

4.2. Структура компонентов реализации логической задачи управления
Общая структура компонентов реализации логической задачи управления построена по иерархическому принципу: функциональные группы дискретных механизмов, ортогональные группы циклов автоматики для каждой функциональной группы, операции каждого отдельного цикла автоматики.
Рассмотрим функциональную группу дискретных механизмов автоматической смены инструмента (рис. 4.1). Автоматическая смена осуществляется в рамках двух независимых циклов: цикл поиска нужного инструмента в магазине(вызываемого по имени, состоящего из адреса Т и кода разыскиваемого инструмента) и цикла смены инструмента (вызываемого по имени М06). Цикл поиска нового инструмента совмещают с обработкой предыдущим инструментом.
Цикл М06 организовал следующим образом. В исходном положении схваты 1 и 8 автооператора 12 находятся на небольшом расстоянии соответственно от магазина 13 и шпинделя 14. По команде М06 на смену инструмента оба схвата одновременно подаются с помощью гидроцилиндров 2 и 9 к инструментальным оправкам и захватывают их (в каждом схвате есть рычаг-защелка). Затем рычаги с гидроцилиндрами 11 поворачиваются вокруг вертикальных осей 3 и 10, извлекая оправки с инструментами из магазина и шпинделя. Для смены инструментов корпус 4 автооператора поворачивается на 1800 с помощью зубчатого колеса 6 и реек, связанных с гидроцилиндрами 5 и 7. После этого рычаги схватов, поворачиваясь вокруг своих осей, вводят инструмента в магазин и шпиндель.

Рис. 4.1
4.3. Задача минимизации времени поиска инструмента
Инструментальные
магазины оснащают обычно реверсивными
приводами и поиск инструмента ведут по
кратчайшему пути. На рис. 4.2 показана
обобщенная схема магазина, представляющая
собой круг c
разбивкой на заданное число позиций N,
соответствующее числу гнезд в магазине
(на схеме N=24).
Рабочая позиция, в которой выполняется
смена, обозначена меткой. Вращение по
часовой стрелке выгоднее, если
![]()
![]()
![]()
г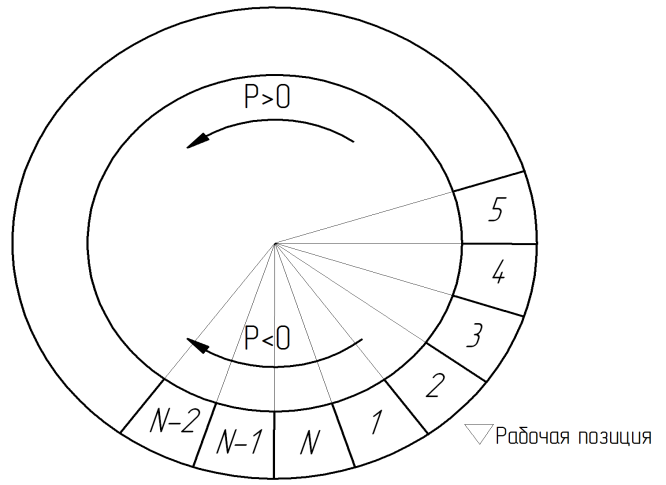 де
де![]() – номер
гнезда магазина, поиск которого задан
именем цикла с ад-
– номер
гнезда магазина, поиск которого задан
именем цикла с ад-
|
Рис. 4.2 |
|
Р |
 ис.
4.3
ис.
4.34.4.Традиционное описание цикла автоматики
На
рис.4.4 приведено описание в виде
блок-схемы цикла поиска заданной позиции
револьверной головки токарно-револьверного
станка с ЧПУ. По команде с адресом Т
на смену инструмента инициируется
автоматический цикл, начинающийся с
анализа кода Д фактической рабочей
позиции револьверной головки,
индикатируемого кодовым датчиком.
Если этот код совпадает с кодом З
позиции, в которой находится вызываемый
инструмент, заданный в управляющей
программе ЧПУ, то выполнение команды
подтверждается. В противном случае с
помощью электромагнита ЭМ1 производится
разжим револьверной головки, подтверждаемый
микропереключателем МП. Далее вызывается
вычислительная процедура, определяющая
направление вращения головки к заданной
позиции. По результатам вычисления
рассогласования включается соответственно
магнитный пускатель (реле) ЭМ2 (вращение
ПРЧС) или ЭМ3 (вращение ПОЧС) и начинается
вращение револьверной головки и датчика
в режиме поиска заданной в управляющ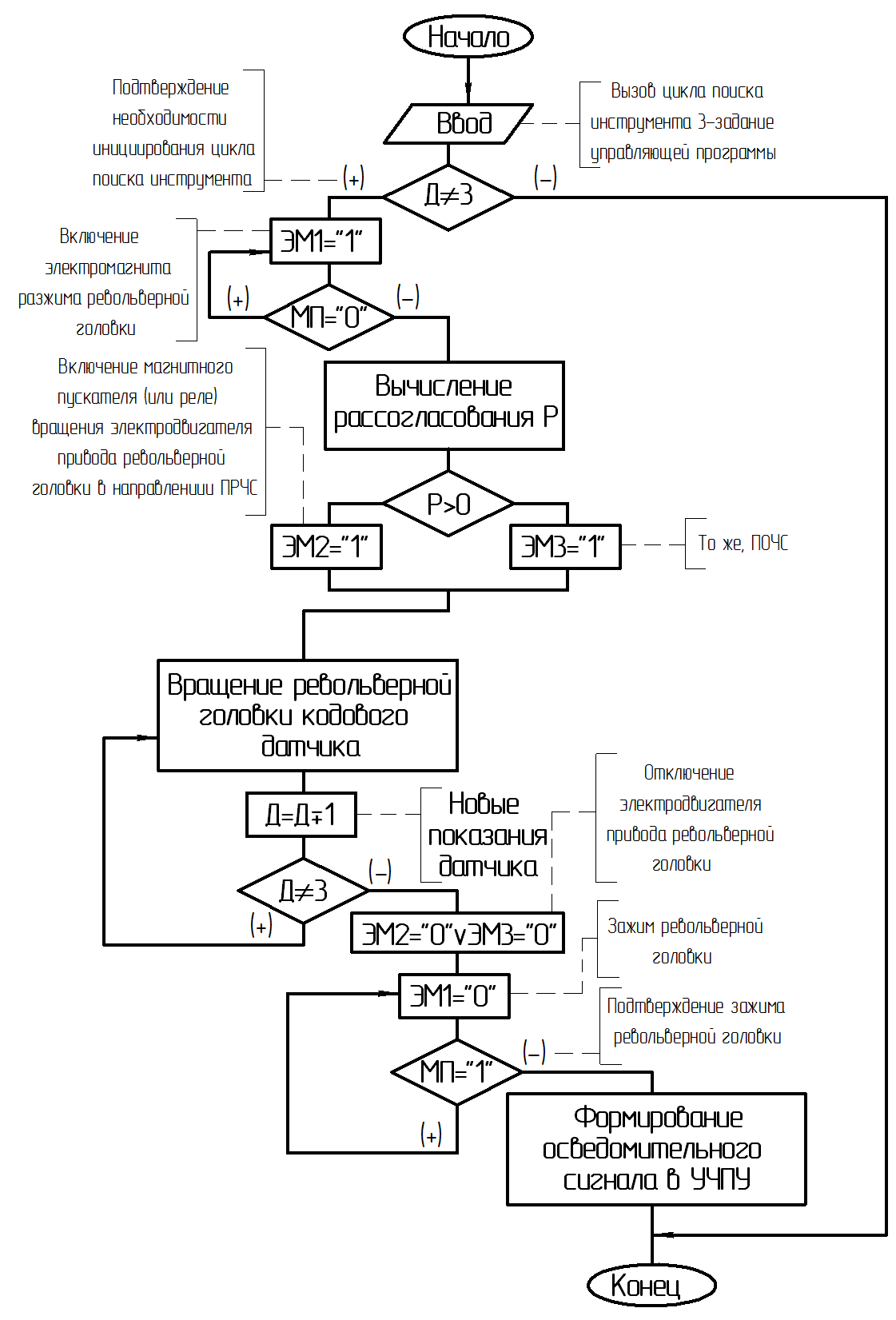 ей
программе позиции инструмента. Совпадение
кодов Д и З означает,
ей
программе позиции инструмента. Совпадение
кодов Д и З означает,
Рис.4.4
что в рабочей позиции находится заданный инструмент. При этом отключается магнитный пускатель (реле) ЭМ2 или ЭМ3 (в зависимости от направления вращения), а затем выключается электромагнит ЭМ1 и происходит зажим револьверной головки, подтверждаемый микропереключателем МП.
|
Р
|
 ис.
4.5
ис.
4.5|
Рис.4.6 |
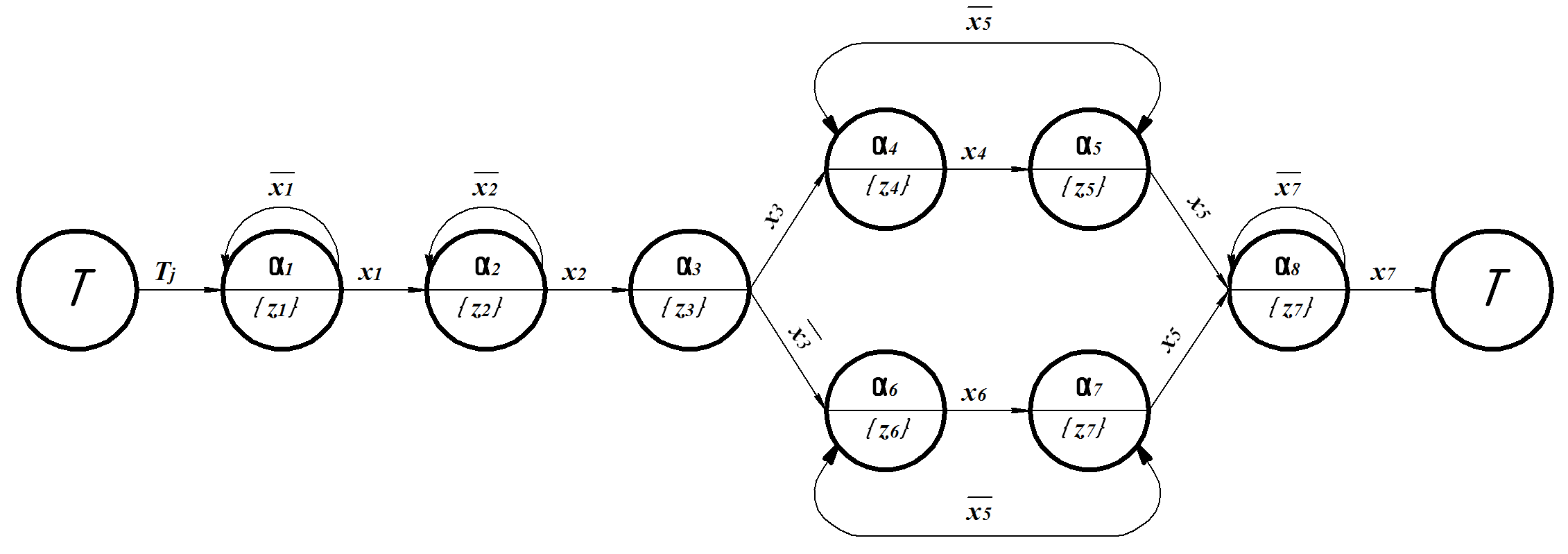 аглядное
и формализованное описание автоматического
режима может производиться методом
граф. Граф образуется сцеплением вершин,
образованных его базовыми элементами
(рис. 4.5). В базовом элементе графа
приняты следующие обозначения:xi
- условие входа в операцию (процедуру),
xj
- условие благоприятного завершения
операции или формирование признака
выхода из процедуры, xj
-
отсутствие условий, необходимых для
завершения операции или выхода из
процедуры,
аглядное
и формализованное описание автоматического
режима может производиться методом
граф. Граф образуется сцеплением вершин,
образованных его базовыми элементами
(рис. 4.5). В базовом элементе графа
приняты следующие обозначения:xi
- условие входа в операцию (процедуру),
xj
- условие благоприятного завершения
операции или формирование признака
выхода из процедуры, xj
-
отсутствие условий, необходимых для
завершения операции или выхода из
процедуры, Граф описания цикла автоматической смены инструмента показан на рис.4.6. Граф получен сцеплением вершин, начальной вершине графа приписано состояние Т, что означает возможность инициирования из этого состояния цикла с адресом Т. По мере последовательных переходов от вершины к вершине достигается вершина, завершающая цикл. Конечная вершина графа также обозначена Т, что свидетельствует о полном завершении автоматического цикла, заданного с адресом Т. Принятые в графе обозначения раскрыты в табл. 4.2.
Таблица 4.2
|
Операция или процедура |
Завершение операции или выход из процедуры | ||
|
Описание |
Обозначение |
Описание |
Обозначение |
|
Анализ возможности инициирования автоматического цикла |
{z1 } |
Отсутствие блокирующих признаков, разрешение инициирования цикла |
|
|
Разжим револьверной головки (осуществляется при включении ЭМ1)* |
{z2} |
Срабатывание микропереключателя ( МП нажат) |
|
|
Определение направления вращения револьверной головки |
{z3} |
Формирование признака направления вращения |
|
|
Вращение по часовой стрелке (при включении ЭМ3)* |
{z4} |
Формирование датчиком нового значения кода позиции револьверной головки |
|
|
Вращение против часовой стрелки (при включении ЭМ2)* |
{z6} | ||
|
Определение совпадения кодов заданной и фактической позиций |
{z5} |
Формирование признака совпадение кодов |
|
|
Выключение вращения (ЭМ2 или ЭМ3), зажим револьверной головки |
{z7} |
Срабатывание микропереключателя (МП разжат) |
|
|
* Признак операции. | |||