

6.3. Структура диалога
Оптимальным режимом работы оператора с системой управления является диалог. Диалог имеет следующую структуру:
- выдача (системой управления) очередного сообщения оператору через экран дисплея;
- ожидание (системой управления) ввода директивы оператора;
- ввод (оператором) директивы через клавиатуру панели;
- вызов (системой управления) соответствующей подпрограммы обработки директивы оператора;
- переход к началу.
Отсюда следует два определения. Сообщение – это та часть системной реакции, которая, во-первых, отображается на экране и, во-вторых, явно приглашает оператора к дальнейшей работе. Директива – это минимальная совокупность действий оператора (через клавиатуру панели), которая вызывает смену сообщения.
Диалог вовлекает оператора в сложный иерархический процесс принятия решений. При этом система управления поддерживает функцию выбора решений с привлечением техники меню. Меню предлагает варианты развития диалога, варианты ответов на вопрос, перечень виртуальных клавиш. Виртуальными клавишами называют такие, имена которых переменны, а их текущее значение динамически отображаются на экране дисплея.
6.5. Виды клавиатур устройств чпу
При построении панели оператора и организации ввода директив можно воспользоваться универсальной клавиатурой ввода-вывода терминалов ЭВМ, специальной жестко поименованной клавиатурой ЧПУ, виртуальной клавиатурой. Конечно, возможны и смешанные варианты.
Один из смешанных вариантов, в котором использованы специальная клавиатура ЧПУ и виртуальная клавиатура, показан на рис. . Применение виртуальной клавиатуры позволяет резко сократить число требуемых специальных клавишей. Среди специальных клавишей особую роль играют режимные, которые настраивают систему управления на род работы. В устройстве ЧПУ (рис. 6.3) предполагается шесть режимов.
В режиме «СТАНОК» осуществляется подготовительные операции типа толчковых (немерных) перемещений исполнительных органов станка, мерные перемещения на установленное число дискрет, производят обнуление буферов достигнутых позиций.
В режиме «РУЧНОЙ ВВОД» выполняют отдельные команды управляющей программы или отдельные независимые кадры управляющей программы без сохранения команд и кадров в памяти устройства ЧПУ.
В режиме «ПАМЯТЬ ПРОГРАММ» вводят в память с клавиатуры и любых носителей управляющей программы ЧПУ, редактируют управляющие программы и выводят их на внешние носители.
В режиме «КОРРЕКЦИЯ» работает с таблицами, сохраняемыми в памяти устройства ЧПУ: вводят и редактируют таблицы коррекции инструмента и др.
В режиме «ОБРАБОТКА» воспроизводится автоматический цикл обработки детали в соответствии с активизированной управляющей программой ЧПУ.
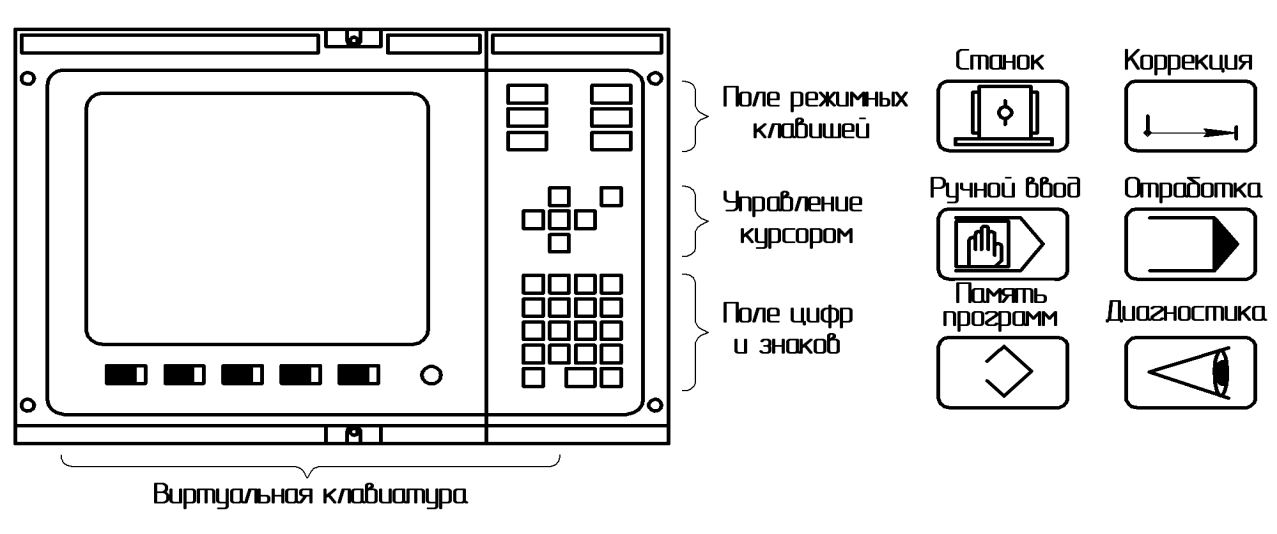
Рис. 6.3
В режиме «ДИАГНОСТИКА» устанавливают работоспособности системы ЧПУ в целом и любых отдельных её подсистем.
Мнемонические обозначения режимов, представленные на рис. 6.3, достаточно распространены, хотя и не узаконены.
6.6. Виды диалога
Существуют четыре варианта диалога оператора с устройством ЧПУ: управление процессом и объектом, системная работа, автоматизированное проектирование управляющих программ, редактирование управляющих программ.
Диалог управления процессом и объектом протекает непосредственно в ходе обработки детали (ручной или автоматической). Речь идёт о приглашениях со стороны системы управления выбрать режим (например, из числа предлагаемых на экране), выбрать команду на перемещение в ручном режиме (например, путем указания альтернативных адресов) и. т. д.
Под диалоговой системной работой понимают манипулирование различными наборами констант, параметров настройки, корректоров; архивную работу с внешними носителями; вход в информационный обмен с ЭВМ верхнего ранга. Некоторые пояснения требуют упомянутые здесь (и несколько ранее в связи с дисплейными функциями) параметры настройки.
Дело в том, что устройство ЧПУ способно в определенной степени адаптироваться к объекту (станку) и потребителю. Для обеспечения адаптации выделяют специальные области памяти, закрепляемые за константами системы управления и станочными параметрами (далее и то, и другое называется параметрами настройки), которые служат для введения коррекций или компенсаций; уточнения или ограничения (функций ЧПУ, языка управляющих программ); контроля, визуализации, диагностики и оптимизации связи устройства ЧПУ со станком. Параметры настройки объединяются в следующие однородные группы:
- признаки, определяющие начальное состояние памяти (например, коды G-функций, действующих по умолчанию);
- признаки, уточняющие структуру отдельных стандартных циклов;
- признаки, блокирующие отдельные функции клавиатуры панели оператора, уточняющие функции клавиатуры и реакцию системы управления на клавишные команды;
- признаки, управляющие объёмом и составом вводимой на дисплее информации;
- протоколы информационного обмена с периферией, внешними устройствами, объектом;
- значения корректирующих и компенсирующих сигналов и смещений, указания и знак коррекций;
- параметры настройки следящих приводов подачи;
- параметры согласования с приводом главного движения, параметры настройки привода;
- признаки, определяющие цену дискреты, диапазон измерения, размерность, масштаб, границы рабочей зоны, наличие базовых точек и смещений;
- признаки настройки конфигурации системы ЧПУ.
Диалог автоматизированного проектирования управляющих программ предполагает использование языка более высокого уровня, чем код ISO-7bit. Процедура ввода данных, необходимых для построения управляющей программы, базируется на одном из вариантов систем автоматизированного проектирования: цикловая система, инструментальная система.
Цикловая система автоматизированного проектирования использует такую идею: управляющую программу обработки детали можно составить из стандартных технологических решений (циклов), которые разработаны заранее в параметрической форме и нуждаются лишь в том, чтобы параметрами
|
Рис. 6.4 |
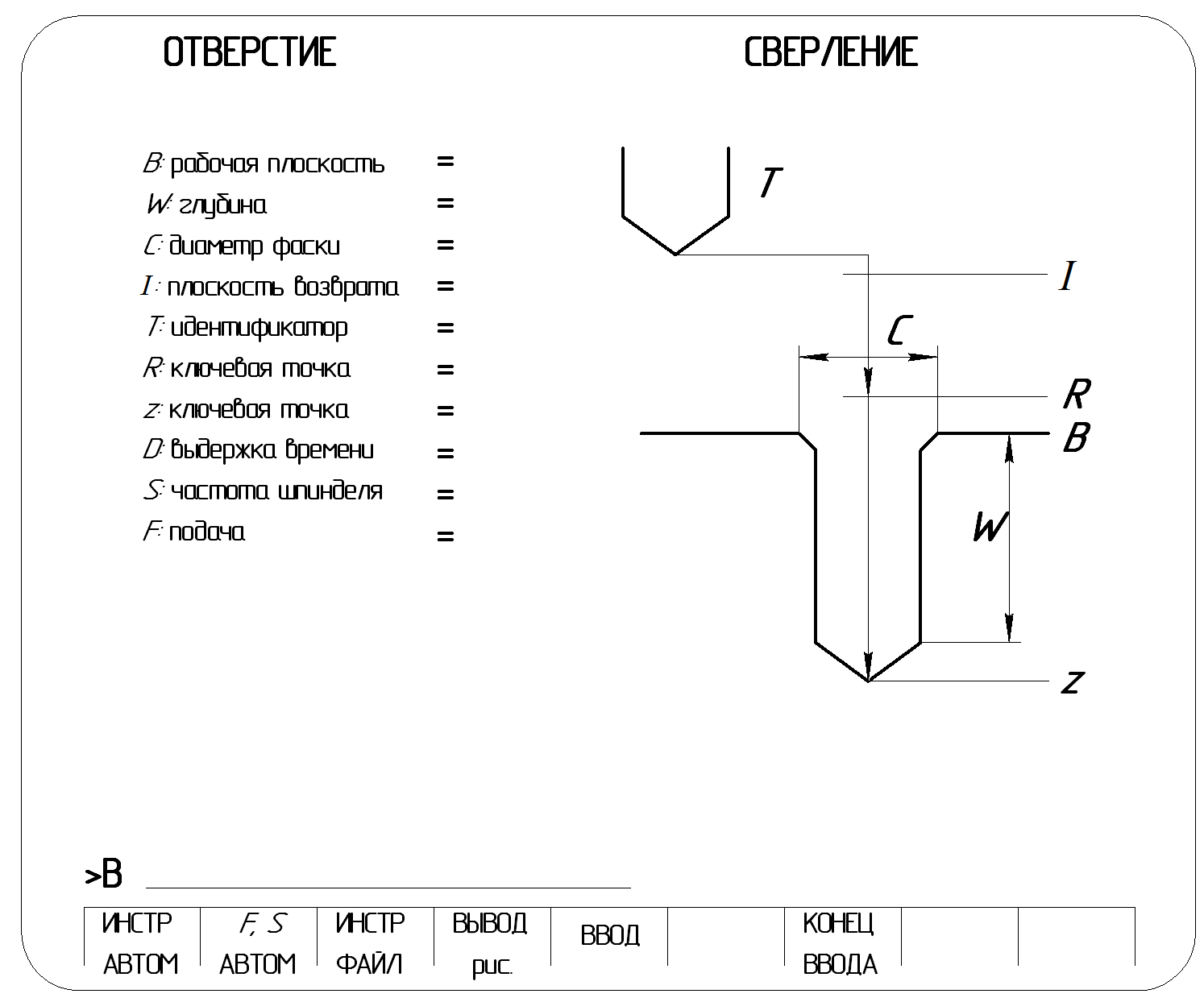
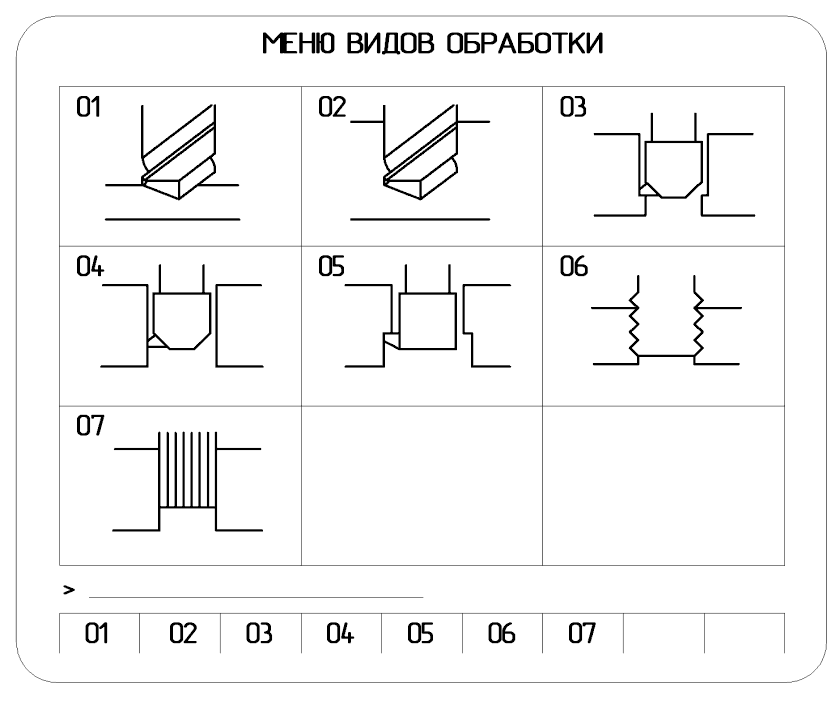
Рис. 6.4
придали конкретные числовые значения. Из стандартных системных циклов оператор выделяет тот, который первым необходимо применить для обработки. Затем оператор задает все необходимые геометрические и технологические данные, относящиеся к этому циклу. Если для обработки детали недостаточно одного цикла, то описанный процесс повторяется для очередного стандартного цикла, привлекаемого в управляющую программу.
Ниже показан пример работы с цикловой системой для сверлильно-расточных операций. Оператор начинает с выбора одного из способов обработки отверстия, полный набор которых предлагает система управления (рис.6.4). В соответствии со сделанным с помощью виртуальной клавиши выбором на экране появляется эскиз обработки (рис.6.5) с обобщенными параметрами вместо размеров и технологических данных. Система управления последовательно запрашивает у оператора конкретные численные значения параметров. После их ввода система управления уточняет у оператора общую схему расположения отверстий (рис. 6.6). Для конкретного варианта схемы (рис. 6.7 и рис. 6.8) необходим определённый набор данных, которые снимает оператор непосредственного с чертежа.
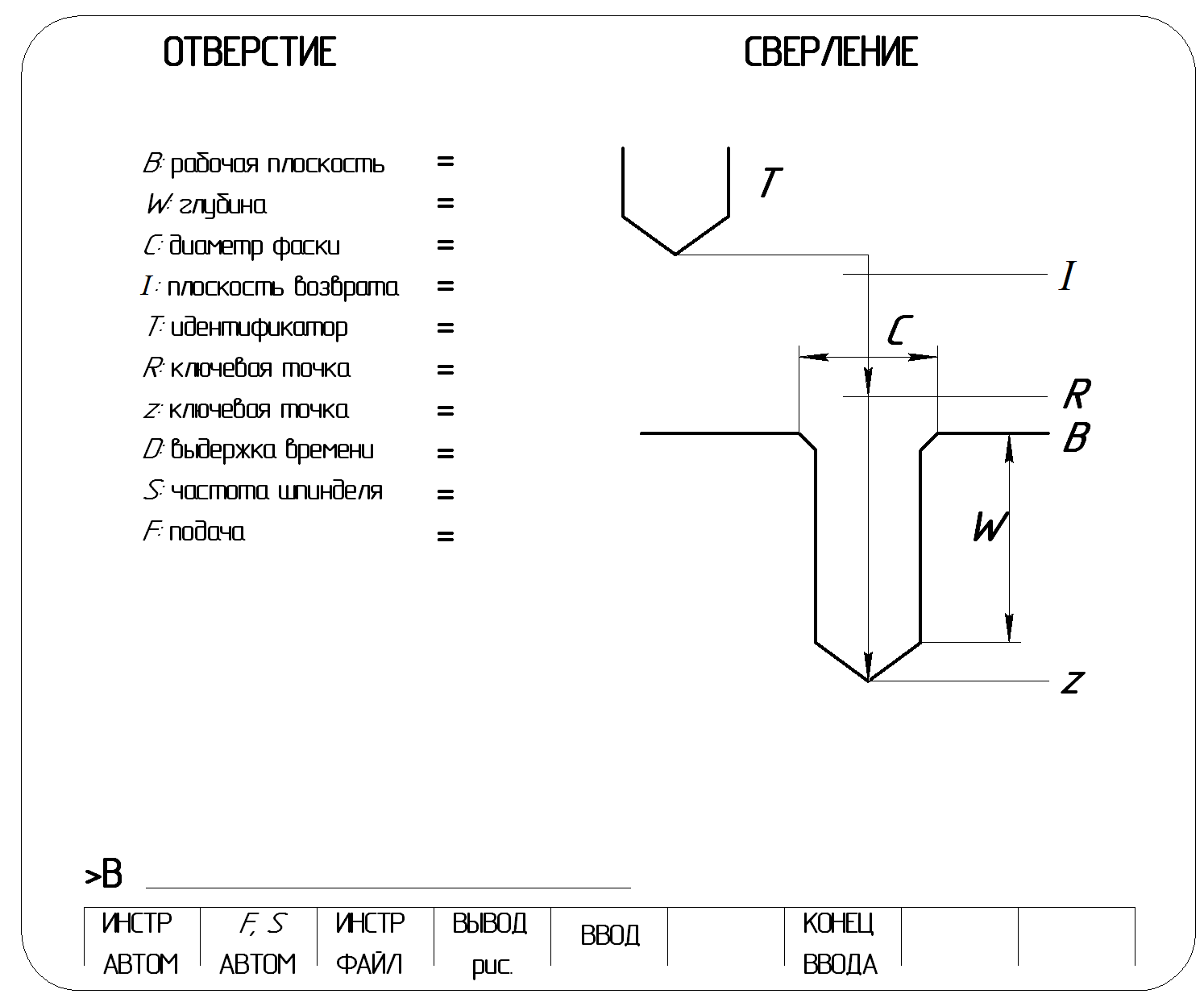
Рис. 6.5
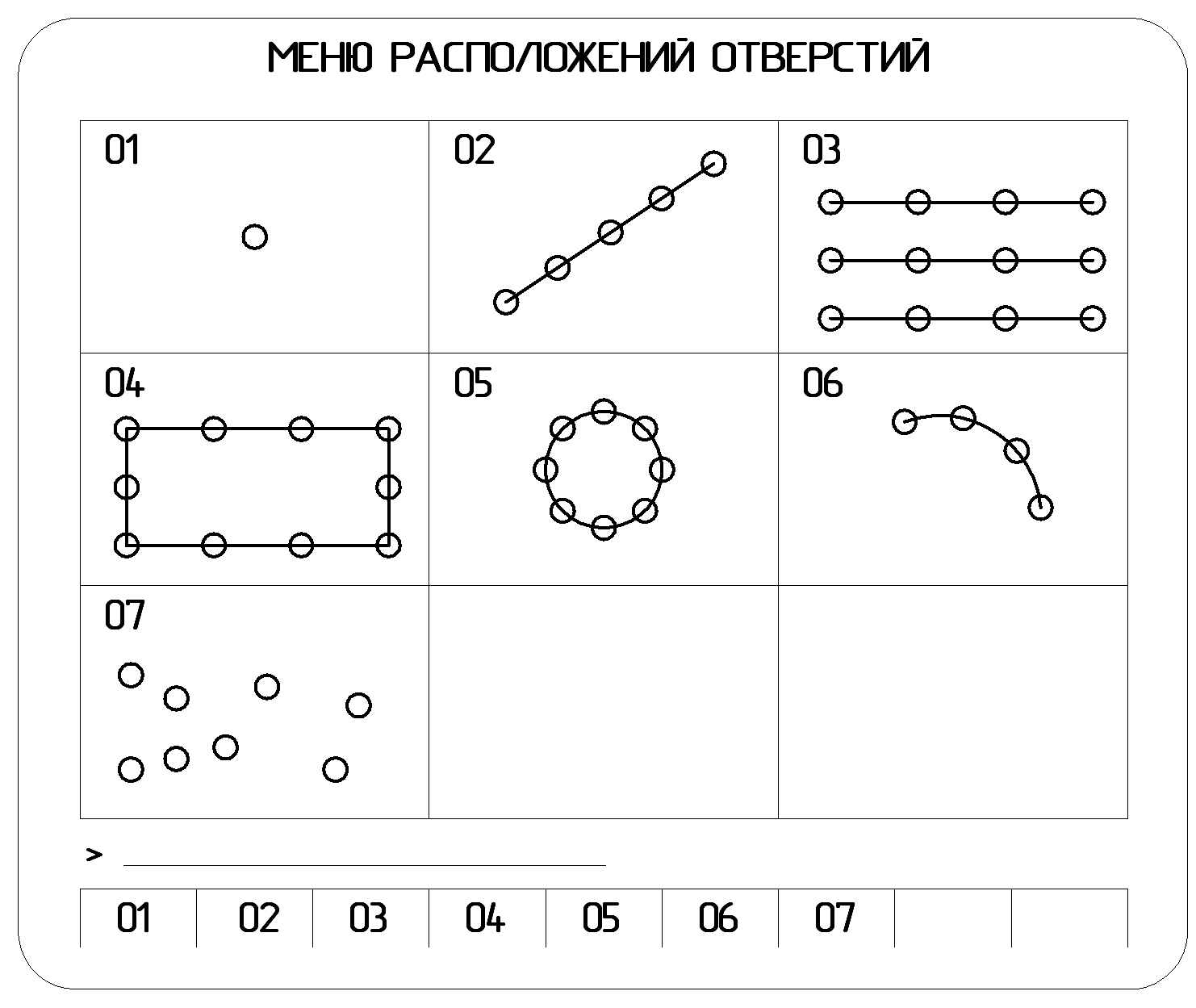
Рис. 6.6

Рис. 6.7
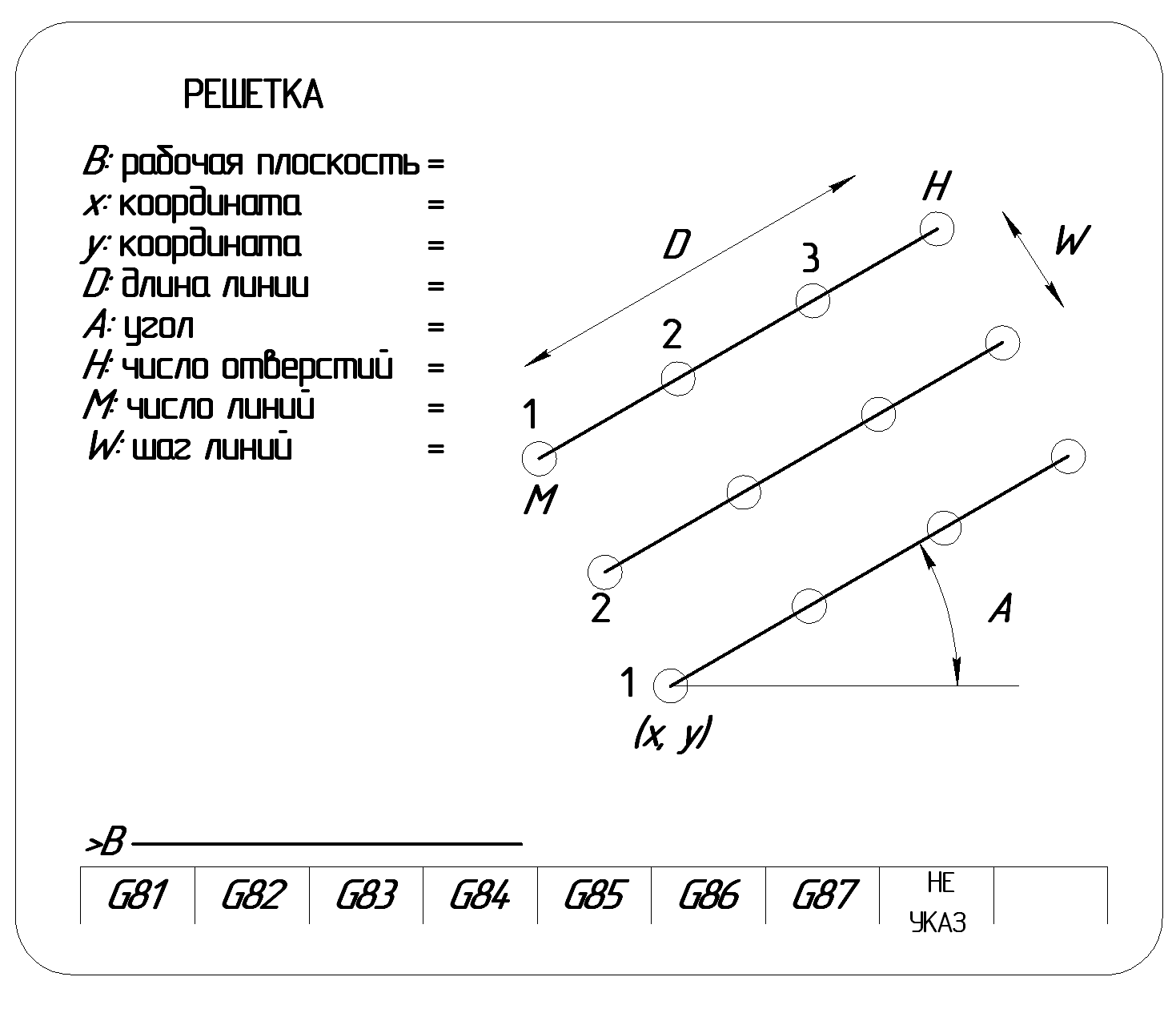
Рис. 6.8
Для инструментальной системы автоматизированного проектирования управляющей программы характерна следующая схема действий оператора: определение вида материала и параметра шероховатости обработки; определение геометрии детали и заготовки; определение вылета и геометрии каждого используемого инструмента и его положения в координатной системе детали; определение всех необходимых проходов; формирование ISO-текста управляющей программы.
|
Рис. 6.9 Рис. 6.10 |
Д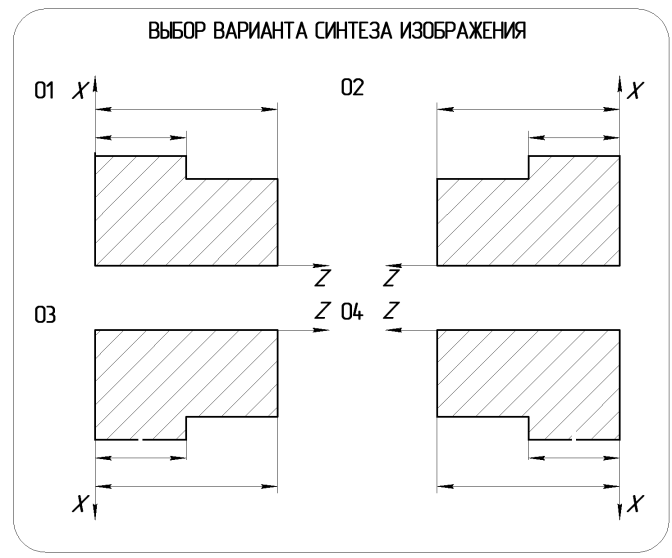
 ля
деталей сложных форм наиболее трудоёмкой
частью является геометрическое описание
данных чертежа. Используют обычную
систему проекций, а контрольные
изометрические изображения синтезируются
автоматически. Ниже представлен пример
работы с инструментальной системой для
токарных операций. Оператор начинает
с выбора квадранта, в которой будет
представлена геометрия детали (рис.6.9).
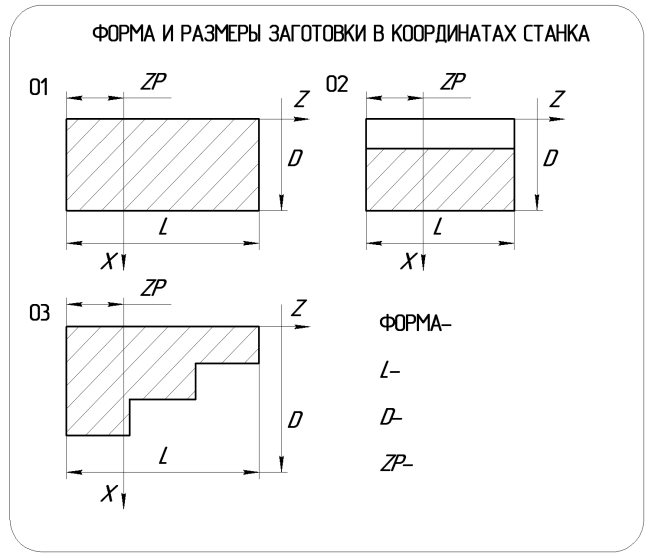
Далее он определяет форму и размеры
заготовки и её положение в системе
координат станка (рис. 6.10). Затем нужно
увязать взаимное расположение детали
и инструментальной револьверной головки
(рис.6.11), выбрать последовательность
технологических переходов и используемые
инструменты, назначить режимы резания
(эти
ля
деталей сложных форм наиболее трудоёмкой
частью является геометрическое описание
данных чертежа. Используют обычную
систему проекций, а контрольные
изометрические изображения синтезируются
автоматически. Ниже представлен пример
работы с инструментальной системой для
токарных операций. Оператор начинает
с выбора квадранта, в которой будет
представлена геометрия детали (рис.6.9).
Далее он определяет форму и размеры
заготовки и её положение в системе
координат станка (рис. 6.10). Затем нужно
увязать взаимное расположение детали
и инструментальной револьверной головки
(рис.6.11), выбрать последовательность
технологических переходов и используемые
инструменты, назначить режимы резания
(эти
этапы экранных изображений опущены). В результате система управления представит на экране полную статико-графическую модель процесса обработки, отдельные фрагменты которой оператор может при желании увидеть в увеличенном масштабе. В заключение система управления предлагает эквивалентный текст управляющей программы в коде ISO-7bit.
Динамико-графическое
моделирование процесса обработки служит
целям верификации разработанной
управляющей программы. Траектория
движения инструмента вычерчивается на
экране дисплея в регулируемом операт ором
темпе. Особенно
ором
темпе. Особенно
|
Рис. 6.11 |
Диалоговое редактирование управляющих программ (четвертый из упомянутых выше вариантов диалога) охватывает собственно редактирование и ручной ввод текста управляющей программы. Типичным директивами процесса редактирования являются: ВСТАВИТЬ, УДАЛИТЬ, ЗАМЕНИТЬ, эти директивы могут быть отнесены к отдельным командам и целым кадрам.
Завершая анализ терминальной задачи ЧПУ, отметим два дополнительных её компонента: диалог «терминал – устройство ЧПУ» и диалог «устройство ЧПУ – ЭВМ». Оба диалога развиваются автоматически в соответствующих каналах связи, обеспечиваются соответствующими протоколами, поддерживаются программно-адаптивными средствами системы управления.