

15 Влияние различных технологических факторов на величину шероховатости.
1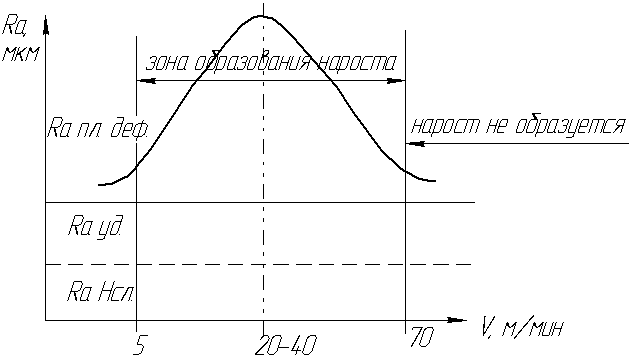 .Влияние
скорости резания.
В процессе рез. различают 3 зоны 1.1
V≤5м/мин
При этих скоростях происходит физ.- мех
процессы, вызывающие упрочнение пов-ти,
падение пластичности слоя, не
значительное повышение t,
миним. шероховатость. 1.2 V≤40м/мин
При этих скоростях в рез-те пластич.
деформации выдел. больше тепла под
действием усилий и высокой t
увеличивается коэффиц. трения. При этом
слои металла привариваются к передней
и отчасти задн. пов-ти резца, образуя
нарост. При дальнейш. повыш. скорости t
возрастает и при скоростях резания
свыше 70 м/мин коэфф. трения падает, нарост
не удержив. на пов-ти резца.
.Влияние
скорости резания.
В процессе рез. различают 3 зоны 1.1
V≤5м/мин
При этих скоростях происходит физ.- мех
процессы, вызывающие упрочнение пов-ти,
падение пластичности слоя, не
значительное повышение t,
миним. шероховатость. 1.2 V≤40м/мин
При этих скоростях в рез-те пластич.
деформации выдел. больше тепла под
действием усилий и высокой t
увеличивается коэффиц. трения. При этом
слои металла привариваются к передней
и отчасти задн. пов-ти резца, образуя
нарост. При дальнейш. повыш. скорости t
возрастает и при скоростях резания
свыше 70 м/мин коэфф. трения падает, нарост
не удержив. на пов-ти резца.
При обработке сталей нарост наиболее велик и устойчив при скоростях рез. 20…40 м/мин
2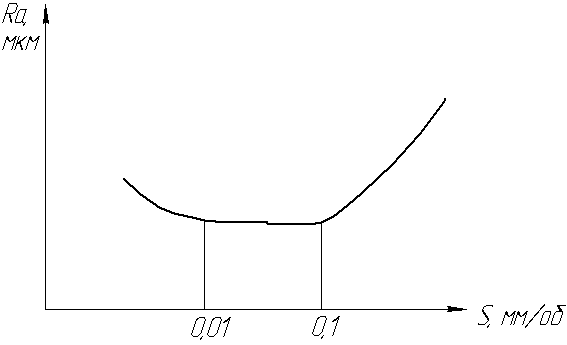 .Подача.
В зоне малых подач S=0,01…0,1
мм/об изменение подачи практич. не влияет
на шерохов. пов-ти. При подач. S<0,01
мм/об высота микронеровностей возрастает
(влияют упругие деформации технолог.
системы (отсуствие пост. контакта реж.
лезвия с обраб. пов-тью)). При подачах
свыше 0,1 шероховатость возрастает.
.Подача.
В зоне малых подач S=0,01…0,1
мм/об изменение подачи практич. не влияет
на шерохов. пов-ти. При подач. S<0,01
мм/об высота микронеровностей возрастает
(влияют упругие деформации технолог.
системы (отсуствие пост. контакта реж.
лезвия с обраб. пов-тью)). При подачах
свыше 0,1 шероховатость возрастает.
3. Глубина резания. Влияние глубины рез. на шероховатость пов-ти можно не учитывать. Однако, при малых глубинах 0,02…0,03 мм. шероховатость возрастает. Это связано с нестабильностью процесса резания.
4. Влияние СОЖ. СОЖ позволяет облегчить процесс стружкообраз., уменьшить трение и пластическое деформирование. Эффективность примен. СОЖ ухудшается с увелич. скорости рез. Это связано с десорбиров. (десорбция – адсорбируемые частицы покидают пов-ть адсорбента).СОЖ при выс. V.
5. Влияние износа реж. инструмента. При рез. продукты износа реж. инструмента переносятся на обрабатыв. пов-ть.Это явление вызывается силами молекулярного взаимодействия между материалом заг-ки и инструмента. Перенос продуктов износа отриц. явл., т.к. при этом возник. шерохов., образуются концентраторы напряжения, возможен повышенный износ пов-ти сопряж. детали.
6. Геометрия реж. инстр-та. Измен. переднего угла γ от 0 до 20º не значит. влияет на шерохов., т.к. величина этого угла на участке передней реж. кромки изменяется мало. Обр-ка инструмен-ом с отриц. передним углом способств. сниж. шерохов. в связи с ростом пластич. деформации обр. пов-ти. Задний угол α оказыв. влияние на шерохов. пов-ти при затуплении инстр-та, уменьшается его величина и возрастает трение между задней пов-тью инструмента и обраб. пов-тью. Уменьш-е вспомогат-ых углов и рост радиуса закругления реж. кромки способств. увелич. пластич. деформации материала поверхн-ого слоя и сниж. шероховатости
16 Базирование и базы в машиностроении. Классификация баз. Основные принципы и правила базирования.
При установке деталей для обработки на станках различают следующие поверхности:
обрабатываемые поверхности, с которых режущими инструментами снимается слой металла (или подвергающиеся воздействию другого рабочего инструмента);
поверхности базы, определяющие положение детали при обработке;
поверхности, воспринимающие зажимные силы;
поверхности, от которых измеряют выдерживаемые размеры;
необрабатываемые поверхности.
Базами могут служить поверхности, линии, точки и их совокупности.
В технологии машиностроения различают базы технологические, сборочные и конструкторские.
Технологические базы подразделяются на установочные и измерительные.
- Устaновочными базами называют такие поверхности детали, которыми она устанавливается для обработки в определенном; положении относительно станка (или приспособления) и режущего или другого рабочего инструмента.
Установочными базами могут служить плоские поверхности, наружные и внутренние цилиндрические поверхности, торцовые поверхности с отверстиями, поверхности отверстий, поверхности центровых гнезд, конические, криволинейные поверхности (например, поверхности зубьев зубчатых колес, резьбы) и др.
В качестве установочных баз могут служить обработанные и необработанные поверхности. Необработанные поверхности можно принимать в качестве баз при начальных операциях обработки — они называются черновыми базами. Обработанные поверхности, которые служат базами для последующих операций, называются чистовыми базами. Черновые базы должны быть по возможности ровными и гладкими, без поверхностных дефектов.
Установочная база может быть основной или вспомогательной.
Основной установочной базой называется поверхность детали, которая служит для установки детали при обработке и сопряжения c другой, деталью, совместно работающей в собранной машине, оказывает влияние на работу данной детали в машине.
Вспомогательной установочной базой называется поверхность детали, которая служит только для ее установки при обработке, не сопрягается с другой деталью, совместно работающей в собранной машине, и не оказывает влияния на работу данной детали в машине.
Измерительной базой называют поверхность, от которой при измерении производится непосредственный отсчет размеров.
Сборочной базой называют поверхность (или совокупность поверхностей, линий, точек), которая определяет положение данной детали относительно других деталей в собранном узле или в машине.
Конструкторской базой называют совокупность поверхностей линий, точек, от которых задаются размеры и положение других деталей при разработке конструкции. Конструктивная база может быть реальной, если она представляет собой материальную поверхность, или геометрической, если она является осевой геометрической линией.
Наибольшей точности обработки детали можно достигнуть в том случае, когда весь процесс обработки ведется от одной базы с одной установкой, так как ввиду возможных смещений при каждой новой установке вносится ошибка во взаимное расположение осей поверхностей. Так как в большинстве случаев невозможно полностью обработать деталь на одном станке и приходится вести обработку на других станках, то в целях достижения наибольшей точности необходимо все дальнейшие установки детали на данном или другом станке производить по возможности на одной и той же базе.
Принцип постоянства базы состоит в том, что для выполнения всех операций обработки детали используют одну и ту же базу.
При выборе баз различного назначения надо стремиться использовать одну и ту же поверхность в качестве различных баз, так как это тоже способствует повышению точности обработки.
В этом отношении целесообразно в качестве измерительной базы использовать установочную базу, если это возможно; еще более высокой точности обработки можно достигнуть, если сборочная база является одновременно установочной и измерительной. В этом и заключается принцип совмещения баз.
Правило шести точек — каждое тело должно базироваться на 6-ти неподвижных точках, при этом тело лишается всех 6-ти степеней свободы. (три поступательных перемещения вдоль осей, и три вращательных движения вокруг осей).