусности составляет от 0,03 до 0,05 мм.
Обратная конусность выполняется для
уменьшения трения и предотвращения
увеличения диаметра обрабатываемого
отверстия за счёт биения развёртки. Это
увеличение может составлять от 0,005до
0,08мм. Для уменьшения разбивки отверстия
применяют плавающие патроны (оправки),
позволяющие компенсировать отклонение
оси развёртки от оси шпинделя.
азличают
рабочую часть развёртки (I)
и хвостовик (II) с лапкой
для выбивания. У развёрток малого
диаметра хвостовик цилиндрический,
развёртки большого диаметра выполняются
с коническим хвостовиком. Рабочая часть
развёртки делится на режущую (А) и
калибрующую (В) части. Внутри режущей
части различают заходной конус (1) и
режущий конус (2). Калибрующая часть
состоит из цилиндрической калибрующей
части (3) и калибрующей части с обратной
конусностью (4). Разность диаметров этой
конусности составляет от 0,03 до 0,05 мм.
Обратная конусность выполняется для
уменьшения трения и предотвращения
увеличения диаметра обрабатываемого
отверстия за счёт биения развёртки. Это
увеличение может составлять от 0,005до
0,08мм. Для уменьшения разбивки отверстия
применяют плавающие патроны (оправки),
позволяющие компенсировать отклонение
оси развёртки от оси шпинделя.
П![]()
![]() ередний
угол развёртки близок к нулю. На режущих
зубьях задний угол порядка десяти
градусов, зубья калибрующей части имеют
прошлифованную площадку и задний угол
на них равен нулю.
ередний
угол развёртки близок к нулю. На режущих
зубьях задний угол порядка десяти
градусов, зубья калибрующей части имеют
прошлифованную площадку и задний угол
на них равен нулю.
В зависимости от заданной точности обрабатываемого отверстия применяют следующие схемы обработки:
|
Квалитет |
Шероховатость Ra, мкм |
Схема обработки |
|
12 |
4020 |
Сверление |
|
11 |
2010 |
Сверление, зенкерование |
|
10 |
105 |
Сверление, развёртывание черновое |
|
9 |
52,5 |
Сверление, развёртывание получистовое |
|
8 |
2,51,25 |
Сверление, зенкерование, развёртывание |
|
7 |
1,250,63 |
Сверление, развёртывание черновое и чистовое |