

5. Металлургические основы сварки плавлением
В процессе сварки, при местном воздействии источника тепла на основном металле образуется расплавленный участок, называемый сварочной ванной. Различают сварочные ванны двух типов:
1) образующиеся при естественном охлаждении и формировании шва;
2) образующиеся при использовании искусственного охлаждения и принудительного формирования шва.
УСЛОВИЯ ПЛАВЛЕНИЯ МЕТАЛЛА
И СУЩЕСТВОВАНИЯ ЕГО В ЖИДКОМ СОСТОЯНИИ
Формирование шва при естественном охлаждении.
При ручной дуговой сваркешов формируется из расплавленного металла стенками, образованными слоями нерасплавленного основного металла.
При автоматической сварке дуга и ванна закрыты слоем флюса. Расплавленный слой флюса
образует своеобразную полость - пузырь, охватывающую зону сварки. При этомсварной шов также формируется из расплавленного металла стенками, образованными слоями нерасплавленного основного металла
Для сварочной ванны этого типа характерны эллипсовидные очертания с различной степенью вытянутости вдоль продольной оси.
Расплавленный металл, находящийся в ванне в начальный период ее существования, частично оттеснен дутьем дуги от передней ее стенки к задней, вследствие чего образуется углубление, называемое кратером. По мере удаления источника тепла кратер заполняется жидким металлом.
Сварочная ванна перемещается в направлении сварки.
Основными размерами сварочной ванны можно считать ее длину L, ширину b и величину заглубления h в основной металл. В табл. 30 приведены некоторые характеристики ванны при ручной и автоматической дуговой электросварке.
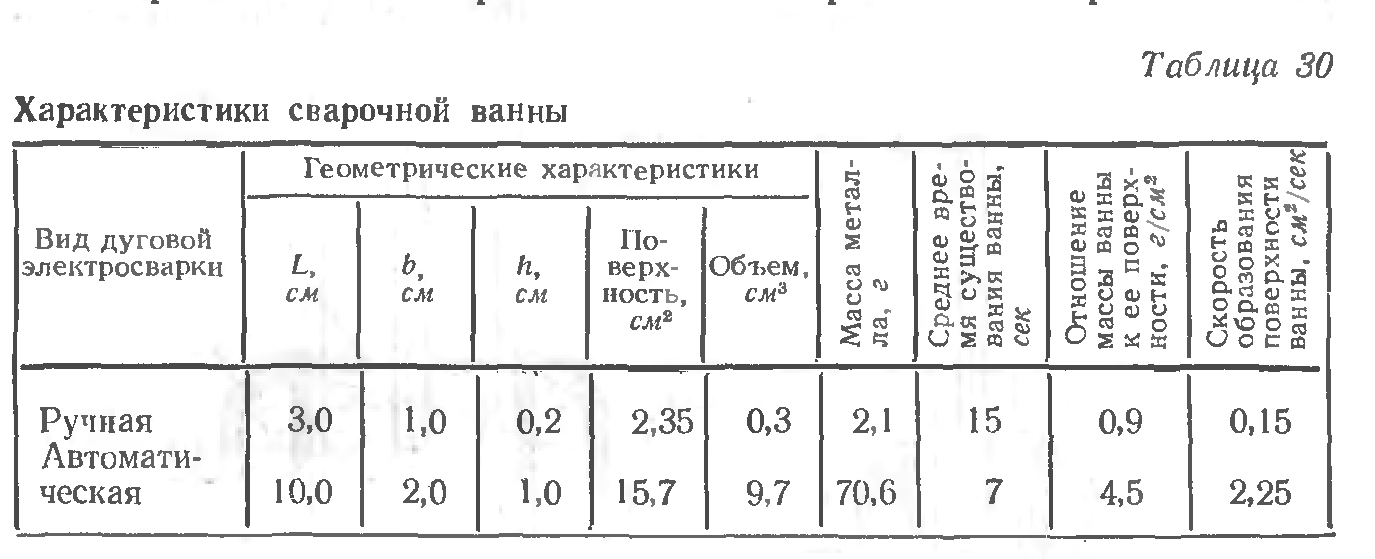
Согласно расчетным моделям Н.Н.Рыкалина для боковых и нижних границ оплавления термический цикл одинаков, а поверхность оплавления – полуцилиндр.
Оптимальные значения коэффициента формы шва (отношение ширины шва к глубине проплавления) равны 0,8…4,4.
Для различных участков ванны время пребывания металла в жидком состоянии различно.Наиболее долго в расплавленном виде находятся объемы металла, расположенные на продольной оси ванны, тогда как у ее краев металл кристаллизуется сразу же после расплавления.Но при этом необходимо учитывать, чтожидкий металл в центральной зоне ванны подвергается интенсивному перемешиванию.
Распределение температуры по объему сварочной ванны также неравномерно, особенно при дуговой сварке. Калориметрическими замерами установлено, что средняя температура
ванны при автоматической дуговой сварке малоуглеродистой стали составляет ~1800° С.
На рис. 103 показано распределение температуры вдоль оси сварочной ванны.
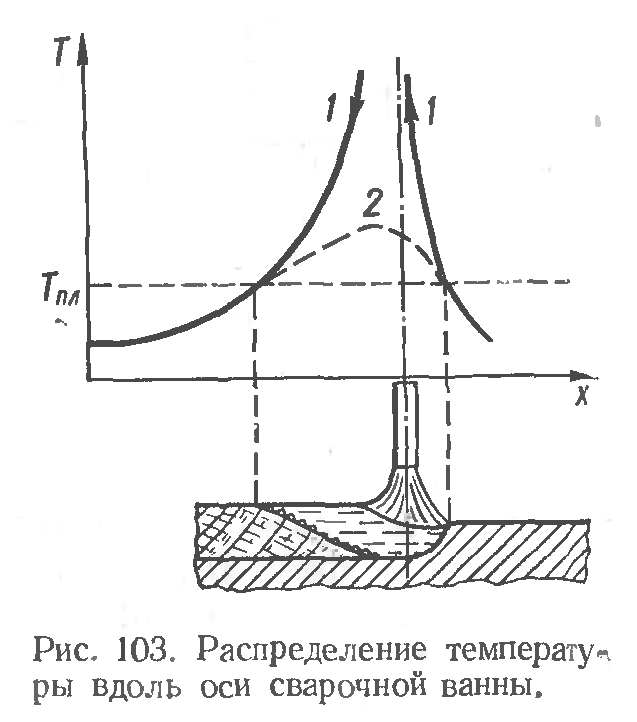
Передний участок ванны, который находится под непосредственным воздействием дуги (кривая 1), нагрет значительно выше температуры плавления металла, в то время как периферийные участки и задняя часть ее имеют температуру, близкую к точке плавления.
Если считать, что для стальных электродов средняя температура капель, падающих в сварочную ванну, составляет 2200—2300° С,томаксимальная температура металла переднего участка ванны, очевидно, будет примерно такой же.
Температура ванны при газовой ацетилено-кислородной сварке(кривая2) более выровнена и в поверхностных слоях ванны достигаетмаксимального значения — 1600° С.
Формирование шва при принудительном охлаждении.
Сварочная ванна второго типа (рис. 104) образуется при электрошлаковой сварке (б) с принудительным формированием шва (стрелка показывает направление сварки).
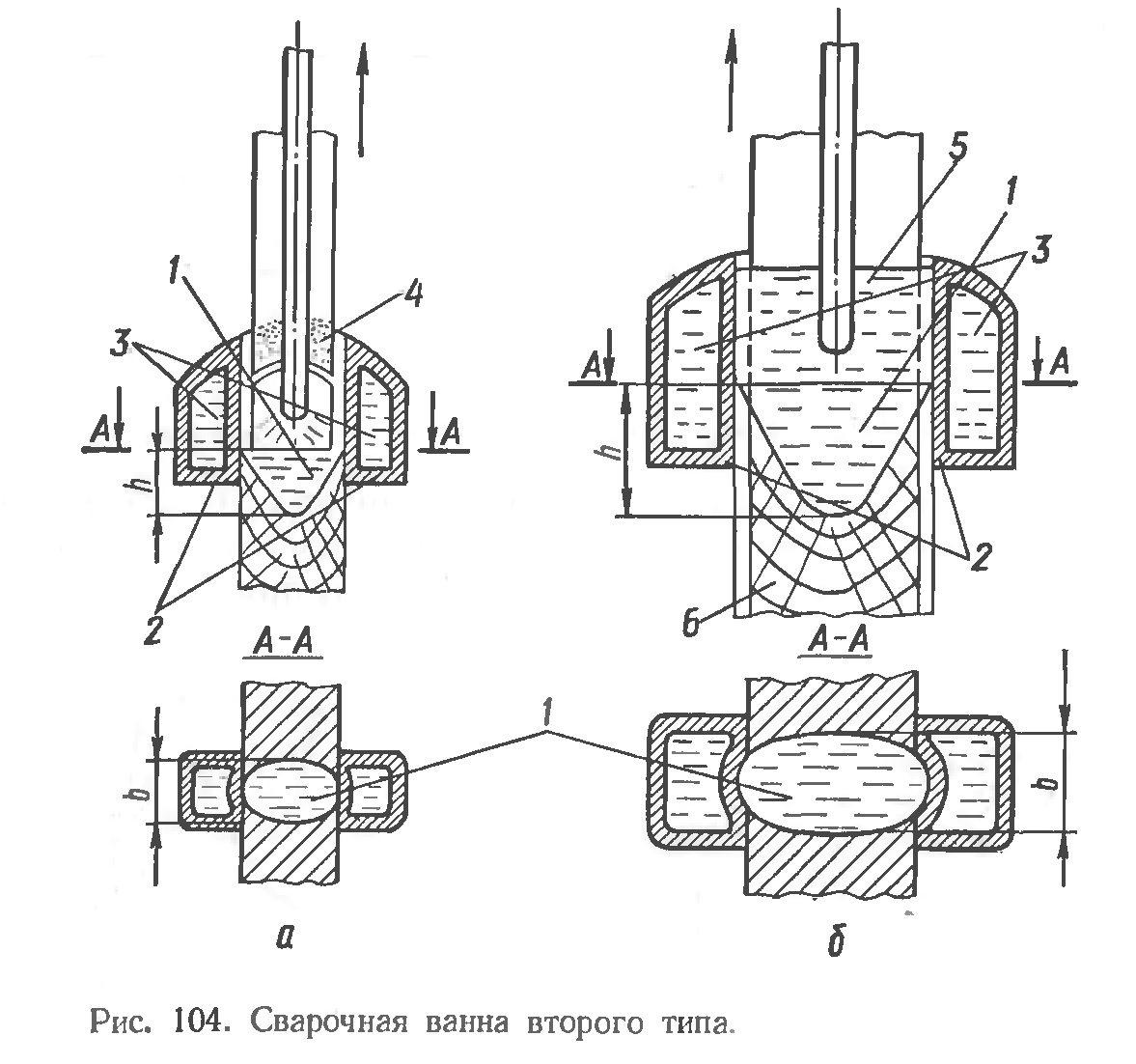
Такая ванна заключена между свариваемыми кромками основного металла и охлаждающими стенками медных ползунов 2, формирующих внешние поверхности шва 6. Искусственное водяное охлаждение3 ванны придает ейчашеобразнуюсимметричную форму и весьмасущественно влияет на процессы первичной кристаллизации жидкого металла.
В отличие от ванны первого типа, здесь верхняя часть ванны в процессе ее перемещения все время находится в жидком состоянии, что создает благоприятные условия для наиболее полного удаления из металла шлаковых включений и газов.
Основные размеры такой ванны — ее глубина h и ширинаb. В зависимости от примененного режима эти параметры существенно изменяются.
Кроме отмеченных общих черт, ванны второго типа при шлаковом и дуговом процессах имеют и отличительные особенности. Так, в условиях шлакового процесса:
1) ванна имеет значительно больший объем и, следовательно, металл ванны дольше находится в расплавленном состоянии;
2) температура металла ванны в различных ее участках почти одинакова и близка к температуре плавления металла;
3) поверхность ванны полностью изолирована от непосредственного контакта с газовой фазой, так как над ванной расположен значительный слой жидкого шлака 5.
ГАЗОВАЯ ФАЗА В ЗОНЕ СВАРКИ ПЛАВЛЕНИЕМ
При увеличении тока возникает струйное течение плазмы со скоростями, которые значительно превышают скорости, обусловленные естественной конвекцией. Течение плазмы в таких сильноточных дугах направлено обычно от стержневого катода к плоскому аноду и называется катодной струей.
Носители заряда перемещаются от одного электрода до другого. Газовый поток входит в зону W-дуги в районе катода и уходит в радиальном направлении вблизи анода (рис 2.29), фактически сопровождает поток электрических зарядов.

При сварке плавлением жидкий металл активно взаимодействует с расплавленным шлаком и окружающей газовой средой. Физико-химические процессы, протекающие в газовой среде, оказывают большое влияние на качество сварки.
К числу важнейших процессов относятся:
диссоциация газов, и их растворение в жидком металле,
различные химические реакции в самой газовой среде и при ее взаимодействии с металлом.
Диссоциация газов.
Высокая температура в зоне сварки создает условия для диссоциации многоатомных газов. Эти процессы сопровождаются поглощением тепла, т. е. являются эндотермическими.
Диссоциацию простых двухатомных газов— водорода, кислорода и азота — можно выразить следующими уравнениями:
2Н ↔ Н2+ 103,8ккал/моль;
20 ↔ О2+ 118,2ккал/моль;
2N ↔ N2+ 170,2 ккал/моль.
Отсюда видно, что энергия, затрачиваемая на диссоциацию молекулы азота, наиболее высока и потому молекула его — самая прочная.
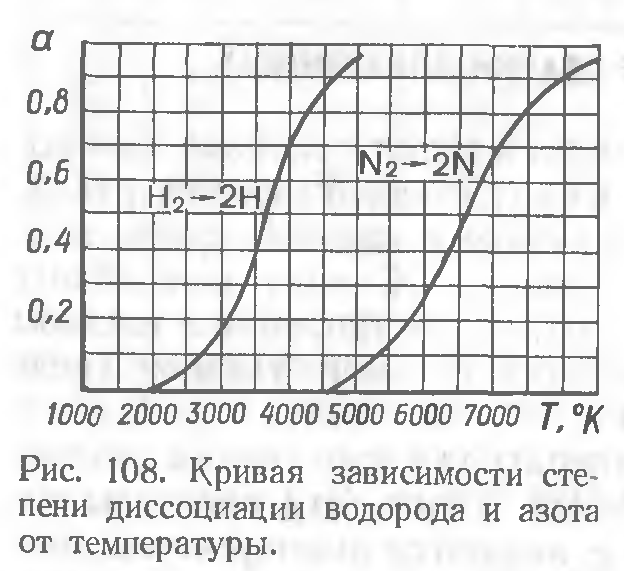
В одинаковых условиях азот диссоциирует меньше, чем кислород и водород.
Если принять, что температура столба дуги составляет в среднем 5000 °К, то для водорода
доля диссоциированных молекул достигнет 0,96, а для молекул азота - 0,038 (рис. 108).
Диссоциация двухатомных газов в зоне сварки имеет большое значение, поскольку:
1) в атомарном состоянии газы приобретают высокую химическую активность и легко взаимодействуют с расплавленным металлом капель и сварочной ванны;
2) параллельно с диссоциацией газов, протекающей в зоне высоких температур с поглощением тепла, вблизи сварочной ванны, где температура значительно ниже, идет обратный процесс образования молекул из атомов, сопровождающийся выделением тепла.
Благодаря этим двум процессам осуществляется своеобразное регулирование теплового состояния в зоне сварки — перенос тепла от участка высоких температур дуги к жидкому металлу ванны.
Аналогично протекает диссоциация трехатомных газов, из которых в сварочных процессах обычно участвуют парыводы и углекислый газ.
Водяной пар диссоциирует по уравнению
2Н2 + 02= 2Н20 + 115,6 ккал/моль.
Диссоциация водяных паров в зависимости от условий протекания реакции может создать для жидкого металла окислительную или восстановительную атмосферу.
С увеличением температуры степень диссоциации водяных паров увеличивается и при 5000 °К приближается к единице.
Углекислый газ при высоких температурах имеет аналогичный характер взаимодействия с металлом при сварке.
Задаваясь температурами, расчетным путем можно определить соответствующий им состав газов. На рис. 109, а приведен результат таких расчетов для интервала 1800—4000 ºК.
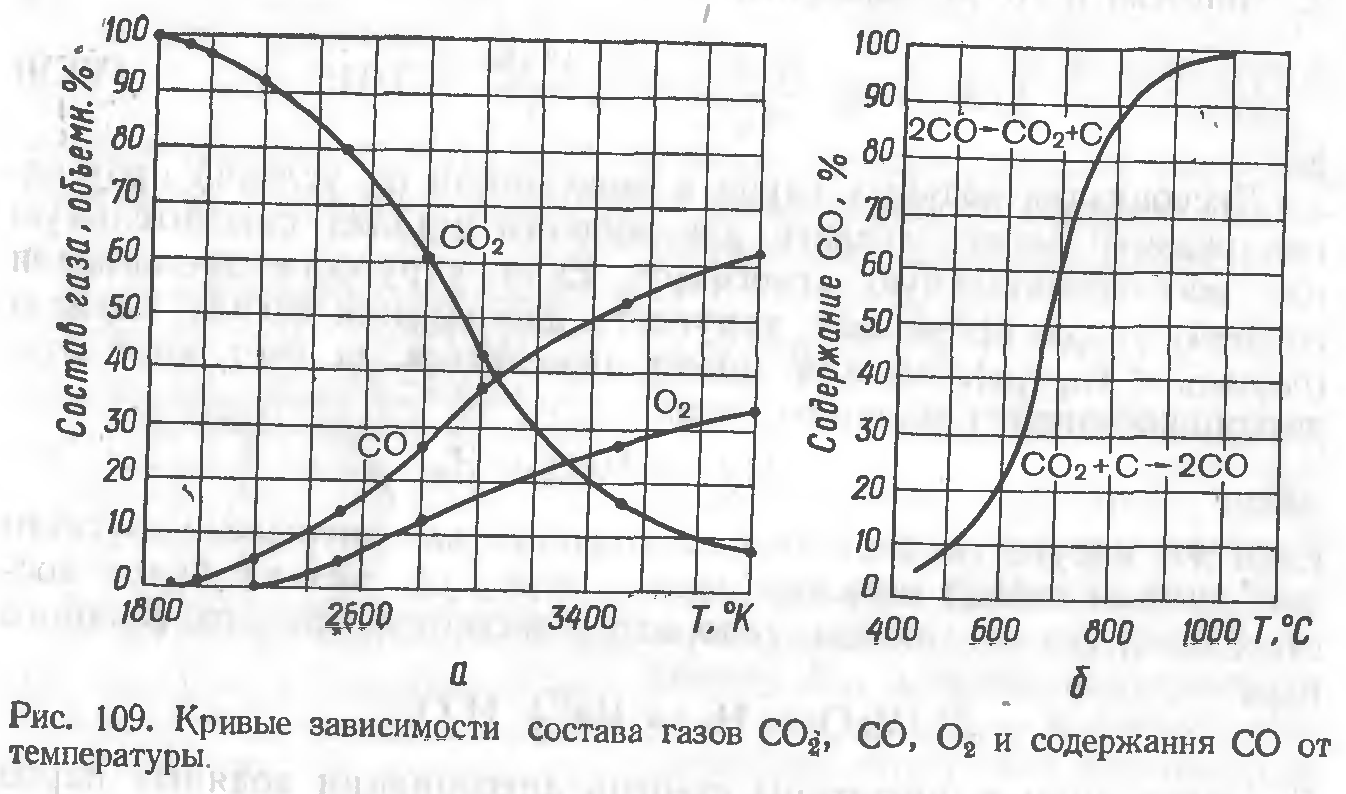
Согласно расчетам в области температур более 4000 °К углекислый газ почти полностью диссоциирован, а вблизи поверхности сварочной ванны (при температуре 1800—2000 °К) диссоциация его незначительна.
Образование эндотермических соединений.
Насыщение расплавленного металла газами происходит как в каплях, так и в сварочной ванне.
В ванне эти процессы протекают менее интенсивно, чем в каплях, по двум причинам:
1) температура ванны нижетемпературы капель;
2) для ванны отношение поверхности реакции к объемузначительно меньше, чем для капель.
При этом, если газ находится в атомарном состоянии, то его растворимость в металле непосредственно следует закону Генри (пропорциональна давлению газа), арастворимость двухатомных газов, находящихся в молекулярном состоянии, подчиняется закону Сивертса (пропорциональна корню квадратному из давления газа).
Для большинства металлов количество растворяющегося газа зависит от температуры:
с увеличением температуры металла повышается и растворимость газа в нем, причем в каплях эта растворимость может достигать значительной величины.
Однако нельзя забывать, что при температурах, близких к температуре кипения металла, растворимость газа заметно падает и в момент кипения становится равной нулю.
Механизм растворения газов в жидком металле слагается из отдельных, протекающих последовательно стадий:
1) адсорбции атомов газа поверхностью металла;
2) взаимодействия адсорбированного газа в поверхностном слое с металлом — образования растворов и химических соединений (обычно эти процессы называются хемосорбцией);
3) отвода продуктов хемосорбции в глубь жидкого металла.
Процессы адсорбции и хемосорбции протекают с очень большими скоростями, практически мгновенно.
Скорости отводапродуктов хемосорбциив глубь металла меньшие. В отводе продуктов хемосорбции в глубь металла большую роль играетмеханическое перемешивание жидкого металла, протекающее часто с бурным выделением газов.
……………………………………………………………………………………………………………………………………………………………………………………………………………………….
Влияние газов на свойства стали.
Влияние кислорода на свойства стали.
Кислород находится во многих металлах, в том числе и в железе, в форме раствора или в виде химического соединения.
Химические соединения
Железо с кислородом образует три оксида ():

Из этих трех оксидов только закись железа FeO растворима в железе и поэтому наиболее сильно влияет на его свойства.
Остальные оксиды в железе не растворяются, могут в нем присутствовать только в виде отдельных включений, легко разлагаются при высоких температурах или уводятся в шлак.
Растворение
Установлено, что при температуре плавления железапредельная растворимостькислорода в железе составляет 0,16%, апри комнатной температуре— тысячные доли процента.
При комнатной температуре (эксплуатационные условия) кислород находится в железе как в твердом растворе ά-Fe (раствор), так и в виде включений типа Fe304 (химическая связь).
Наличие кислорода в стали ухудшает все свойства металла(рис. 111):пределы прочности и текучести, относительное удлинение и ударная вязкость с увеличением содержания кислорода резко падают, причем особенно значительно снижается ударная вязкость.

Наряду с этим, при увеличении содержания кислорода в стали: