

Технические характеристики средств механизации
|
Наименование средств механизации |
Параметры |
Наименование средств механизации |
Параметры |
|
1. Двухмачтовый подъемник: |
|
2. Спецтранспортер: |
|
|
высота подъема объемных блоков, м |
16,0 |
грузоподъемность, кН |
400 |
|
скорость подъема, м/мин |
1,5 |
скорость перемещения, м/мин |
2,0 |
|
грузоподъемность платформы, кН |
500 |
мощность привода подъемника, кВт |
1,5 |
|
мощность привода подъемника, кВт |
7,5 |
тип привода подъема тележки - пневматический |
|
|
масса подъемника, т |
12,5 |
тип трансмиссии - телескопический карданный вал |
|
|
|
|
масса транспортера, т |
3,0 |
Технологические циклы иллюстрируются на рис. 10.48, где показаны этапы пристройки объемных блоков с применением мобильных кранов, установки выносного подъемника с устройством направляющих для перемещения, укрупнительной сборки и надвижки мансардных блоков и др.

Рис. 10.48. Технологические схемы надстройки и обстройки зданий с использованием а, г - ленточных подъемников; б - пристраиваемых торцевых объемов; в - специальных подмостей
Взаимодействие технологических потоков при реконструкции 3-секционного жилого дома приведено на графике производства работ (таблица 10.7).
Таблица 10.7
График производства работ по реконструкции жилого дома с обстройкой и 2-этажной надстройкой

Для обеспечения максимального совмещения строительных процессов целесообразно осуществить оптимизацию, предусматривающую экономическую оценку влияния простоя монтажных и транспортных средств на общий цикл монтажа.
В частности, при рассмотрении математической модели с двумя кранами по пристройке объемов и доставке их автотранспортом постановка задачи состоит в рассмотрении системы, включающей два прибора (крана) и входной пуассоновский поток заявок (доставка блоков автотранспортом) с определенным интервалом.
Время обслуживания представляет собой монтажный цикл tM.
Моделирование технологических процессов позволяет осуществить взаимосвязь доставки блоков с интенсивностью монтажа. При этом интенсивность доставки должна превышать интенсивность монтажа. Из этих условий строятся графики работы автотранспорта, обеспечивающие непрерывность работы кранов.
Проектные разработки по реконструкции жилых домов серий 1-464, I-447, 1-510, I-515 и др. показали, что использование принятой технологии обеспечивает прирост общих площадей в следующем диапазоне: пристройка объемных эркеров - 19,4--20,6 %; пристройка объемных эркеров и надстройка мансардного этажа - 42,6-50,3 %; пристройка объемных блоков по периметру здания; с надстройкой полного и мансардного этажей - 70,5-72,8 %.
Одно- и двухэтажные объемные блоки обеспечивают настройку жилых зданий различных серий. При этом габаритные размеры блоков принимаются в соответствии с шагом внутренних несущих стен для крупнопанельных зданий, кратным размещению оконных проемов для крупноблочных и зданий с кирпичными стенами. Отличительной особенностью таких систем является возможность получения пространства зального типа, что обеспечивает гибкую планировку надстраиваемых этажей.
Сопоставительные данные по реконструкции с надстройкой мансардных этажей показали, что применение объемно-блочной надстройки снижает удельные трудозатраты в построечных условиях в 6-8 раз и себестоимость 1 м2 площади на 26-32 %.
Технологические этапы производства работ включают несколько взаимоувязанных во времени строительных потоков.
До производства работ по монтажу объемных блоков выполняется цикл нулевых работ, состоящий в устройстве фундаментов под пристраиваемые объемы в виде монолитных буронабивных свай и ростверка. Параллельно этим работам осуществляется цикл по созданию монолитного обвязочного пояса в парапетной части для последующего размещения на нем блоков мансардного этажа.
Разработаны технологии возведения надстраиваемых этажей методами монтажа полу-блоков и укрупненных на пролет объемных элементов, а также надвижки блоков.
При обстройке зданий объемными элементами и надстройке мансардным этажом наиболее рациональным является производство работ, когда формируется два строительных потока, одним из которых производится цикл надстройки, а другим - осуществляется монтаж с транспортных средств пристраиваемых объемов.
Применение индустриальных технологий производства работ позволило разработать ряд организационно-технологических моделей, обладающих многовариантностью, технологической гибкостью и организационно-технологической надежностью.
Оптимизация монтажных процессов надстройки и обстройки зданий
Использование объемных блоков заводского изготовления потребовало разработки оптимизационных моделей взаимодействия различных средств механизации по укрупнению элементов, их монтажу, доставке на приобъектные или внутриквартальные базы, подбору состава бригад, по доводке элементов и т.п. Основная цель исследования оптимизационных моделей состоит в определении условий непрерывного процесса надстройки и обстройки зданий с целью создания ритмичных потоков, близких к конвейерной схеме производства работ, при условии случайных воздействий на продолжительность составляющих процессов. В качестве критерия оптимизации в каждой из рассматриваемых моделей принимается стоимость производства работ с учетом факторов простоя монтажных кранов или образования очереди из транспортных средств по доставке объемных элементов, их времени обслуживания по укрупненной сборке и доводке. Рассмотрены варианты моделей, когда монтажные элементы подаются непосредственно под монтажный кран и модель с промежуточной площадкой-складом для укрупнительной сборки.
I. Модель с двумя кранами и доставкой блоков под монтаж автотранспортными средствами.
Используется двусторонняя схема монтажа объемных блоков пристройки и надстройки этажей из полублоков.
В математическом плане постановка задачи состоит в рассмотрении системы, включающей два прибора (крана) и входной пуассоновский поток заявок (доставка блоков автотранспортом) с интенсивностью λ. Время обслуживания представляет собой цикл для установки элемента, который включает строповку, подъем, перемещение и установку в проектное положение с устройством временных и постоянных связей и креплений. Этот параметр обозначим через μ.
Поступающая заявка (доставка объемного элемента) немедленно направляется на свободный прибор (кран). Если оба крана заняты на выполнении монтажных операций, то транспортные средства образуют очередь. При освобождении любого из кранов на него немедленно направляется заявка (автотранспорт с объемным блоком), стоящая в очереди. Стоимость простоя крана в единицу времени равна С1, а стоимость простоя автотранспорта (заявки) в очереди равна С2. Требуется найти значение, при котором затраты в единицу времени минимальны.
Состояние системы в момент времени t может быть описано переменными, имеющими вероятностный характер. Например: вероятность того, что оба крана работают, равна Рп и в очереди находится п3 0 автотранспортных средств; вероятность того, что один кран простаивает, Р-1, вероятность простоя двух кранов - Р-2.
С помощью дифференциальных уравнений Колмогорова находятся стационарные вероятности Р-1 = (1/ρ)Р0; Р-2 = (1/2ρ2)Р0, РкρкР0 при к3 0.
Здесь введено обозначение ρ = λ/2μ.
Используя
условие, что сумма вероятностей  получаем
получаем

Поскольку Рi -
это средняя доля времени, которое система
проводит в состоянии i,
то стоимость затрат системы в единицу
времени W(C1, С2) в
стационарном решении равна 
Оптимальное значение λ (C1, С2), при котором затраты W(C1, С2) минимальны

Результаты численных методов расчета показали, что при интенсивности монтажа объемных блоков μ1 = 2, μ2 = 1,5 и μ3 = 1 шт/ч непрерывная работа двух монтажных кранов будет достигнута при интенсивности доставки, равной соответственно 3,5; 2,7 и 2,2 блока в час.
При этих значениях достигаются суммарные минимальные затраты и обеспечивается непрерывный цикл производства работ.
На рис. 10.49 приведены графические зависимости вариантов.
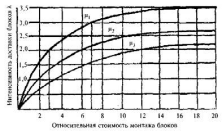
Рис. 10.49. Оптимизация по стоимости интенсивности доставки блоков на монтаж при продолжительности установки μ1 = 2, μ2 = 1,5 и μ3 = 1 блок/ч
II. Организационно-технологическая модель, которая учитывает очередь автотранспортных единиц с блоками при условии, что оба крана заняты на монтажных процессах. При длине очереди т происходит возврат (отказ) автотранспортного средства с объемным блоком. Стоимость отказа составляет С3.
При количестве отказов в единицу времени (смену) С3λРт оптимизационный критерий может быть описан следующей зависимостью
 (4.5)
(4.5)
Выражая критерий через ρ, получаем
W(C1,C2,C3) = C1A1(ρ) + C2A2(ρ) + C3A3(ρ), (4.6)
где 
Поскольку W(C1,C2,C3) находятся в аналитическом виде, численные методы позволяют найти оптимальное значение λ.
III. Организационно-технологическая модель с промежуточным складом и площадкой для доводки объемных блоков имеет место при реконструкции зданий квартала застройки с обстройкой и надстройкой этажей из объемных блоков. При этом поступающие автотранспортом изделия складируются на внутриквартальной площади, где осуществляются их укрупнение и доводка до полной заводской готовности: установка оконных блоков, выполнение работ по тепло- и гидроизоляции узлов и др.
Модель включает заявки двух типов - заявки крана для укрупнительной сборки и заявки монтажного крана.
Заявки первого типа с интенсивностью λ поступают на кран укрупнительной сборки. Он обслуживает каждую заявку экспоненциально распределенное время с параметром v. После окончания обслуживания заявка превращается в заявку второго типа - укрупнительный блок переходит в очередь на обслуживание по монтажному крану. Он обслуживает заявки экспоненциально распределенное время с параметром μ. Суммарная длина очередей к крану по укрупнительной сборке и монтажному крану не должна превышать количество 𝜈. Если очередная заявка застает длину очереди, большую и, то она относится к зоне отказа (возврата).
Требуется разработать организационно-технологическую модель с минимальными затратами в результате простоя механизмов и возвращения блоков в результате отказа. Затраты за простой крана по укрупнительной сборке составляют C1, за простой монтажного крана - С2, стоимость возврата (отказа) - С3.
Состояние системы описывается двумя числами j и i - соответственных количествам заявок, стоящих в очереди к крану по укрупнению блоков и монтажному крану.
Решение дифференциальных уравнений для вероятности Рij нахождения системы в состоянии (i, j) в стационарном режиме имеет вид:

где 
Вероятность того, что будет простаивать монтажный кран, равна

вероятность простоя крана по укрупнительной сборке составит

вероятность отказа (возврата автотранспорта с блоками на завод) составит

Критерий эффективности может быть описан следующим соотношением

На рис. 10.50 приведены результаты расчета по оценке оптимальной интенсивности укрупнительной сборки и доводки блоков с учетом стоимости эксплуатации машин, их простоя, а также возврата блоков при отсутствии на укрупнительной площадке свободных стендов и различных соотношениях (С1, С2, С3).

Рис. 10.50. Оптимальные интенсивности укрупнительной сборки и доводки блоков 1-4 при С3 = (0,1; 0,2; 0,3; 0,4)C1, где С1 - стоимость укрупнительной сборки; С2 - стоимость простоя монтажного крана; С3 - стоимость возврата блоков
Полученная методика позволяет оптимизировать и провести согласование циклов укрупнительной сборки и монтажа объемных блоков при минимальных затратах с учетом вероятностного характера продолжительности работы машин.
На рис. 10.51 приведены зависимости себестоимости производства монтажных работ от интенсивности подачи блоков. Кривая имеет минимум, который соответствует оптимальной подаче. При недогрузке кранов наблюдается более высокая себестоимость производства работ, чем при образовании очереди из автотранспортных средств.

Рис. 10.51. Зависимость себестоимости производства монтажных работ от интенсивности доставки блоков
Практическая реализация пионерного проекта показала качественное и количественное подтверждение исследуемых моделей.
Отличительной особенностью данного метода реконструкции жилых домов первых массовых серий является резкое снижение продолжительности строительно-монтажных и общего цикла восстановительных работ. Так, при надстройке мансардного этажа площадью 680 м2 продолжительность монтажных работ составила 8 раб. дней, а общий цикл - 2, 4 месяца.
Более высокая технологическая и экономическая эффективность достигается при комплексной реконструкции квартала застройки, когда кроме производства реконструктивных работ осуществляются возведение 9-12-этажных «вставок» между жилыми домами, а также освоение подземного пространства. Такое решение способствует уплотнению жилой застройки и получению дополнительных площадей различного технологического назначения.
Надстройка зданий из блок-комнат
Опыт мансардного строительства из штучных конструктивных элементов свидетельствует о достаточно высоких трудозатратах и значительной продолжительности возведения. Как правило, все виды работ выполняются вручную с минимальным оснащением средствами механизации.
Анализ трудозатрат показывает, что более 40 % расходуется на погрузо-разгрузочные работы, транспортирование материалов и полуфабрикатов к рабочим местам, около 8 % - на устройство подмостей, ограждений и временных защитных устройств для обеспечения безопасных условий работ и защиты жильцов от случайного падения материала или конструктивных элементов. Достаточно трудоемок цикл отделочных работ. Все это приводит к увеличению сроков возведения мансардных этажей, удорожанию работ и, как следствие, к повышению себестоимости жилья.
Снижение сроков строительства может быть достигнуто путем существенного повышения технологичности конструктивных элементов, их сборности и степени заводской готовности.
Для успешной реализации принципа сборности и заводской готовности необходимо переходить на легкие объемно-блочные строительные системы, обеспечивающие процесс возведения в виде монтажного цикла с минимальными затратами труда на отделочные работы и устройство стыковых соединений. Снижение массы конструктивных элементов способствует применению менее мощных и мобильных крановых средств, что весьма важно в стесненных условиях городской среды.
Аналогом объемно-блочного домостроения является технология реконструкции с надстройкой мансардных этажей из объемных блоков, разработанная академиком РААСН С.Н. Булгаковым.
Конструктивно объемные блок-комнаты представляют собой пространственную рамную конструкцию, состоящую из деревометаллического каркаса с утеплением наружных стен, наружной и внутренней изоляцией. Блок-комнаты имеют габаритные размеры, соответствующие шагу внутренних стен крупнопанельных зданий и существующей планировке реконструируемых зданий с кирпичными стенами. Они получают заводскую отделку с устройством пола, перекрытия, проемообразователей, кровельной части и т.п.
Из-за ограничения в габаритных размерах по высоте используется специальный крышевой блок, который устанавливается на элемент блок-комнаты.
Таким образом, используя объемные элементы, возможна надстройка одно- и двухуровневого мансардных этажей (рис. 10.52). Основой для их размещения является монолитный обвязочный пояс, на который устанавливаются в определенной последовательности блоки. Они различаются по своему функциональному назначению: блок-комнаты (угловые, рядовые) с лестничными маршами, кухонные и т.п. В таблице 10.8 приведены их основные характеристики для возведения одноуровневых и двухуровневых мансардных этажей. Они выполняются угловыми, рядовыми, в виде лестничных и крышевых блоков.

Рис. 10.52. Конструктивно-технологическая схема надстройки зданий из объемных блоков заводской готовности а - одно- и б - двухэтажные надстройки; 1 - обвязочный пояс; 2 - объемный блок жилой; 3 - крышевой блок
Таблица 10.8