

3.4 Приспособления к токарным станкам
На переднем конце шпинделя устанавливаются патроны, планшайбы и другие приспособления.
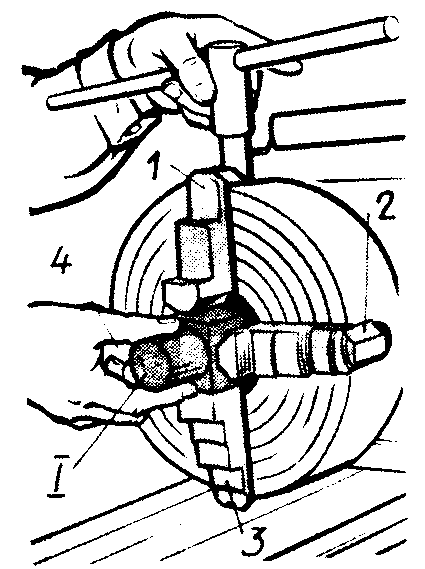
Для крепления заготовок с зажимаемыми поверхностями цилиндрической формы применяются самоцентрирующие трёхкулачковые патроны (рис. 2,а). С помощью специального ключа три кулачка патрона одновременно сводят к центру (или разводят), обеспечивая совпадение оси заготовки 1 с осью вращения шпинделя.
Громоздкие несимметричные заготовки крепят в несамоцентрирующих четырёхкулачковых патронах (рис.2,б), называемых универсальными планшайбами. Кулачки 1, 2, 3, 4 планшайбы имеют возможность радиального независимого перемещения.
Примечание.
Во избежание травматизма нельзя оставлять ключ в патроне.
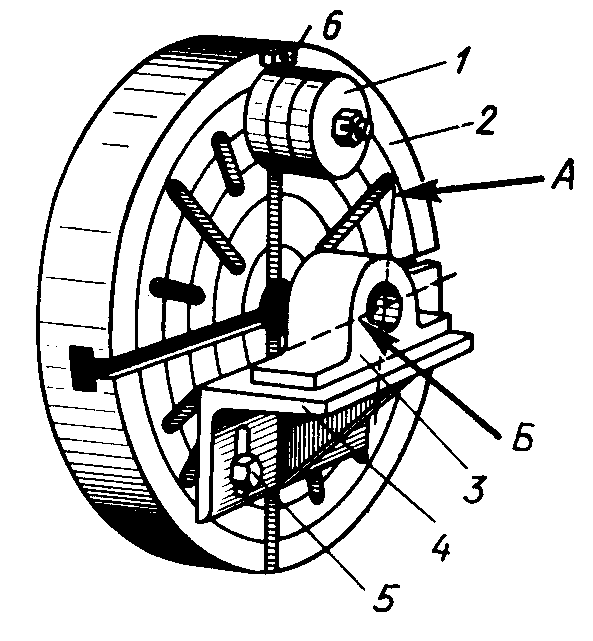
Заготовки сложной формы, например, рычаги, корпусные детали, закрепляются на планшайбах без кулачков с помощью прихватов, подкладок, угольников и болтов (рис. 2,в). Для устранения дисбаланса и уменьшения возможности возникновения вибраций на планшайбе закрепляют противовес 1.
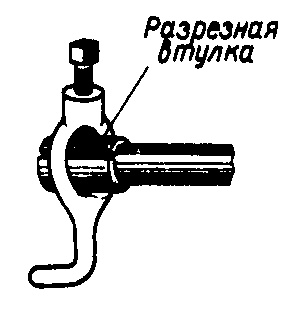
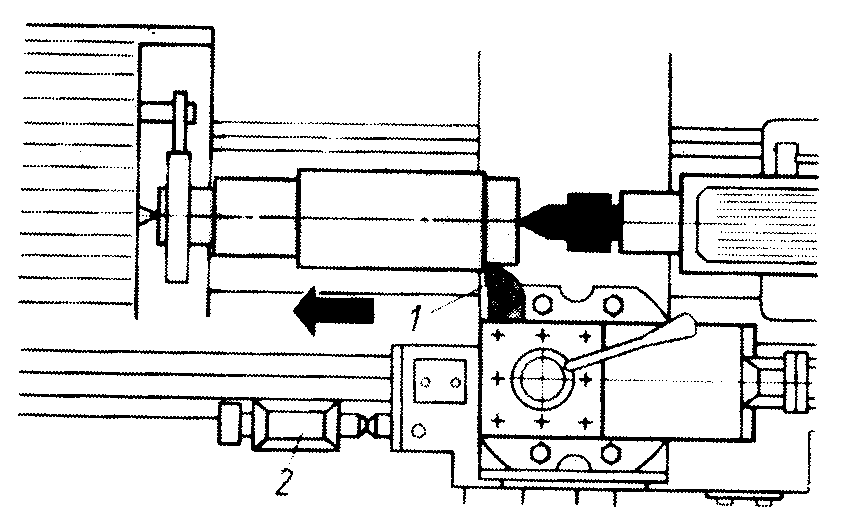
Заготовкам, установленным в центрах, вращение передается с помощью поводковых устройств, простейшим из которых является токарный хомутик (рис. 2,г), закрепляемый на заготовке. Отогнутая часть хомутика вводится в радиальную прорезь

 а)
б)
а)
б)
 в)
в)

 г)
г)
 д) е)
д) е)
Рис. 2. Приспособления для закрепления детали на станке
планшайбы, закрепляемой на шпинделе. В результате, вращаясь со шпинделем, планшайба увлекает за собой хомутик, а вместе с ним и заготовку.
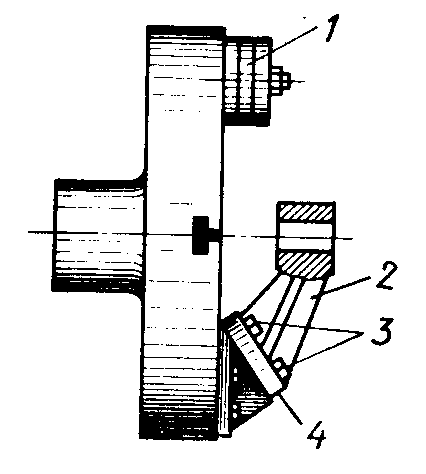
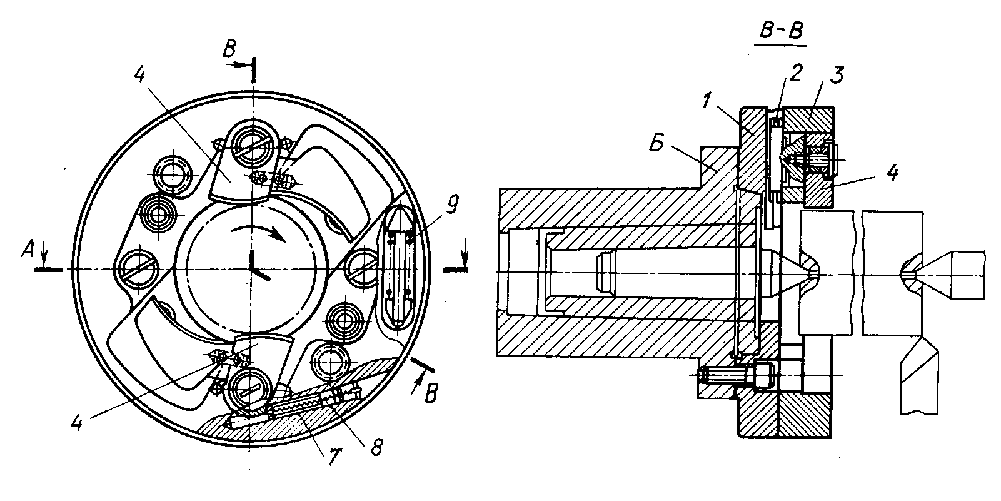
Заготовкам, установленным в центрах, вращение может передаваться самозажимными поводковыми патронами (рис. 2,д). При включении вращения шпинделя кулачки 4, поворачиваясь относительно своих осей , захватывают заготовку рифленой рабочей поверхностью и вращают её.
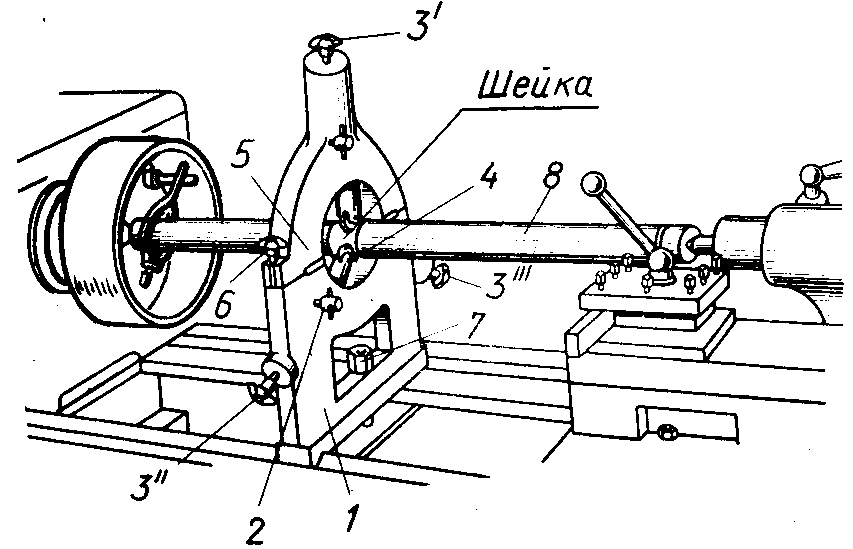
Нежёсткие заготовки для уменьшения деформаций поддерживаются с помощью люнетов 1 (рис. 2,е).
3.5 Понятия о настройке и наладке станка
С целью подготовки станка для выполнения требуемой работы производят настройку и наладку его.
Настройка (или кинематическая настройка) станка состоит в его кинематической подготовке для выполнения обработки заготовки в соответствии с выбранными или заданными режимами резания. Для этого настраивают кинематические цепи станка, изменяя передаточные отношения их настроечных органов.
Наладка станка состоит в правильной установке и закреплении режущего инструмента, в установке и закреплении обрабатываемой заготовки, в смазке станка перед его пуском, в подводе смазочно-охлаждающей жидкости и в выполнении других подготовительных операций.
4 Кинематика станка (рис. 3)
В станке обеспечиваются следующие рабочие движения
формообразующие:
- главное движение (движение резания) – вращение шпинделя с обрабатываемой заготовкой,
- подачи – перемещение суппорта с инструментом в продольном и поперечном направлениях* с настраиваемой посредством коробки подач скоростью;
установочные:
- быстрые перемещения суппорта в продольном и поперечном направлениях от отдельного привода,
- ручные перемещения суппорта в продольном и поперечном направлениях и пиноли задней бабки;
перемещение вручную верхних салазок суппорта параллельно оси вращения шпинделя и под любым углом к ней. Это движение может быть и формообразующим (подачей, если при этом производится обработка детали), и установочным.