

6.4 Обработка конусов при помощи конусной (копирной) линейки
П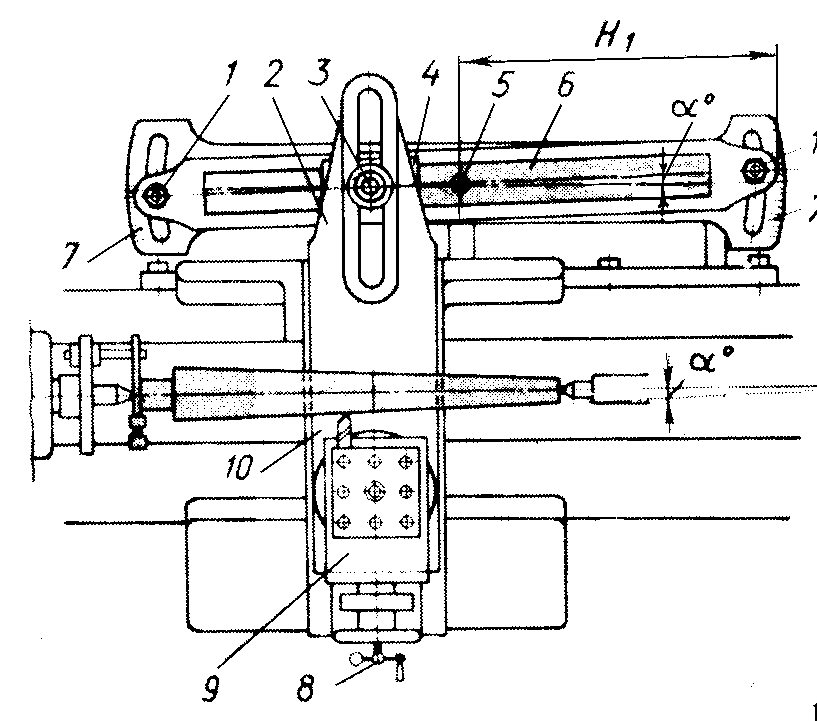 ри
изготовлении больших партий деталей
конические поверхности целесообразно
обрабатывать при помощи конусной или
копирной линейки (рис. 15).
Конусная линейка
6
располагается на плите,
закрепленной на кронштейне сзади станка,
и может поворачиваться на некоторый
угол, который отсчитывают по угловой
шкале 7.
Поперечные
салазки 10 отсоединяют от своего винта
и специальной тягой 2, гайкой 3 и ползуном
4 присоединяют к конусной линейке. При
продольной подаче поперечные салазки
суппорта под действием линейки смещаются
в поперечном направлении. Резец движется
под углом к оси заготовки, совершая
одновременно продольное и поперечное
движения, и обрабатывает коническую
поверхность. Резец подаётся на требуемую
глубину резания вращением рукоятки 8
винта верхних салазок, разворачиваемых
на 90о
от обычного положения.
ри
изготовлении больших партий деталей
конические поверхности целесообразно
обрабатывать при помощи конусной или
копирной линейки (рис. 15).
Конусная линейка
6
располагается на плите,
закрепленной на кронштейне сзади станка,
и может поворачиваться на некоторый
угол, который отсчитывают по угловой
шкале 7.
Поперечные
салазки 10 отсоединяют от своего винта
и специальной тягой 2, гайкой 3 и ползуном
4 присоединяют к конусной линейке. При
продольной подаче поперечные салазки
суппорта под действием линейки смещаются
в поперечном направлении. Резец движется
под углом к оси заготовки, совершая
одновременно продольное и поперечное
движения, и обрабатывает коническую
поверхность. Резец подаётся на требуемую
глубину резания вращением рукоятки 8
винта верхних салазок, разворачиваемых
на 90о
от обычного положения.
Рис.15. Обтачивание конических поверхностей
с помощью конусной линейки.
7 Порядок выполнения практической части работы. Оформление отчёта
Каждый студент выполняет работу индивидуально или в составе бригады из двух-трёх человек. После изучения теоретической части (разделы 1-6):
1) Непосредственно на станке каждая бригада студентов изучает органы управления станком и производит его настройку (без включения) на минимальные, максимальные и указанные преподавателем частоты вращения шпинделя и подачи.
2) В присутствии преподавателя (лаборанта) станок включается и производится:
а) включение вращения шпинделя в прямом и обратном направлении;
б) включение подачи суппорта во всех направлениях;
в) включение быстрого перемещения суппорта во всех направлениях;
г) соединение задней бабки и суппорта замком и включение механического перемещения задней бабки;
д) включение винторезной подачи;
3) Выполняются четыре индивидуальных задания и составляется отчёт по работе.
А. Задания:
Задание №1. Записать основные узлы станка.
Задание №2. Составить уравнение кинематического баланса цепи главного движения, обеспечивающей частоту вращения шпинделя ____ об/мин.
Задание №3. Составить уравнение кинематического баланса цепи подачи, обеспечивающей ____________ подачу ____ мм/об.
Задание №4. Произвести расчёт настройки и наладки на обработку со скоростью резания vр=___ м/мин и подачей Sр=___ мм/об конуса детали по рис. 16,__, имеющей размеры (мм): D=___, d=___, L=___, l=___.
Конкретные (числовые) данные для заданий №№ 2,3,4 студент выбирает из соответствующих граф табл. 3 по назначенному преподавателем номеру варианта.
Таблица 3
|
Задание |
№2 |
№3 |
№4 | ||||||
|
№ варианта |
Частота вращения шпинделя об/мин |
Подача, мм/об (поперечная, винторезная) |
Деталь, её размеры и расчётные режимы резания для обработки детали | ||||||
|
Эскиз - рис.16 |
D, мм |
d, мм |
L, мм |
l, мм |
vр, м/мин |
Sр, мм/об | |||
|
1 |
16 |
Sп=1,04 |
а |
110 |
80 |
90 |
70 |
80 |
0,15 |
|
2 |
20 |
Sп=0,87 |
а |
50 |
35 |
60 |
40 |
45 |
0,2 |
|
3 |
25 |
Sп=0,78 |
а |
55 |
40 |
210 |
110 |
50 |
0,25 |
|
4 |
31,5 |
Sвинт=16 |
б |
90 |
60 |
125 |
95 |
75 |
0,3 |
|
5 |
40 |
Sп=0,61 |
а |
75 |
65 |
195 |
95 |
100 |
0,35 |
|
6 |
50 |
Sп=0,52 |
а |
105 |
85 |
175 |
120 |
95 |
0,4 |
|
7 |
63 |
Sвинт=10 |
б |
60 |
55 |
240 |
180 |
60 |
0,15 |
|
8 |
80 |
Sп=0,07 |
б |
65 |
40 |
110 |
80 |
65 |
0,2 |
|
9 |
100 |
Sп=0,075 |
а |
45 |
35 |
200 |
155 |
40 |
0,25 |
|
10 |
125 |
Sвинт=1 |
б |
85 |
70 |
155 |
100 |
85 |
0,3 |
|
11 |
160 |
Sп=0,085 |
б |
65 |
55 |
180 |
150 |
70 |
0,35 |
|
12 |
200 |
Sп=0,11 |
б |
50 |
45 |
200 |
140 |
55 |
0,4 |
|
13 |
250 |
Sвинт=5 |
а |
100 |
80 |
90 |
70 |
90 |
0,15 |
|
14 |
315 |
Sп=0,12 |
а |
45 |
35 |
60 |
40 |
50 |
0,2 |
|
15 |
400 |
Sп=0,13 |
а |
60 |
40 |
210 |
110 |
70 |
0,25 |
|
16 |
500 |
Sвинт=20 |
б |
80 |
60 |
125 |
95 |
85 |
0,3 |
|
17 |
630 - зуш |
Sп=0,195 |
б |
75 |
65 |
195 |
125 |
90 |
0,35 |
|
18 |
630 - напр |
Sп=0,15 |
а |
100 |
85 |
175 |
120 |
95 |
0,4 |
|
19 |
800 |
Sвинт=3 |
а |
65 |
55 |
240 |
180 |
70 |
0,15 |
|
20 |
1000 |
Sп=0,15 |
б |
60 |
40 |
110 |
80 |
75 |
0,2 |
|
21 |
1250 |
Sп=0,24 |
а |
55 |
35 |
200 |
155 |
60 |
0,25 |
|
22 |
1600 |
Sвинт=24 |
б |
95 |
70 |
155 |
100 |
100 |
0,3 |
|
23 |
2000 |
Sп=0,26 |
б |
85 |
60 |
180 |
150 |
80 |
0,35 |
|
24 |
12,5 |
Sп=0,28 |
б |
70 |
50 |
200 |
140 |
85 |
0,4 |
Пояснения по выполнению заданий приводятся ниже.
Б. Отчёт составляется на отдельных листах или в тетради. В верхней части первого листа записывается:
-------------------------------------------------------------------------------------------------------------
-
ТулГУ
Студент___________________ Группа__________
Кафедра АСС
Дата_____________ Проверил ________________
Лабораторная работа №3
Настройка и наладка токарно-винторезного станка модели 1К62
Далее записывается текст задания (без слов "Задание №", "Записать", "Составить", "Произвести") и его выполнение. Задания №№ 2-4 записываются с данными из табл. 3. Эскиз детали в задании №4 не зарисовывается.
В. Пояснения по выполнению заданий
Уравнения кинематического баланса по заданиям №2 и №3 записываются без сокращений, полностью. Просчитываются и записываются к отчёт фактические значения частоты вращения шпинделя и подачи.
конкретная деталь (рис. 16,а или 16,б) для расчёта настройки и наладки на точение конической поверхности указана соответствующей буквой (а или б) в первой графе задания №4 табл. 3.
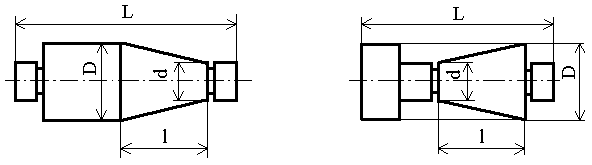
а) б)
Рис. 16. Эскизы обрабатываемых деталей
При выполнении этого задания считать, что заготовка имеет диаметр D. Проведение обработки должно вестись способом смещения задней бабки. Порядок расчёта настройки и наладки следующий:
а) определить конусность k и угол уклона конуса α;
б) определить величину смещения Н корпуса задней бабки; указать, в какую сторону должен быть смещён корпус;
в) выбрать, каким способом будет контролироваться смещение корпуса задней бабки, и выполнить упрощенно соответствующий эскиз;
г) выбрать требуемую частоту вращения шпинделя, для чего:
- определить по заданной расчётной скорости резания vр расчетную частоту вращения nр: nр=1000 vр /(d);
- выбрать ближайшую к nр частоту вращения шпинделя nj (j=1-23) из обеспечиваемых в станке мод. 1К62; должно быть nj ≤ nр, но можно принять и nj > nр, если это превышение не превосходит 5-10 % ;
- записать уравнение кинематического баланса цепи главного движения (без сокращений), обеспечивающей частоту вращения шпинделя nj и определить фактическое значение этой частоты n;
- определить скорость резания v, которая будет обеспечиваться при частоте n:
v=π·d·n/1000;
д) выбрать ближайшую к заданной расчётной Sр продольную подачу из числа обеспечиваемых станком; записать уравнение кинематического баланса цепи (без сокращений), обеспечивающей такую подачу и определить фактическое значение подачи S. В обязательном порядке необходимо удостовериться, что требуемая подача осуществима при выбранной частоте вращения шпинделя.
4) Подготавливаются (устно) ответы на контрольные вопросы и работа защищается перед преподавателем.