

1.1.2 Задание размеров в абсолютной системе координат

Ввод размеров. В основу большинства программ ложится чертеж детали с конкретными размерами. При переносе чертежа на язык управляющей программы бывает удобно задавать размеры непосредственно в том виде, как они представлены на чертеже.
Таким образом, облегчается, к примеру, перенос конструктивных изменений детали в программу обработки непосредственно с нового чертежа.
Другое преимущество состоит в том, что не нужно проводить никаких дополнительных перерасчетов для составления новой управляющей программы.
G90 Абсолютная система координат
Ввод размеров базируется на нулевой точке текущей действительной системы координат.
Необходимо запрограммировать, куда должен перемещаться инструмент в системе координат детали.
По кадровый ввод абс. знач. ...=AC(...)
При помощи ...= AC(..) при активизированной функцииG91 по кадрам для отдельных осей вводить значения в абсолютной системе координат. (AC=англ.AbsoluteCount)
1.1.3 Задание размеров в инкрементальной системе координат

Размерная цепь G91 инкрементальная система координат
Ввод размеров осуществляется от последней точки в которую установлен инструмент. Таким образом, программируется, на какое расстояние должен переместиться инструмент.
По кадровый ввод Отн. Знач. ...=IC(...)
При помощи...=IC(..) можно вводить значения координат для отдельных значений по осям, используя инкрементальную систему координат, даже при активизированной командеG90. (IC= англ.IncrementalCount)
Дополнительные указания
Команды G90 и G91 являются модальными и действуют для всех последующих кадров и запрограммированных осей!

G00 УскоренноеУскоренное перемещение используется для быстрого
перемещениепозиционирования инструмента, для обхода детали, или для выхода инструмента в точку смены инструмента.
Запрограммированный путь является прямой линией!
Данная функция непредназначена для обработки детали!
Линейная интерполяция на ускоренном перемещении без замедления до V=0 - G200. В процессе ускоренного перемещения замедление скорости подачи до нуля в конце каждого кадра отсутствует; т.е. торможения на стыке соседних кадров нет, а процесс интерполяции непрерывен
Пример:
N005G00X100Y200Z300M05M09
У G- иM-функций могут отсутствовать ненужные по смыслу нули, к примеру:N005G0X100Y200Z300M5M9
G01ЛинейнаяинтерполяцияПри использованииG01 инструмент перемещается параллельно осям касательно или произвольно по расположенной в пространстве прямой. Прямолинейная интерполяция позволяет выполнять обработку 3D-плоскостей и т.д. Инструмент перемещается со скоростью подачиF... по прямой из текущего положения в запрограммированную точку. На протяжении всего этого пути будет производиться обработка детали.
Дополнительные указанияG00 иG01 модальны.
Для обработки детали необходимо также задать число оборотов шпинделя S... , направление его вращенияM03 илиM04.

Угол контура ANG=...Начиная сSW5 наряду с нормальным заданием размеров имеется возможность задания конечной координаты и дополнительной величины подъема – при помощи т.н. угла контураANG=... . Такой способ описания контуров очень часто используется при токарной обработке.
Прямая и уголКонечная точка определяется как через уголANGи одну из двух координатXилиZ
Пример:
N10G18G1X5Z70F1000; Выход в начальную позицию
N20X88.8ANG=110; Прямая и угол
N30 ...
Две прямые Конечная точка одной из двух прямых может быть запрограммирована при помощи задания координаты или ввода значения угла.
Пример:
N10G18G1X10Z80F1000; Выход в начальную позицию
N20ANG1=148.65; Прямая и угол
N30X85Z40ANG2=100; Прямая, конечный угол и кон. точка
N40 ...
Три прямые Конечная точка обеих прямых может быть определена при помощи задания координат или ввода значения угла.
N10G18G1X10Z100F1000; Выход в начальную позицию
N20ANG1=140; Прямая и ввод угла
N30X80Z70ANG2=95.824; Промежуточная прямая и ввод угла
N40X70Z50; Прямая и конечная точка
N50 ...
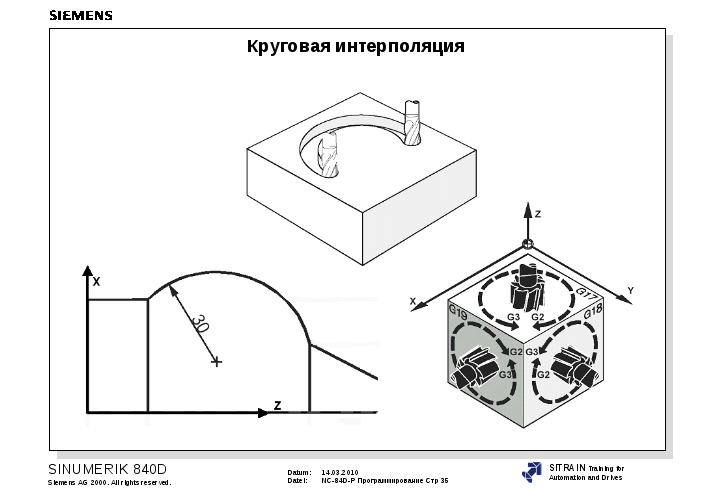
Круговая интерпол.Круговая интерполяция делает возможным изготовление полных окружностей и сегментов окружностей.
Система ЧПУ предлагает целый ряд возможностей, чтобы запрограммировать круговые перемещения. Для этого, при программировании окружностей, практически можно использовать любой тип ввода размеров.
Однако системе для расчетов требуется указать рабочую плоскость (G17,G18,G19). Ниже будут представлены все способы программирования круговой интерполяции.G18 – для токарных станков.
Направление Круговая интерполяция осуществляется при помощи двух команд:G02 илиG03. Они означают:
G02 окружность в направлении по часовой стрелке и
G03 окружность в направлении против часовой стрелки.
Направление вращения становится однозначно понятным при рассмотрении плоскости с положительного конца третьей оси. Это означает, что при обработке в плоскости G17 (осиX,Y,Z) направление осиZопределяет направление окружности.
Дополнительные указания G02 иG03 активны модально.

Согласно DIN66217 на токарном станке осьXрасполагается перпендикулярно оси детали. Положительное направление идет от оси детали к державке инструмента. Таким образом могут возникнуть два различных направления интерполяции, в зависимости от того, осуществляется ли обработка за осевой линией детали или перед ней.
За осевой Ось Xсмотрит назад, осьZнаправо. Таким образом система отрабатываетG02 в направлении по часовой стрелке иG03 в направлении против часовой стрелки.
Перед осевой ОсьXсмотрит вперед, осьZнаправо. ФункцииG02 иG03 визуально меняют свои направления на противоположные (в системе не происходит никакого преобразования).

Окружность через центр и конечную точку Обработка окружностей описывается через:
конечную точку X,Y,Zи центр окружности с адресамиI,J,K.
Конечная точкаКонечная точка окружности или сегмента окружности программируется при помощи координатX,YиZ. Ввод значений зависит от условий задания перемещенияG90 /G91 или ...=AC(..) / ...=IC(..).
ЦентринкрементальноЦентр окружности задается параметрами интерполяции по отношению к начальной точке окружности. Это означает:
Iкоордината центра в направлении осиX
Jкоордината центра в направлении осиY
Kкоордината центра в направлении осиZ.
В системе SINUMERIK840Dимеется возможность программирования центра окружности в пределах кадра вабсолютныхкоординатахI=AC(…),J=AC(…),K=AC(…).
Дополнительные указанияПараметры интерполяцииI,J,Kсо значениями 0 могут быть опущены,
к примеру N10 G2 X10 Y50 I-50 J0 è N10 G2 X10 Y50 I-50
Если при программировании окружности через центр не задается конечная точка, то в этом случае будет обработана полная окружность.

Окружность через радиус и кон. точку Обработка окружностей описывается через:
конечную точку X,Y,Zи
радиус окружности при помощи команды CR=...
Конечная точкаКонечная точка окружности или сегмента окружности программируется при помощи координатX,YиZ. Ввод значений зависит от условий задания перемещенияG90 /G91 или ...=AC(..) / ...=IC(..).
РадиусПри помощи командыCR=... Задается значение радиуса. Наряду с радиусом окружности задается признак, составляет ли апертурный угол окружности более 180oили менее:
CR= ...Апертурный угол окружности менее или равен 180 градусов
CR= - ...Апертурный угол окружности более 180 градусов
Положительный знак может быть опущен. Пример:
N10G0X52Y22
N20G3X10Y30CR=34.5F500 ;Угол менее 180°, радиус 34.5мм
ДополнительныеуказанияЦентр окружности не надо описывать при таком способе задания окружности. Полная окружность (угол 360°) не может быть запрограммирована при помощи радиусаCR=..., поэтому необходимо воспользоваться способом задания через конечную точку и центр (см. выше).

Окружность через апертурный угол и конечную точку Обработка окружностей описывается через:
конечную точку X,Y,Zи
апертурный угол, команда AR=.....
Конечная точкаКонечная точка окружности или сегмента окружности программируется при помощи координатX,YиZ. Ввод значений зависит от условий задания перемещенияG90 /G91 или ...=AC(..) / ...=IC(..).
Апертурный уголAR=... При помощи командыAR=... можно программировать апертурный угол сегмента окружности.
AR=... Апертурный угол, значение углов от 0oдо угла менее 360 градусов Пример:
:
N10G0X52Y22 ;Выход в начальную точку
N20G3X10Y30AR=260F500 ;Сегмент окружн. через апер. угол :
Дополнительные указанияПолная окружность (угол 360°) не может быть запрограммирована при помощи радиусаAR=..., поэтому необходимо воспользоваться способом задания через конечную точку и центр.

Тангенциальная окружностьФункция тангенциальной окружности является функцией расширения круговой интерполяции. Окружность определяется конечной точкой и направлением касательной в начальной точке.
При помощи команды CTна предыдущий кадр в активной выбранной плоскости по касательной накладывается элемент окружности. Использование функцииCTвозможно только начиная с версииSW4.3.Направление и радиус тангенциальной окружности получаются из предшествующего элемента контура и запрограммированной конечной точки.
Пример:
:
N55G01G17X17Y35F500 ;предыдущая прямая
N60CTX30Y50 ;тангенциальная окружность вX30Y50N65G0X50Y100 ;переключение на лин. интерполяцию
Дополнительные указания CTактивна модально.

Окружность через промежуточнуюи конечную точкиПри помощи командыCIPможно программировать элементы окружности, которые могут произвольно располагаться в пространстве. При задании такой окружности определяются три координаты, в том числеCIPпромежуточная и конечная точки Обработка окружности программируется при помощи:
команды CIP (Circle with intermediate point)
промежуточная точка с адресами I1=,J1=,K1= и
Конечная точка в декартовых координатах X,Y,Z.
Это означает:
I1= координата промежуточной точки в направлении осиX
J1= координата промежуточной точки в направлении осиY
K1= координата промежуточной точки в направлении осиZ
Абсолют. и относ. координатыНастройкиG90 /G91 (абсолютные и относительные координаты) так же распространяются на промежуточную и конечную точки. ПриG91 в качестве начала отсчета для промежуточной и конечной точки служит начальная точка окружности. Здесь так же могут использоваться команды,...=AC() и ...=IC() активные в пределах кадра.
Пример:
N10 G0 G90 X130 Y60 S800 M3
N20 G17 G1 Z-2 F100
N30 CIP X80 Y120 Z-10 I1= IC(-85.35) J1=IC(-35.35) K1=-6
N40M30
Дополнительные указания CIPкак иCTиG2 /G3 активна модально.

Фаска Для того чтобы реализовать переход от контура к контуру при помощи фаски без сложного программирования можно использовать специальныеNC-команды. Для обработки края между линейным и круговым элементами контура вставляется фаска. Фаска обрабатывается сразу же в том кадре в котором она запрограммирована. Фаска всегда лежит в активизированной плоскости отG17 доG19.
Имеются две возможности:
Фаска через CHR=...При помощиCHR=... Фаска задается при помощи длины, которая должна быть взята с элемента контура. Данный тип программирования соответствует также широко употребимому способу обозначения фаски на чертежах (к примеру1x45°).
Фаска через CHF=...При помощиCHF=... Задается длина фаски.
Таким образом, имеется несколько возможностей для более удобного программирования с чертежа.
Пример:
N30G1X…Z…F…CHR=2 ;Длина, взятая с элемента контура
N40G1X…Z…CHR=... ;Длина, взятая с элемента контура
:
N45G1X…Z…F…CHF=3.65 ;Длина фаски=3.65 мм

Сопряжение RND=...Между линейным и круговым контурами при любом сочетании можно вставить «тангенциальное» соединение круговым .элементом. Сопряжение при этом всегда осуществляется в одной из выбранных плоскостей сG17 доG19. Пример:
N25 ...
N30G1X…Z…F…RND=2; Сопряжение края радиусом 2мм
N35G3X...Z...CR=25
N40 ...
Модальное сопряжение RNDM=При помощи данной команды после каждого кадра перемещения между линейным и круговым элементами контура вставляется сопряжение. Оно предназначено для предотвращения обломки краев деталей.
При помощи команды RNDM=0 выключается модальное сопряжение.
Пример:
N25 ...
N30G1X..Z..F..RNDM=2; Модальное сопряжение радиусом 2мм
N35G2X...Z...CR=25; Сопряжение радиусом 2мм
N40 ... ; Сопряжение радиусом 2мм
N155RNDM=0; Выключение модального сопряжения
Дополнительные указанияЕсли запрограммированные значение фаски или сопряжения слишком велики для элементов контура, то значения фаски и сопряжения автоматически уменьшаются.
Выбор и смена инструмента выполняются с помощью команд T.. и M6. Номер или имя инструмента Т.. можно выбрать из списка инструментов в каталоге программы SinuTrain.