

Хід роботи
1 Відремонтувати блок циліндрів.
2 Відремонтувати головки блоку циліндрів
3 Відремонтувати поршень
4 Відремонтувати шатун та поршневий палець
5 Відремонтувати колінчатий вал.
6 Провести ремонт газорозподільного механізму
Контрольні запитання
1 Як віремонтувати блок циліндрів?
2 Як відремонтувати головки блоку циліндрів?
3 Як відремонтувати поршень?
4 Як відремонтувати шатун та поршневий палець?
5 Як відремонтувати колінчатий вал?
6 Як від ремонтувати газорозподільний механізм?
ПРАКТИЧНА РОБОТА №17
ТЕМА .Ремонт деталей механізмів трансмісії.
МЕТА. Навчитися ремонтувати деталі механізмів трансмії.
Обладнання робочого місця. Зчеплення автомобілів УАЗ, ВАЗ , ЗиЛ-130 , ГАЗ-53, коробки передач, карданні вали, пристрої для розбирання та збирання зчеплення, пристрої для правки веденого диска зчеплення.
Теоретичні відомості Ремонт зчеплення
В зчепленні можуть бути наступні основні несправності: пробуксовка дисків, неповне виключення і неплавне включення зчеплення.
Пробуксовка дисків виникає при послаблені або поломці вижимних пружин, зношені або викривленні поверхонь тертя маховика і вижимного диска, замасленні фрикційних накладок веденого диска. Несправні вижимні пружини і замаслені фрикційні накладки замінюють на нові. Поверхні тертя маховика і вижимного диска обробляють шліфуванням.
Неповне виключення зчеплення з'являється в результаті збільшеного вільного ходу педалі (при механічному приводі) або зменшенні ходу поршня робочого циліндра (при гідравлічному приводі), а також внаслідок деформації веденого диска. Вільний хід педалі встановлюють при регулюванні, а дефектний ведений диск замінюють на новий.
Неплавне включення зчеплення обумовлюється зношеням накладок веденого диска, утрудненим переміщенням маточини веденого диска, неодночасним натисненням підшипника виключення, заїданням педалі зчеплення на осі. Утруднене переміщення маточини веденого диска на шліцах первинного валу коробки передач виникає через наявність забоїв або загусениць на шліцах. Останні зачищають і мастять тонким шаром графітного мастила. Неодночасність натиснення підшипника виключення зчеплення на важелі виключення усувають регулюванням. При заїданні педалі зчеплення зачищають торці втулок від забоїв При ремонті зношені підшипники виключення зчеплення замінюють на нові. Ведений і вижимний диски, а також вижимні пружини залежно від стану піддають ремонту або заміні. Для, виконання ремонтних робіт зчеплення розбирають, застосовуючи пристосування, одне з яких зображено на РИС 1.
Картер зчеплення і блок циліндрів при ремонті не співвісні. Їх маркірують, щоб запобігти розукомплектуванню і забезпечити співісність колінчастого валу двигуна і ведучого валу коробки передаче. Якщо ці деталі неспіввісні, то після збірки центруючий отвір картера зчеплення розточують в пристосуванні.
Основними дефектами картерів зчеплень є: тріщини, сколи, зрив або зношення різьб, зношення отворів і опорних площин лап кріплення до рами. Тріщини на картері зчеплення заварюють. Сколи, захоплюючі отвір, наплавляють або приварюють відколену частину деталі. При зриві різьб до двох ниток її відновлюють прогоном мітчиком. Якщо різьба має зрив більше двох ниток або зношена, то її відновлюють шляхом нарізування різьби збільшеного ремонтного розміру, постановкою вкрутня або заваркою з подальшим нарізуванням різьби номінального розміру.
Зношені більш допустимого розміру отвори під направляючий штифт кріплення стартера, кріплення двигуна до рами відновлюють, постановкою додаткової деталі — втулки. Після запрессовки отвір втулок обробляють під номінальний розмір.
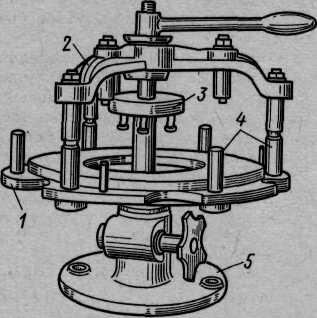
Рис. 1. Пристосування для розбирання і збирання зчеплення:
1—опорна плита, 2— притискний корпус, 3— контрольне кільце, 4 —установочні шпильки, 5 — підстава
Зношені опорні площини лап кріплення картера зчеплення до рами обробляють на фрезерному верстаті до усунення слідів зносу. При зносі більше величини, допустимої по технічних умовах, здійснюють приварювання шайб. Перед приварюванням поверхню лапи фрезерують, а отвори зенкують для установки шайб. Потім шайби приварюють до картера зчеплення суцільним швом електродуговою зваркою . Завершують обробку тим, що зенкує торців лап урівень з основним металом.
Ремонт дисків зчеплень.
Основними дефектами вижимного і веденого дисків є: тріщини на поверхні вижимного диска або фрикційних накладок веденого диска, знос фрикційних накладок, викривлення або погнутість диска, послаблення заклепок кріплення накладок або маточини, зношення і задири робочих поверхонь вижимногожимного, і середнього дисків. Диски і фрикційні накладки з тріщинами бракують. Зношені фрикційні накладки замінюють новими. Для цього видаляють старі заклепки. Правлять ведений диск, заздалегідь зачистившись забоїни і загусениці на маточині. Викривлення встановлюють на перевірочній плиті при по-
потужності щупа. Щуп завтовшки 0,3 мм не повинен проходити між поверхнею диска торця і плитою. Приклепування фрикційних накладок здійснюють під пресом, застосовуючи штамп. Замість заклепок для з'єднання фрикційних накладок з диском застосовують також клей.
Викривлення площини торкання вижимного диска з веденим диском не більше 0,15 мм або погнутість веденого диска більше допустимих по технічних умовах величин усувається правкою. Вижимний диск правлять на пресі, встановлюючи на кільце, розташоване на столі пресу, площиною торкання до веденого диска вниз. Правку веденого диска здійснюють на плиті або в пристосуванні (РИС 2) за допомогою спеціальної оправки. Накладки бракують, якщо послаблені заклепки кріплення їх до ведених дисків. При послаблені більше чотирьох заклепок кріплення маточини веденого диска здійснюють заміну заклепок. Для цього зношені отвори в маточині і диску розсвердлюють під збільшений ремонтний розмір або свердлять нові отвори між тими що вже є. Відремонтований ведений диск в зборі з накладками повинен бути відбалансований. Допустимий дисбаланс 25 гс-см. Зношення і задири робочої поверхні вижимного і середнього дисків
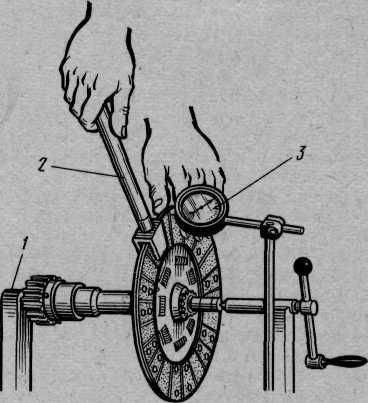
Рис. 2. Пристосування для правки веденого диска зчеплення:
1—стійка, 2— оправка, 3— індикатор
усувають обробкою на шліфувальному або токарному верстатах. При цьому мінімальна товщина диска повинна бути не менше допустимою по технічних умовах.