

4.3 Контрольные вопросы
Какие функции выполняет АРМ «Инженер ПДБ»?
Как ввести параметры нового заказа?
Как заполнить поле «Приоритет»?
Как заполнить поле «Основание»?
Как заполнить поле «Группа-исполнитель»?
Как заполнить поле «Заготовки готовы»?
Как заполнить поле «Цех-потребитель»?
Как заполнить поле «Технолог»?
Как заполнить поле «Наличие КД»?
5 Лабораторная работа №2. Нормирование технологических операций с использованием арм «Инженер пдб» и «Технолог»
5.1 Цели и задачи лабораторной работы
Цель лабораторной работы № 2 – продемонстрировать возможности АРМ «Инженер ПДБ» и «Технолог» для нормирования технологических операций.
В процессе выполнения лабораторной работы № 2 решаются следующие задачи:
Нормирование технологических операций.
Работа со справочником «Коэффициенты масштабирования норм».
5.2 Нормирование технологических операций
Для того чтобы приступить к нормированию заказов, необходимо в АРМ «Инженер ПДБ» найти нужный заказ с помощью поля «Поиск», либо отсортировать список заказов по столбцу «Состояние технологии» и выбрать заказы со статусом «на нормировании» (Рис. 113).

Рисунок 113 – АРМ «Инженер ПДБ», сортировка по столбцу «Состояние технологии»
Откройте вкладку «Дерево ДСЕ» нажатием кнопки «Дерево ДСЕ» или двойным кликом левой кнопки мыши (Рис. 114).

Рисунок 114 – АРМ «Инженер ПДБ», вкладка «Дерево ДСЕ» выбранного заказа
Выбрав самый верхний элемент заказа, перейдите на форму «Технолог», для этого правой кнопкой мыши вызовите меню «Технология» и левой кнопкой мыши кликните на его подменю «Перейти на АРМ Технолога» (Рис. 115).

Рисунок 100 – АРМ «Технолог», открыта технология, требующая нормирования
Выберите технологический процесс и нажмите кнопку «Редактировать» для вызова диалоговой форме «Редактирование операции» (Рис. 116).

Рисунок 116 – АРМ «Технолог», диалоговая форма «Редактирование операции»
Выберите нужную специальность в диалоговой форме либо двойным кликом левой кнопки мыши, либо нажатием кнопки «Выбрать» (Рис. 117).

Рисунок 117 – АРМ «Технолог», справочник «Специальности»
Последовательно выполните вышеописанные действия со всеми элементами списка технологических процессов.
5.3 Работа со справочником «Коэффициенты масштабирования норм»
Если для изготовления разного количества детали, которую необходимо пронормировать, применяется коэффициент, влияющий на трудоемкость, его необходимо добавить в справочнике на АРМ «Инженер ПДБ», а затем выбрать из выпадающего списка на АРМ «Технолог» (Рис. 118).

Рисунок 118 – АРМ «Инженер ПДБ», открытие справочника «Коэффициенты масштабирования норм»
Перейдите на форму «Инженер ПДБ», в основном меню выберите пункт «Справочники» «Коэффициенты масштабирования норм» (Рис. 119).

Рисунок 119 – АРМ «Инженер ПДБ», справочник «Коэффициенты масштабирования норм», добавление коэффициентов.
Добавьте первый коэффициент 0.5 и количество изделий от 1 до 10. Для этого в открытом справочнике «Коэффициенты масштабирования норм» нажмите кнопку «Добавить» (Рис. 120) . В диалоговой форме «Добавление» заполните тип изделия (фактически, это наименование коэффициента). Для добавления количества изделий нажмите кнопку с пиктограммой крестик
 .
.

Рисунок 120 – Пример заполнения первого интервала «Коэффициента масштабирования норм».
В диалоговой форме «Добавление» введите начальное количество деталей (поле «От»), конечное количество деталей (поле «До») и сам коэффициент (поле «Значение») (Рис. 121).
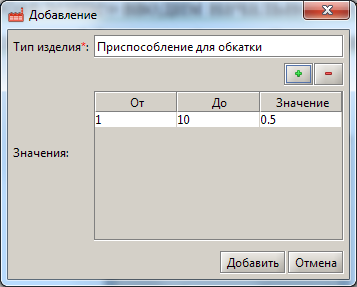
Рисунок 121 – Первый интервал добавлен
Аналогично добавьте второй коэффициент, если требуется изготовить свыше 10 изделий (Рис. 122). Если добавляемый интервал является последним, поле «До» заполнять не следует. В противном случае система выдаст сообщение об ошибке (Рис. 123).

Рисунок 122 - Второй интервал добавлен

Рисунок 123 – Сообщение, возникающее при заполнении поля «До» в последнем интервале
Для того чтобы сохранить коэффициенты, нажмите кнопку «Добавить» в диалоговой форме «Добавление». В справочнике «Коэффициенты масштабирования норм» коэффициенты представлены в виде линейки, на которой отображается коэффициент относительно количества изделий (Рис. 124).

Рисунок 124 – Справочник «Коэффициенты масштабирования норм» с добавленным значением «Приспособление для обкатки»
Для того чтобы применить коэффициент к детали, необходимо перейти в форму АРМ «Технолог», выбрать из выпадающего списка в секции «Коэффициенты масштабирования норм» нужное значение коэффициента (Рис. 125).
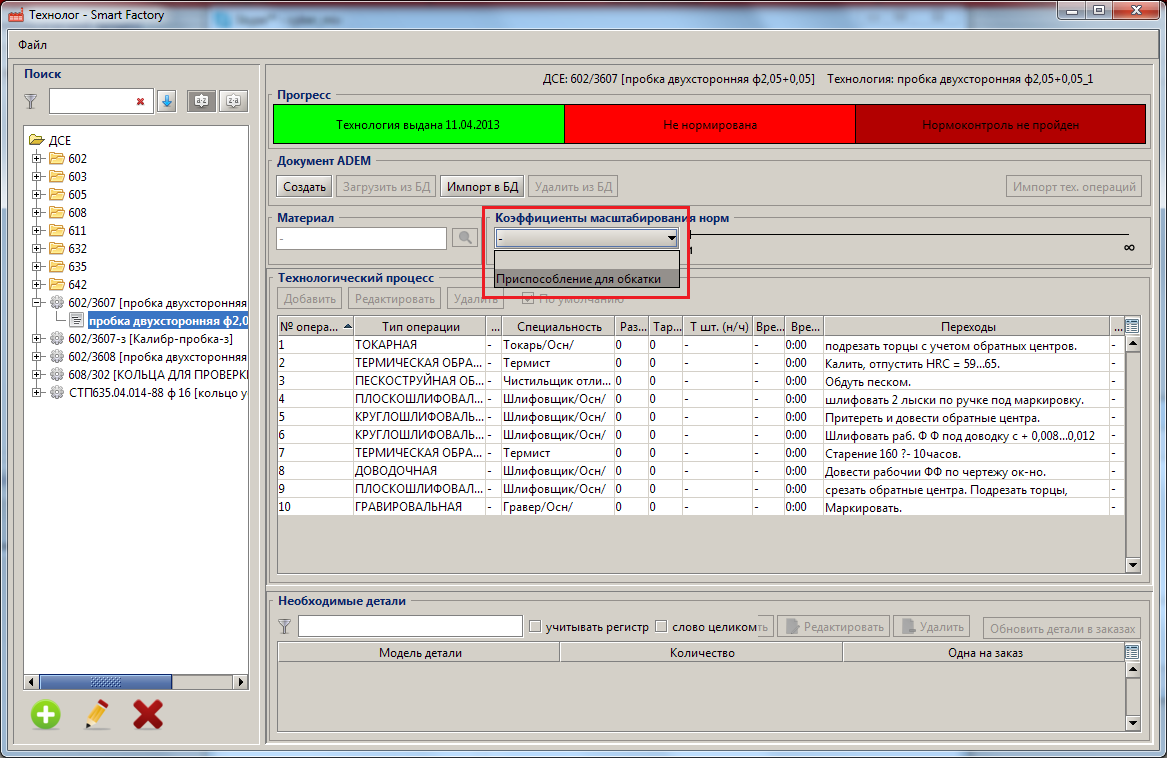
Рисунок 125 – АРМ «Технолог», выбор коэффициента масштабирования для детали
Если все технологические операции пронормированы и указаны коэффициенты, необходимо проставить отметку, что технология пронормирована. Для этого в секции «Прогресс» левой кнопкой мыши нужно кликнуть на панели «Не нормирована» (Рис. 126). Затем нажмите в диалоговом окне «Нормирование» кнопку «Сохранить» (Рис. 127). Панель в секции «Прогресс» изменит цвет на зеленый, это означает, что технология пронормирована (Рис. 128).

Рисунок 126 – АРМ «Технолог», установка отметки о нормировании технологии

Рисунок 127 – АРМ «Технолог», диалоговая форма «Нормирование»

Рисунок 128 – АРМ «Технолог». Технология пронормирована