

лекции ч2
.pdfДРЕВЕСНО-СТРУЖЕЧНЫЕ ПЛИТЫ (ДСтП)
Древесно-стружечные плиты изготавливаются горячим прессованием древесных частиц (древесной стружки) со связующим веществом. В качестве связующего применяют мочевиноформальдегидные, фенолформальдегидные и др. смолы. ДСтП классифицируют по способу прессования, конструкции, виду измельчённой древесины, применяемому связующему, облицовочному материалу и др.
По способу прессования различают ДСтП плоского прессования и экструзионные, т. е. полученные выдавливанием. Первые изготовляют с приложением прессующего усилия перпендикулярно плоскости плиты , а вторые — параллельно ей. По конструкции плиты плоского прессования выпускаются одно-, трёх-, пяти- и многослойными; экструзионные - однослойными сплошными и с внутренними каналами.
В однослойных плитах размеры древесных частиц и содержание связующего одинаковы по всей толщине плиты. В трёх- и пятислойных плитах один или оба наружные слоя (с каждой стороны) изготовляют из более тонких частиц и с повышенным содержанием связующего по сравнению с внутренними слоями. Такие плиты имеют гладкую поверхность и обладают высокой прочностью.
ДСтП выпускают необлицованные и облицованные (одним или двумя слоями лущёного или строганого шпона, бумагой, пропитанной синтетическими смолами, синтетической плёнкой и др.). ДСт П изготовляют шлифованные и нешлифованные.
По плотности (в зависимости от способа прессования и марки) ДСтП. подразделяют на группы: очень малой плотности (350-450 кг/м3), малой (450-650), средней (650-800), высокой (700-800).
Физико-механические свойства в основном зависят от объёмной массы, формы и размеров древесных частиц, количества и качества связующего, конструкции и др. ДСтП. характеризуются следующими показателями: плотность 500-1000кг/м3 ,влажность 5-12%; водопоглощение 12-88%; коэффициент теплопроводности 0,07-0,25 вт/ (м-К) предел прочности при растяжении перпендикулярно пласти плиты 0,25-0,4 Мн/м2, предел прочности при изгибе не менее 10—25МПа.
Допустимые размеры древесно-стружечных плит: толщина 8-28 мм с градацией 1мм; длина – от 1830
до 5680 мм; ширина - 1220, 1250, 1500, 1750, 1800, 1830, 2135, 2440, 2500 мм.

НОВЫЕ МАТЕРИАЛЫ OSB / ОСП плита
OSB (Oriented Strand Board – плита с ориентированной плоской стружкой) является продуктом глубокой переработки древесины путём прессования прямоугольных плоских щепов в условиях высокого давления и температуры, с использованием склеивающей феноло-мочевинной-формальдегидной водостойкой смолы. Это первая плита древесного происхождения разработанная специально для строительства. Уникальные физикомеханические параметры плиты объясняются размерами и характером укладки щепы – длинные тонкие щепы (длина – до 140 мм, толщина – до 0,6 мм) укладываются в ковре тремя слоями. Внешние слои образуются щепой, ориентированной параллельно длине готовой плиты. Во внутреннем слое щепа укладывается перпендикулярно длине готовой плиты. Благодаря такой ориентации плоской щепы получается конструкционный материал с изотропными свойствами – повышенной прочностью на изгиб и повышенной упругостью вдоль главной оси плиты. По сути, OSB – это "улучшенная древесина" – более прочная и эластичная за счёт сохранения в плоской щепе всех полезных свойств массива древесины, при отсутствии таких дефектов, как сучки, и изменение направления волокон в связи с естественными условиями роста дерева.
Связующее и специальная обработка поверхности обеспечивают водо- и огнестойкость плит, значительно превышающие сходные характеристики массива древесины. Плиты OSB устойчивы к изменению погодных условий (влажность, температура), легко пилятся и обрабатываются любым инструментом, предназначенным для работы с древесиной. Существенным отличием плит OSB от других плитных материалов является то, что прочностные свойства и способность удерживать крепёж обеспечиваются не связующим, а характером укладки щепы.
ВИНИПЛАСТ, пластическая масса на основе поливинилхлорида, не содержащая пластификатора. Кроме поливинилхлорида, в состав винипласта входят стабилизаторы (предотвращающие разрушение материала при переработке и эксплуатации) и смазывающие вещества.
Свойства винипласта зависят от вида вырабатываемого изделия: плёночный винипласт получают каландрированием провальцованной массы; гладкие листы — прессованием пакетов (марка ВН); мелкие изделия различного профиля — литьем под давлением из гранул на литьевых машинах, профилированные изделия и волнистые листы — экструзией из гранул на шнековых установках (марка ВНЭ); крупные изделия сложной конфигурации — вакуум формованием из листов на формовочных машинах.
Винипласт — термопластичный непрозрачный материал; не горит и не имеет запаха; хорошо поддаётся различным видам механической обработки на обычных станках. Винипласт легко сваривается (230—250°С) с помощью сварочного прутка и хорошо склеивается разнообразными видами клеев, приготовленных на основе поливинилхлорида и перхлорвиниловой смолы. Винипласт можно также приклеивать к металлическим, бетонным и деревянным поверхностям. Винипласт — хороший диэлектрик в пределах 20—80°С; при нагревании выше 80°С наступает резкое падение диэлектрических свойств. Материал устойчив к действию кислот, щелочей и алифатических углеводородов; неустойчив к действию ароматических углеводородов.
Плотность 1,38—1,40 г/см3. Расчётное сопротивление винипласта марки ВН при растяжении 13МПа; при сжатии 14 МПа; при изгибе 18 МПа. Модуль упругости 2800 МПа.
Винипласт используют как коррозиоиостойкий конструкционный материал в химической промышленности (для изготовления ёмкостей, резервуаров, трубопроводов, вентиляционных установок, в системах водоснабжения, канализации, в строительстве (отделочные материалы, кровельные листы, обшивки панелей и т.п.).
ОРГСТЕКЛО (полиметилметакрилат) — продукт полимеризации метилметакрилата. Оргстекло получают двумя способами: экструзией и литьем. Экструзионное оргстекло — от англ. Exstrusion (продавливание) — получают методом непрерывной экструзии расплавленной массы гранулированного ПММА через щелевую головку с последующим охлаждением и резкой по заданным размерам. Блочное (в России утвердился термин «литьевое») — получают методом заливки мономера ММА между двумя плоскими стеклами с дальнейшей его полимеризацией до твёрдого состояния. Особенности экструзионного оргстекла по сравнению с литым оргстеклом : меньшая ударостойкость, меньшая химическая стойкость, большая чувствительность к концентрации напряжений, лучшая способность к склеиванию, меньший и более низкий диапазон температур при термоформовке (примерно 150-170 °C вместо 150-190 °C), меньшее усилие при формовке, большая усадка при нагреве (6 % вместо 2 % у литого).
Основные преимущества оргстекла: высокая светопропускная способность — 92 %, которая не изменяется с течением времени, сопротивляемость удару в 5 раз больше, чем у стекла при одинаковой толщине, оргстекло весит почти в 2,5 раза меньше, чем стекло, поэтому конструкция не требует дополнительных опор, устойчиво к действию влаги, поэтому может использоваться для остекления . ПММА при горении не выделяет никаких ядовитых газов. Возможность придавать разнообразные формы при помощи термоформования, без нарушения оптических свойств. Механическая обработка осуществляется с такой же легкостью, как и обработка дерева.
Недостатки оргстекла -склонность к поверхностным повреждениям (твердость 180—190 Н/мм2), технологические трудности при термо- и вакуумформовании изделий — появление внутренних напряжений в местах сгиба при формовке, что вёдет к последующему появлению микротрещин, легковоспламеняющийся материал (t воспламенения 260 град.). Растворителями оргстекла являются хлорированные углеводороды (дихлорэтан, хлороформ), альдегиды, и сложные эфиры. На оргстекло также воздействуют спирты: метиловый, бутиловый, этиловый .
|
Единица |
Литьевое |
Экструзионное без УФ |
Экструзионное с УФ |
Показатели |
измерения |
оргстекло |
защиты |
защитой |
|
|
|
|
|
Предел прочности при растяжении (23 °C) |
МПа |
70 |
|
70 |
|
|
|
|
|
Модуль упругости при растяжении |
МПа |
3000 |
|
3500 |
|
|
|
|
|
Относительное удлинение при растяжении (23 °C) |
% |
4 |
|
5 |
|
|
|
|
|
Плотность |
г/см3 |
1,19 |
1,19 |
1,19 |
|
|
|
|
|
Оргстекло применяется для изготовления светопрозрачных панелей и зенитных фонарей.

Сотовый поликарбонат (СПК) также называют:
структурный поликарбонат, канальный поликарбонат, ячеистый
поликарбонат. Название "сотовый" материал получил из-за своей внутренней структуры. Воздух, содержащийся в пустотах между слоями плиты – «сотами», обеспечивает его высокие теплоизоляционные свойства, а рёбра жёсткости - большую конструктивную прочность сотового поликарбоната. Его производят
методом экструзии из высококачественного поликарбонатного сырья.
Сотовый поликарбонат устойчив к УФ-излучению, обладает хорошими теплоизоляционными свойствами (коэффициент теплоотдачи 3- 4 Вт/кв.м)., высоким светопропусканием и ударопрочностью. Низкая
горючесть поликарбоната (коэффициент Г-1), он не воспламенятся в открытом огне, не способствует его распространению и при температурном разрушении не выделяет ядовитых веществ. Широкий диапазон температур эксплуатации: от - 40 до +120°С, позволяет использовать сотовый поликарбонат в разных
климатических условиях эксплуатации.
Сотовый поликарбонат применяется в строительстве и архитектуре, когда требуется высокая степень термоизоляции, а также максимальная прочность и устойчивость к высоким нагрузкам.
СОЕДИНЕНИЯ ЭЛЕМЕНТОВ ИЗ ПЛАСТМАСС
–СКЛЕИВАНИЕ;
–СВАРКА;
–МЕХАНИЧЕСКИЙ;
–КОМБИНИРОВАННЫЙ.
СКЛЕИВАНИЕ
Склеиваниеодин из наиболее распространенных способов соединения элементов из пластмасс. Основные преимущества данного способа: возможность соединения пластмассовых элементов как между собой, так и с другими материалами; отсутствие ослаблений в соединяемых элементах; возможность соединения деталей сложной формы и по большим поверхностям. При выборе марки клея следует учитывать, прежде всего, химическую структуру соединяемых материалов. Чаще всего применяют клеи, аналогичные или близкие по химической природе к полимерной основе склеиваемых материалов. Клеи по условиям отвердения делятся на: холодного отвердения без дополнительного нагрева; теплогопри температуре 31-990 С; горячегоне ниже 1000С. По деформативности клеи делятся на жёсткие, создающие клеевую прослойку, модуль упругости которой больше, чем у склеиваемых пластмасс; эластичныемодуль упругости клеевой прослойки меньше модуля упругости склеиваемых пластмасс.
Полиэфирный клей типа ПН на основе ненасыщенных полиэфирных олигомеров. Соединения на данном клее характеризуются водо-, масло-, и атмосферостойкостью в диапазоне температур от -60 до 1500С. Применяется для склеивания полиэфирных стеклопластиков, термопластов, древесины.
Эпоксидный клей относится к реактивным , при склеивании необратимо переходит в стеклообразное состояние. Обладает хорошей адгезией (способность клея к сцеплению со склеиваемыми поверхностями) к полярным материалам. Прочность на сдвиг до 35 МПа.
Феноло-фармальдегидный клей обладает хорошей адгезией, высокой теплостойкостью, Клеевые прослойки водо-, масло-, бензостойкие, но очень хрупкие. Применяется для склеивания фанеры, стеклопластиков и пластиков на основе древесины. Недостатоквыделение свободного фенола.
!
Q
≥20δ
≥40δ
≥40δ
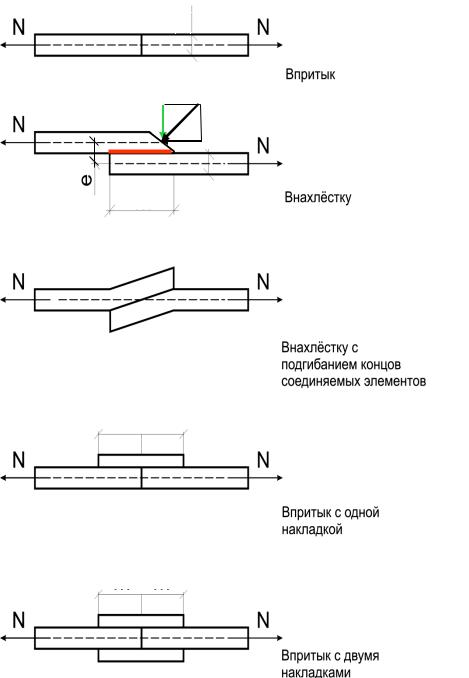
Разновидности клеевых соединений
δ
Соединение впритык применяется только для склеивания слаборастянутых элементов.
|
R |
|
Соединение в нахлёстку является более прочным, |
так как |
||
N |
|
имеет большую площадь клеевого шва. Необходимо учитывать, |
||||
|
что |
величина |
разрушающей нагрузки |
пропорциональна не |
||
|
δ |
|||||
|
длине нахлёстки, а её ширине. Обеспечить более равномерное |
|||||
|
|
|||||
|
M=N·e |
распределение напряжений сдвига возможно за счёт устройства |
||||
|
прерывистой |
клеевой прослойки. В |
соединении |
также |
||
|
|
|||||
возникает изгибающий момент, который приводит к возникновению отдирающих усилий. Снизить влияния момента возможно за счёт среза торцов.
Соединение в нахлёстку с отгибанием концов также позволяет снизить влияние изгибающего момента.
В соединениях с накладками следует отдавать предпочтение соединениям с двумя накладками, в которых исключается внецентренная передача усилия.
СВАРКА
Сварке поддаются только термопластичные пластмассы.
Основные достоинства сварных соединений: высокая плотность шва, быстрота сваривания, простота технологических процессов. Недостатком сварных соединений является более низкая прочность сварного соединения по отношению к прочности свариваемых материалов.
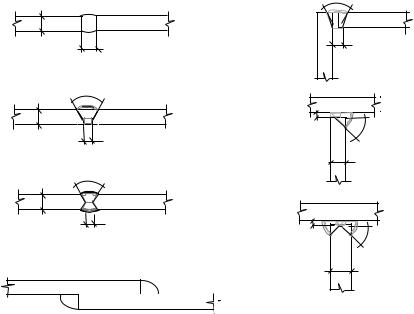
Виды сварных швов
Виды сварных соединений пластмасс и требования по обработке кромок имеют много общего с металлическими конструкциями.
«Впритык» |
Угловые |
Способы сварки |
|
|
≤2 |
|
|
60-700 |
|
|
|
|
|
|
|
|
1-1.5 |
|
1-1.5 |
|
|
|
|
|
≤5 |
|
55-900 |
|
|
|
|
|
|
|
|
|
1 |
1-1.5 |
450 |
|
|
|
|
|
|
|
|
|
≥5 |
≥5 |
60-700 |
|
|
|
|
|
|
||
|
|
1 |
|
|
|
|
|
|
450 |
|
«Внахлёст» |
|
≥5 |
|
•Термический
•Термомеханический
•Электромеханический
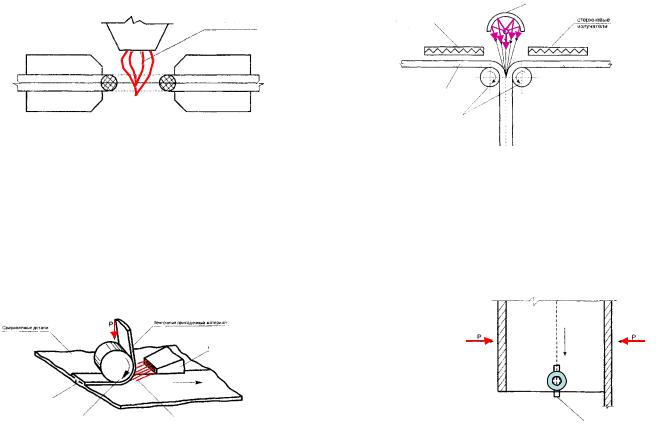
ТЕРМИЧЕСКАЯ СВАРКА – способ сварки, при котором образование сварного соединения происходит в результате изменения внутренней энергии соединяемых материалов только за счёт конвективного теплообмена. К термическому способу сварки относятся следующие виды: сварка пламенем, сварка инфракрасным излучением, сварка плазмой, лазерным лучом. Источником электромагнитного излучения в инфракрасном диапазоне с длиной волны 0.76 –8 мкм может быть галогеновая лампа. При лазерной сварке используется когерентный световой луч в видимом или инфракрасном диапазоне с
длиной волны 10.6 мкм. |
|
точечный |
|
|
стержневые |
излучатель |
|
пламя |
излучатели |
|
|
|
|
|
|
|
|
|
|
свариваемая
плёнка
прикатывающие
ролики
ТЕРМОМЕХАНИЧЕСКАЯ СВАРКА – способ сварки, при котором образование сварного соединения происходит в результате изменения внутренней энергии соединяемых материалов за счёт конвективного теплообмена с дополнительным механическим давлением в зоне сварки. К термомехани-
ческому способу |
сварки относятся следующие виды: сварка нагретым инструментом, сварка |
|
|||||||||
растворителем, сварка ультразвуком. При ультразвуковой сварке |
в соединяемых элементах происходит |
||||||||||
преобразование |
энергии механических колебаний в теплоту. |
Хорошо свариваются |
полистирол, |
||||||||
оргстекло, винипласт, поликарбонат. |
|
|
|
||||||||
|
|
|
|
|
|
материал |
|
|
|
||
|
|
|
|
присадочный |
|
|
|
||||
|
свариваемые |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
детали |
|
|
|
|
наконечник |
нагревательного |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
элемента |
|
|
|
|
|
сварной шов |
|
нагретый газ |
|
|
|
||||||
|
|
|
|
||||||||
прикатывающий |
ролик |
|
|
нагретый клин |
|
||||||
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
ЭЛЕКТРОМЕХАНИЧЕСКАЯ СВАРКА – способ сварки, при котором образование сварного соединения происходит в результате преобразования в соединяемых элементах электромагнитной энергии радиочастотного диапазона в теплоту и создания давления. Существует высокочастотная и сверхвысоко-частотная сварка в гигогерцевом диапазоне. Применяется при сварке композиционных многослойных материалов.