

Ремонт деталей ведучих мостів
Основними дефектами деталей головної передачі, диференціала і півосей є: зношення або поломка зубів, неправильне регулювання зачіпленя шестерень, зношеня підшипників і місць їх посадки, зношення шийок хрестовин і поверхонь сателітів торців і півосей шестерень, зношення шлицівв і зрив шпоночного з'єднання півосей , сальників і місць їх посадки. '
Для проведення ремонтних робіт ведучого моста, знімають з автомобіля і здійснюють часткове або повне розбирання його на окремі вузли і деталі.
В картерів задніх мостів найбільш часто зустрічаються дефекти: тріщини
погнутості, зношення шийок під зовнішній і внутрішній підшипники маточини заднього колеса, зношення або зрив різьб.
Тріщини на фланці картера, що проходять через різьбові отвори, не більше двох, розташованих поряд, і не більше трьох, розташованих в різних місцях, заварюють. Також заварюють зруйновані зварні шви. Погнутість картера заднього моста усувають правкою на стенді. Зношені шийки відновлюють наплавленням під шаром флюсу або вибродуговим способом з подальшою механічною обробкою під номінальний розмір.
Зірвані або зношені різьби під гайку кріплення підшипників маточини колеса відновлюють наплавленням з подальшим нарізуванням різьби номінального розміру. Зірвану або зношену більше двох ниток різьбу в отворах відновлюють нарізуванням різьби збільшеного ремонтного розміру або постановкою вкрутнів з різьбленням номінального розміру.
Картер редуктора і кришки підшипників диференціала не розмінюють, оскільки вони оброблені спільно. Тому після розбирання кришки прив'язують до картера. Основні дефекти картера редуктора: зколи і тріщини, зношення отворів, зрив або зношення різьб. Сколи фланця кріплення до картера заднього моста і тріщини на картері редуктора ремонтують зваркою з подальшою зачисткою шва урівень з основним металом. Зношені отвори під роликовий підшипник валу ведучої конічної шестерні,, і отвору під гнізда підшипників валу циліндричної ведучої шестерні, відновлюють постановкою додаткової деталі-втулки або насталюванням з подальшим розточуванням під ремонтний або номінальний розмір.
Зношені отвори під підшипник диференціала ремонтують наплавленням. Перед наплавленням отвори розточують. На картері і кришці обварюють гнізда підшипників, а потім ретельно припилюють по лінійці площини роз'єму. Закріпивши кришки до картера, розточують отвори під номінальний розмір. Зірвані або зношені різьби відновлюють раніше розглянутими способами.
Основними несправностями чашок коробки диференціала є задири, риски, зношення отворів. Задири, риски або нерівномірне зношення торця, під
шайбу шестерні піввісі, а також сферичної поверхні під шайби сателітів усувають проточкою і установкою шайби ремонтного розміру. При зношенні отворів під шпильки хрестовини диференціала свердлять нові отвори під кутом 45о до старих.
При зношені отворів під стяжні болти свердлять нові отвори в проміжку між старими і зенкують їх з двох сторін. Зношений отвір під шийку шестерні півісі відновлюють постановкою втулки з подальшим розточуванням її отвору під номінальний розмір. Зношені шийки під роликовий підшипник відновлюють наплавленням, роздачею і хромуванням. Перед наплавленням чашку диференціала встановлюють в пристосуванні на планшайбі токарного верстата і обточують шийку. Наплавлення ведуть вібродуговим способом. Після наплавлення шийку обточують і шліфують під номінальний розмір.
Шийки чашок коробки диференціала можна відновлювати роздачею. Для цього під пресом або на протяжному верстаті через отвір шийки продавлюють кульову оправку. Потім шліфуванням обробляють шийку до номінального розміру. При невеликому зносі шийку доцільно відновлювати хромуванням.
Стакан підшипників валу конічної ведучої шестерні, має наступні основні дефекти: зношення отворів, зношення або зрив різьб. Зношені отвори під великий або малий роликові підшипники відновлюють постановкою втулки або вибродуговим наплавленням з подальшим розточуванням гнізда підшипників під номінальний розмір. Отвір із зношеним або зірваним різьбленням ремонтують постановкою вкрутня.
Хрестовина диференціала в основному має зношення і задири на поверхні шпильок, що усуваються шліфуванням під ремонтні розміри, наплавленням, хромуванням, насталюванням. Хрестовини з ремонтними розмірами шпильок встановлюють в чашки диференціала, в яких отвори мають ремонтний розмір або знов просвердлені між старими отворами. Хромування доцільно застосовувати при невеликому зносі шпильок, а при значному зносі — насталювання і вибродугове наплавлення. Після відновлення шпильки шліфують під номінальний розмір.
Піввісі мають дефекти: скручування, погнутість піввісі або фланця, зношення шліців, отворів, різьб. Скручену піввісьь бракують. Погнуту піввісь правлять під пресом до усунення згину. Після правки підрізають внутрішній торець фланця, витримуючи мінімально допустиму по технічних умовах його товщину. Зношені шліци відновлюють наплавленням або постановкою додаткової деталі.
Шліцьову шийку, відновлену наплавленням, обточують на токарному верстаті, а потім на фрезерному верстаті нарізують шліци черв'ячною фрезою. Далі шліцьовій кінець півісі піддають термічній обробці на установці т. в. ч. При постановці додаткової деталі шліцьовий кінець відрізують, а замість нього приварюють новий. Після ремонту піввісі перевіряють на биття і при необхідності правлять. Зношені конусні отвори під розтискні втулки ремонтують заваркою. Пошкоджені або зношені різьби в отворах під болти знімача відновлюють нарізуванням ремонтних різьб.
Маточини коліс можуть мати наступні дефекти: зношенняс отворів під кільця підшипників і шпильки кріплення коліс, викривлення фланця кріплення гальмівного барабана, зношення або зрив різьб під болти або шпильки кріплення фланця піввісі (в маточинах задніх коліс). Зношені отвори під підшипники відновлюють постановкою ремонтних втулок або наплавленням. В маточині розточують на пристосуванні гнізда під відповідний розмір. Потім запресовують ремонтну втулку і обробляють її отвір під номінальний розмір. Наплавлення зношених гнізд здійснюють вибродуговим способом, застосовуючи дріт діаметром 1,6 мм і марки СвО8 (ГОСТ 2246—60). Рекомендується наступний режим наплавлення: сила струму — 100—110 А, напруга— 16—18 В, частота обертання деталі — 0,8 об/хв, крок наплавлення — 3,3 мм/об, швидкість подачі проволоки—1,3 м/хв. Після наплавлення гнізда розточують до номінальних розмірів.
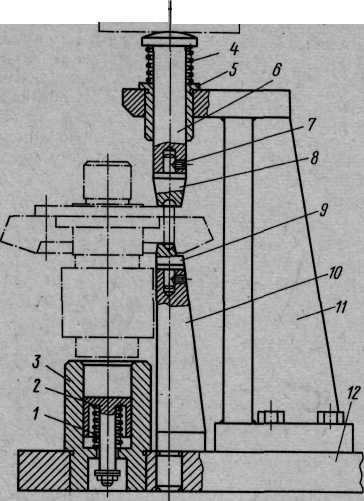
Рис. 3. Пристосування для клепки ведучої циліндричної і веденої конічної шестерень:
1, 4 — пружини, 2— виштовхувач, 3, 5 — втулки
6 — пуансон, 7 — стопорний гвинт, 8, 9 — матриці
10— стійка, 11 — кронштейн, 12— плита
Викривлення фланця кріплення гальмівного барабана усувають проточуванням фланця на токарному верстаті. При цьому маточина кріпиться в пристосуванні. Зношені поверхні під сальники ремонтують постановкою втулок або електроімпульсним наплавленням.
Зношені отвори під шпильки кріплення коліс відновлюють постановкою втулок. При обробці застосовують кондуктор із змінними кондукторними втулками і здійснюють розсвердлювання отворів, зенкування і розвертання. В розвертувані отвори запресовують ремонтні втулки. Отвори з пошкодженою або зношеною (більше двох ниток) різьбою відновлюють постановкою вкрутнів або свердлять нові отвори між тими що вже є і нарізують різьбу під шпильки або болти кріплення фланця піввісі.
Ведуча циліндрична і ведена конічна шестерні. Основними дефектами шестерень є сколи і викришування робочої поверхні зубів, зношення зубів по товщині, зношення посадочних місць під роликовий підшипник, ведену конічну і ведучу циліндричну шестерні. Шестерні, що мають сколи, викришування робочої поверхні зубів і знос по товщині більш допустимої по технічних умовах величини, бракують. Зношені посадочні місця відновлюють хромуванням, насталюванням або наплавленням. Перед хромуванням і насталюванням посадочні місця (шийки) шліфують. Також обробляють шийки шліфуванням до номінального розміру після відновлення. Якщо забракована одна шестерня, то шестерні розбирають. Для цього їх розклепують і спресовують конічну шестерню. Приклепування ведучої циліндрової до веденої конічної шестерні здійснюють на пресі в пристосуванні (РИС 3). Шестерні встановлюють шийкою під підшипник в отвір втулки 3.