

Лабораторная работа № 5 определение шероховатости обработанной поверхности
Цель работы: приобретение навыков аналитического исследования шероховатости; исследование влияния режимов резания на шероховатость обработанной поверхности.
Оборудование, приспособления, инструмент, материалы:
1. Токарно-винторезный станок 1К62.
2. Профилограф-профилометр, модель 201.
3. Заготовка из стали 45.
4. Проходной резец с режущей пластиной из твердого сплава Т15К6.
5. Штангенциркуль ШЦ 0-125-0,1 ГОСТ 166-89
Краткие теоретические сведения
На эксплуатационные свойства деталей машин таких, как износостойкость, усталостная прочность, коррозионная стойкость, стабильность посадок деталей и др., существенное влияние оказывает качество поверхности. Качество поверхности деталей определяется геометрическими характеристиками и физико-механическими свойствами поверхностного слоя. Одной из геометрических характеристик качества обработанной поверхности является шероховатость, ее основные параметры устанавливает ГОСТ 2789-73. В процессе изготовления детали образуется реальная поверхность, не совпадающая с ее номинальной поверхностью, то есть поверхностью, заданной в технологической документации без учета допускаемых отклонений. Для нормирования шероховатости ГОСТ 2789-73 введено понятие базовой линии (поверхности) – линии заданной геометрической формы, определенным образом проведенной относительно профиля и служащей для оценки геометрических параметров поверхности. Под шероховатостью поверхности понимается совокупность неровностей поверхности с относительно малыми шагами, выделенная с помощью базовой длины. Базовая длина l – длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности. Базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально, называется средней линией профиля m (рис. 1).
Линия выступов профиля – линия, эквидистантная средней линии, проходящая через высшую точку профиля в пределах базовой длины. Линия впадин профиля – линия, эквидистантная средней линии, проходящая через низшую точку профиля в пределах базовой длины.
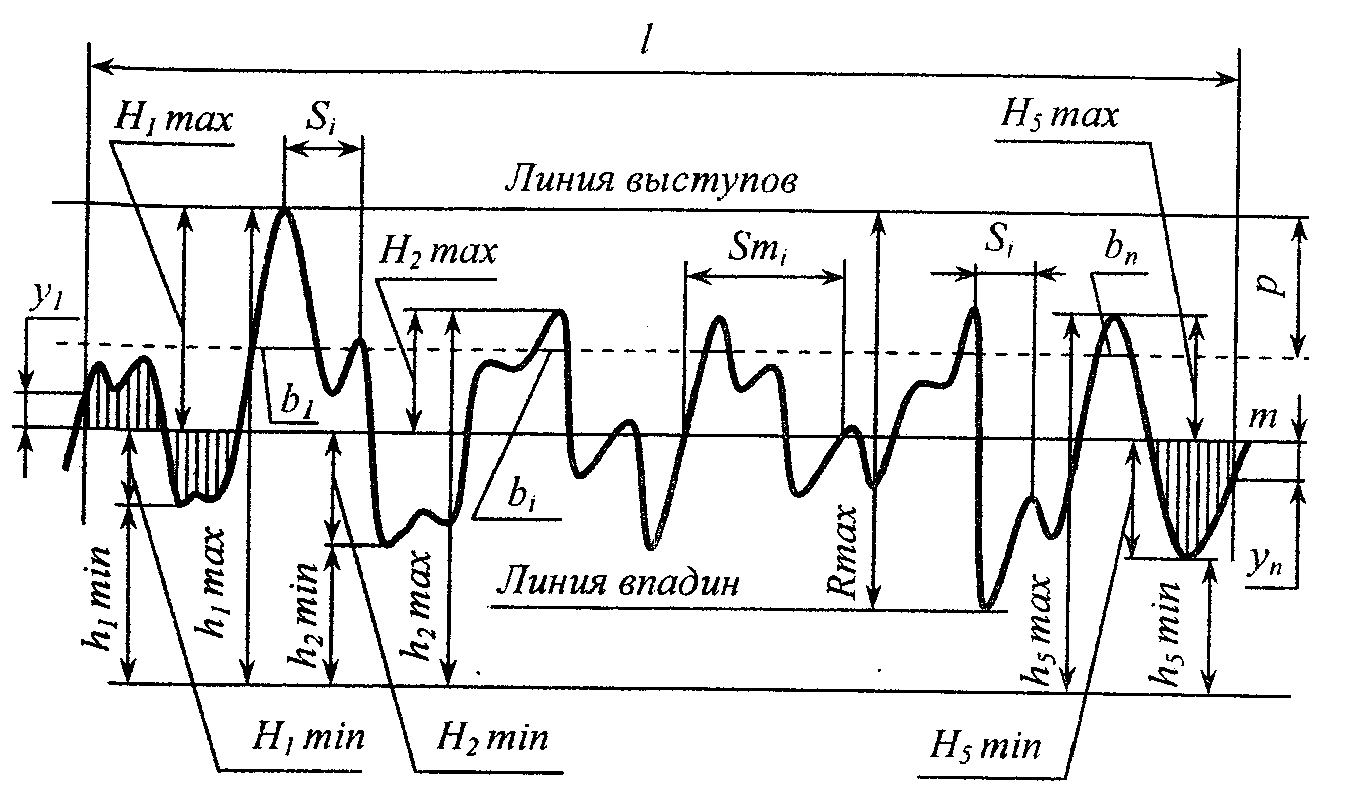
Рис. 1. Параметры шероховатости поверхности
Требования к шероховатости поверхности устанавливаются путем указания параметра шероховатости (одного или нескольких), значений выбранных параметров и базовых длин, на которых происходит определение параметров.
Параметры шероховатости:
1) Ra среднее арифметическое отклонение профиля – среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины
Ra
=
![]() или
Ra
=
или
Ra
=![]() ,
,
где y – отклонение профиля (расстояние между любой точкой профиля и средней линией);
l – базовая длина;
n – число выбранных точек профиля на базовой длине.
2) Rz высота неровностей профиля по десяти точкам – сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин наибольших впадин профиля в пределах базовой длины
Rz
=
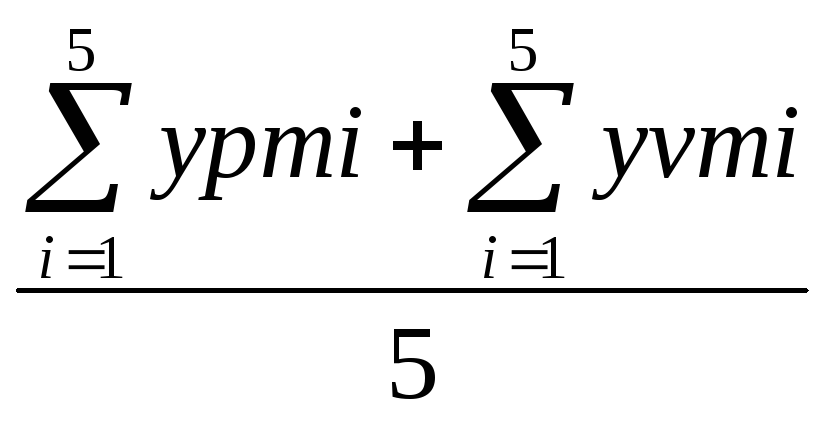 ,
,
где ypmi – высота i-го наибольшего выступа профиля;
yvmi – глубина i-й наибольшей впадины профиля.
3) Rmax наибольшая высота профиля – расстояние между линией выступов и линией впадин профиля в пределах базовой длины.
4) Sm средний шаг неровностей – среднее значение шага неровностей профиля в пределах базовой длины (под неровностью профиля понимается выступ профиля и сопряженная с ним впадина).
5) S средний шаг местных выступов профиля – среднее значение шага местных выступов профиля в пределах базовой длины.
6) tp относительная опорная длина профиля – отношение опорной длины профиля к базовой длине
tp
=
![]() илиtp
=
илиtp
=
![]() ,
,
где hp – опорная длина профиля, равная сумме длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале профиля линией, эквидистантной средней линии;
p – уровень сечения профиля, равный расстоянию между линией выступов профиля и линией, пересекающей профиль эквидистантно линии выступов профиля. Шероховатость поверхности на чертеже обозначается в соответствии с ГОСТ 2.309-73. Числовые значения параметров шероховатости приведены в табл. 1.
Таблица 1