

Часть 2
Структура технологической операции может быть разделена на следующие основные структурные составляющие:
-
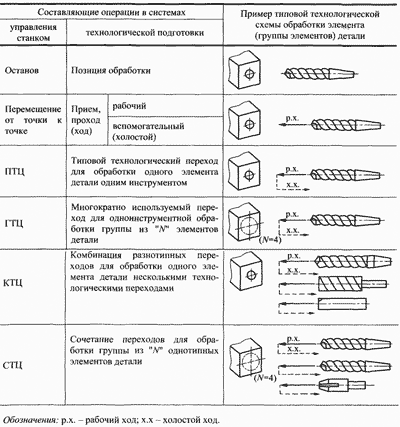
простой технологический цикл (ПТЦ) - структурная составляющая технологической операции на уровне типового технологического перехода для обработки одного конструктивного элемента детали с заданными технологическими требованиями одним инструментом с помощью определенных технологических приемов-подциклов;
-
групповой технологических цикл (ГГЦ) - структурная составляющая технологической операции на уровне многократно используемого одноинструментного перехода ПТЦ для групповой обработки определенного числа одинаковых конструктивных элементов детали;
-
комбинированный технологический цикл (КТЦ) - структурная составляющая технологической операции на уровне последовательности (цепочки) нескольких разнотипных одноинструментных переходов ПТЦ, используемых для комплексной обработки одного конструктивного элемента детали;
-
сложный технологический цикл (СТЦ) - структурная составляющая технологической операции на уровне многократно используемой последовательности (цепочки) разнотипных одноинструментных переходов ПТЦ, используемых для комплексной групповой обработки определенного количества одинаковых конструктивных элементов детали.
Модель структуры технологической операции состоит из четырех подсистем, расположенных в порядке их иерархической зависимости.
Эти подсистемы могут быть объединены в две крупные системы:
-
система укрупненных структурных элементов технологической операции. Из различных сочетаний компонентов этой системы может быть набрана технологическая операция;
-
система мелких структурных составляющих технологической операции, различными сочетаниями компонентов которой могут быть набраны ПТЦ.
В иерархической цепи приведенной модели структурные элементы, соответствующие ПТЦ, занимают центральное место на том уровне, при котором появляется возможность комплексного укрупненного решения автоматизированного проектирования технологической операции. С другой стороны, эти же ПТЦ могут быть получены как сочетания технологических приемов (подциклов), реализующих определенные алгоритмы и последовательности команд системы ЧПУ для проведения необходимой обработки. Таким образом, КТЦ, ГТЦ и СТЦ являются производными технологическими циклами.
В основе ПТЦ лежит одноинструментная обработка конструктивно-технологических элементов корпусных деталей. КТЦ представляет собой комбинацию (цепочку) ряда ПТЦ, совокупность которых качественно изменяет состояние элемента детали, которое соответствует техническим требованиям, но не может быть обеспечено.
Такая структура операции позволяет построить технологический процесс по иерархическому блочно-модульному принципу с высоким уровнем автоматизации разработки операционного процесса.
Часть 3
Другим важным условием автоматизации разработки операционного процесса является создание типовых технологических решений, что позволяет выполнить разнообразные технологические требования при использовании ограниченного числа типовых сочетаний по точности и шероховатости поверхности.
Понятие точности включает в себя размерную точность детали, точность ее геометрической формы, расположения, а также требования к структуре поверхностного слоя (шероховатость поверхности).
Анализ опыта обработки резанием показывает, что существует взаимосвязь между допуском на размер и шероховатостью - шероховатость уменьшается при достижении более высокого класса точности обработанной поверхности. Поэтому для каждого допуска на размер (форму) можно установить пределы допускаемых значений шероховатости.
Накладывая наибольшие допускаемые значения шероховатости на область различных квалитетов допусков на размеры, получают варианты сочетаний параметров точности и шероховатости обработки. Полученные варианты сочетаний допуска на размер и шероховатости обработки используются для конструктивно-технологической классификации элементов корпусных деталей и выбора номенклатуры технологических циклов обработки.
Благодаря унификации типовых структурных элементов технологического процесса, которые в различной комбинации могут составлять практически любой (до 95 %) технологический процесс, и классификации элементов общемашиностроительных корпусных деталей, появляется возможность автоматизировать систему подготовки управляющих программ (СПУП).
Элементы классифицированы по конструктивно-технологическому принципу, заключающемуся в том, что все многообразие конструкций деталей представляется как конечное число типовых конструктивных элементов - цилиндра, плоскости, паза, отверстия и т.д.
Каждый элемент классификации, т.е. каждая поверхность детали, определяется тремя параметрами - видом, группой и типом.
Основные виды поверхностей: плоскости, контуры, уступы, пазы, отверстия и резьбы - представлены на рисунках ниже.
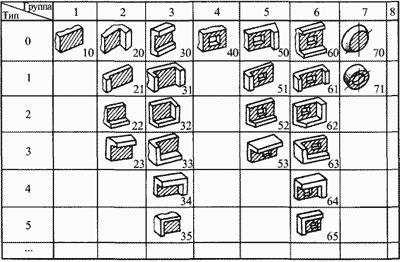
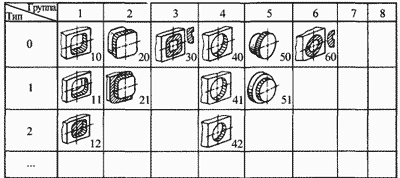
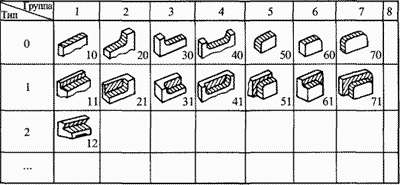
Поверхности каждого вида подразделяются на группы в зависимости от наличия отверстий и уступов:
0 - открытые;
1 - ограниченные с одной стороны;
2 - ограниченные с двух сторон;
3 - замкнутые;
4 - замкнутые и ограниченные с одной стороны;
5 - замкнутые и ограниченные с двух сторон и т.д.
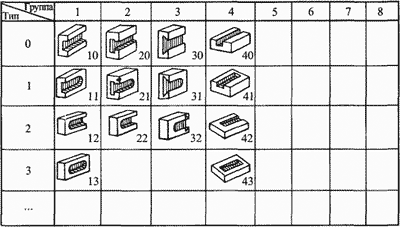
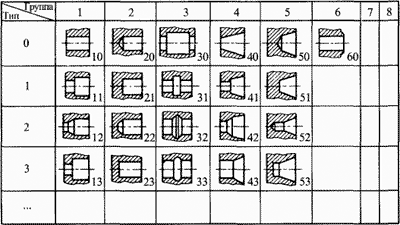
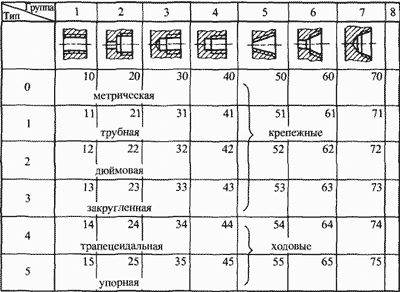
Поверхности каждой группы подразделяются на типы в зависимости от ограничения движения инструмента - справа или слева, сверху или снизу, с выходом или без выхода и др.
Каждая элементарная поверхность характеризуется геометрическими параметрами, например, для открытой плоскости это - длина, ширина и расположение точки начала отсчета координат.