

Конструктивные элементы подготовленных кромок свариваемых деталей
|
Тип соединения |
Форма подго-товленных кро-мок |
Характер сварного шва |
Условное обоз-начение сварного соединения |
Конструктивные элементы |
s, мм |
e, мм |
g, мм | |
|
подготовленных кромок свариваемых деталей |
сварного шва | |||||||
|
Стыковое |
Со ско-сом одной кром-ки |
Одно-сторонний |
С8 |
Рис. 23, а s = s1 |
Рис. 24, а |
Св. 3 до 5 ” 5 ” 8 ” 8 ” 11 ” 11 ” 14 ” 14 ” 17 ” 17 ” 20 ” 20 ” 24 |
8 12 16 20 24 28 32 |
0,5 |
|
Стыковое |
Со ско сом кро мок |
Одно сторонний |
С17 |
Рис. 23, б s = s1 |
Рис. 24, б |
Св. 3 до 5 ” 5 ” 8 ” 8 ” 11 ” 11 ” 14 ” 14 ” 17 ” 17 ” 20 ” 20 ” 24 |
8 12 16 19 22 26 30 |
0,5 |
|
Угловое |
Со ско-сом кро-мок |
Одно сторонний |
У9 |
Рис. 23, в s1 0,5s |
Рис. 24, в |
Св. 3 до 5 ” 5 ” 8 ” 8 ” 11 ” 11 ” 14 ” 14 ” 17 ” 17 ” 20 ” 20 ” 24 |
8 12 16 19 22 26 30 |
0,5 |
|
Тавровое |
Со ско-сом одной кром-ки |
Одно сторонний |
Т6 |
Рис. 23, г s1 0,5s |
Рис. 24, г |
Св. 3 до 5 ” 5 ” 8 ” 8 ” 11 ” 11 ” 14 ” 14 ” 17 ” 17 ” 20 ” 20 ” 24 |
7 10 14 18 22 26 30 |
|
К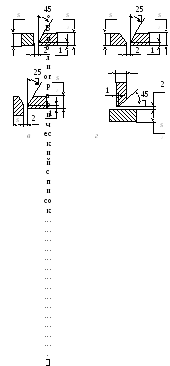 онструктивные
элементы подготовленных кромок и
сварного шва представлены на рис. 2 и 3.
онструктивные
элементы подготовленных кромок и
сварного шва представлены на рис. 2 и 3.
а б
Рис. 2. Конструктивные элементы подготовленных кромок
свариваемых деталей: а –кромка с одной стороны при стыковой сварке;б - кромка с двух сторон при стыковой сварке;в - кромка с двух сторон при угловой сварке;г - кромка с одной стороны при тавровой сварке
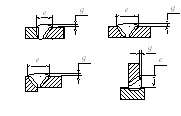
а б
в г
Рис. 3. Конструктивные элементы сварного шва: а – сварочный стыковой шов с разделкой одной кромки ; б - сварочный стыковой шов с разделкой двух кромок; в – сварочный угловой шов с разделкой двух кромок ; г - сварочный тавровый шов с разделкой одной кромки
Сварочный трансформатор и регулятор (дроссель).
Сварочные трансформаторы применяют при сварке переменным током для понижения напряжения заводской сети с 220…380 до 60…65 В, необходимого для возбуждения сварочной дуги. Изменение величины сварочного тока осуществляется регулятором (дросселем). Трансформатор и регулятор могут быть сделаны в виде отдельных аппаратов или объединены в одном корпусе и иметь обмотки на общем сердечнике.
Основой трансформатора является замкнутый сердечник, набранный из большого количества одинаковых пластин, отштампованных из тонкой (0,5 мм) листовой трансформаторной стали. На сердечнике помещены две обмотки, имеющие различное число витков.
Если на первой обмотке с большим количеством витков пропускать переменный ток, то он будет намагничивать сердечник, создавая в нем переменный магнитный поток. Этот магнитный поток воздействует на витки второй обмотки, вследствие чего в ней появляется переменный индуктированный ток, но другого напряжения, величина которого зависит от числа витков во второй обмотке. Чем больше витков имеет вторая обмотка, тем выше напряжение индуктируемого в ней тока, и наоборот. Первая обмотка, в которую поступает ток из сети, называется первичной, а вторая обмотка, от которой ток отводится в сварочную цепь, вторичной, включаемой последовательно в сварочную цепь.
Сердечник имеет подвижную часть, перемещающуюся вправо или влево с помощью винта, вращаемого рукояткой. При этом воздушный промежуток между неподвижной и подвижной частями сердечника может увеличиваться или уменьшаться. Индуктированное сопротивление будет тем выше, чем меньше промежуток. Уменьшая величину воздушного промежутка, увеличивают сварочный ток.