

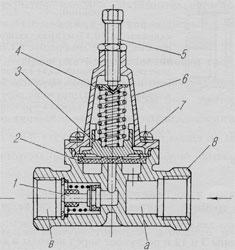
3.2. Маршрутна карта виробництва клапану захисного одинарного зі зворотнім потоком 12.3515010-01
Маршрутна карта виробництва клапану захисного одинарного зі зворотнім потоком 12.3515010-01 представлена в додатку.
Кожна деталь в процесі її виготовлення проходить певний маршрут по підприємству. Вкажемо маршрутну карту виробництва кришки 100-3515040, заданої майстром.
Спочатку
в ливарному цеху роблять відливок
методом лиття під тиском на призначеній
для цього машині. Після виготовлення
партії виливків та проведення їх
атестації вони на електрокарі
транспортуються до МСЦ-1.
В МСЦ-1 розвантажені відливки призначений для цього робітник перевозить до робочого місця з вертикально-свердлильним верстатом 2Н125. Тут робітник закріплює деталь на столі і перевіряє механічною обробкою (свердлом) отвір, витримуючи розмір 1 (див. індивідуальне завдання, стор. 6).
Після перевірки отвору проводять нарізання різьби в цьому отворі на тому ж верстаті за допомогою мітчика з подачею в зону різання змашуючо-охлоджуючого розчину.
В результаті виходу мітчика на кришці утворюються заусенці, для зняття яких деталь направляють на ділянку зачистки. На цьому робочому місці заусенці притупляють за допомогою шабера.
Далі, поклавши деталі в тару, їх транспортують до мийної машини М486. Тут їх промивають емульсією, після чого продувають потоком повітря для усунення залишків емульсії та стружки.
Після цього деталі в тарі транспортують до пункту контролю. На контрольному столі перевіряють якість механічної обробки, чи немає видимого слою змазки або емульсії, металевої стружки, заусенців, пилу та продуктів корозії. Також перевіряють на відповідність виконання розміру 2 (див. індивідуальне завдання, стор. 6) за допомогою контрольної пробки.
Далі деталь направляють на складальну дільницю.
3.3 Забезпечення робочого місця технічною документацією, інструментом, матеріалами.
На робочому місці, де виконується зачистка, перевірка отвору механічною обробкою та нарізання в ньому різьби - на вертикально-свердлильному верстаті 2Н125, - немає спеціальної документації на задану деталь, оскільки на верстаті виконується обробіток різних деталей, відмінних від кришки 100 - 3515040. Тому мати документацію на всі деталі або на якусь окрему немає сенсу. В разі необхідності потрібну документацію можна отримати у відділі ІРК.
Щодо робочого інструмента, він зберігається в спеціально відведеній шафі. Вона розташована неподалік від робочого місця; призначена шафа для зберігання інструменту для декількох верстатів, розміщених поруч.
Матеріал, тобто відливки, привозять електрокаром з ливарного цеху на місце для розвантаження. Потім робітник, який розвозить заготовки або готові вироби, в ящику, призначеному для перевезення, підвозить відливки до робочого місця.
Під час виконання індивідуального завдання я виконував притуплення заусенців від виходу мітчика. Для цього за допомогою спеціального шабера, виготовленого працівниками заводу з напильника круглого перерізу шляхом відрізання частини напильника встановленням ріжучого інструменту під деяким гострим кутом до його вісі.
Здійснюючи зворотно-поступальні рухи шабером, поступово повертаючи деталь навколо її вісі, я зчищав заусенці. Після завершення обробітку проводив перевірку на наявність видимих дефектів, що не були усунуті при обробці деталі. Впевнившись, що їх немає, укладав деталь в тару. Після цього приступав до обробки наступної.