книги из ГПНТБ / Игнатов, А. А. Кривошипные горячештамповочные прессы
.pdfА. А. ИГНАТОВ, Т. А. ИГНАТОВА
КРИВОШИПНЫЕ
ГОРЯЧЕШТАМПОВОЧНЫЕ
ПРЕССЫ
Издание 2-е, переработанное и дополненное
контрольный
ЭКЗЕМПЛЯР
Москва
с М А Ш И Н О С Т Р О Е Н И Е »
1974
И 26 УДК 621.73.043 : 621.979
Игнатов А. А., Игнатова Т. А. Кривошипные го рячештамповочные прессы. Изд. 2-е, перераб. и доп., М., «Машиностроение», 1974, 352 с.
Во втором издании, переработанном и дополнен ном, более подробно рассмотрены существующие кон струкции прессов, вопросы теории их расчета, проек тирования, изготовления и ремонта. Особое внимание обращено на повышение их эксплуатационной надеж ности. Даны рекомендации по замерам усилий штам повки и предохранению прессов от перегрузок.
Книга предназначена для инженерно-технических работников, занятых проектированием, эксплуатацией и ремонтом кривошипных горячештамповочных прес сов.
Табл. 44. Ил. 178. Список лит. 27 назв. Прил. 30 табл.
© Издательство «Машиностроение», 1974 г,
Г Л А В А 1
ТЕХНОЛОГИЧЕСКОЕ НАЗНАЧЕНИЕ КРИВОШИПНЫХ ГОРЯЧЕШТАМПОВОЧНЫХ ПРЕССОВ
ТЕХНОЛОГИЧЕСКОЕ НАЗНАЧЕНИЕ ПРЕССОВ
Кривошипные горячештамповочные прессы предназначены для горячей штамповки в многоручьевых штампах поковок различной конфигурации из стального и цветного проката в условиях мас сового и крупносерийного производства.
Большое разнообразие поковок, штампуемых на прессах, можно разбить на группы 122]: 1) типа шестерен, фланцы и другие, из готовляемые осадкой в торец с образованием заусенца или без заусенца при малоотходной штамповке с компенсаторами; 2) слож ной конфигурации, изготовляемые истечением; 3) с удлиненной осью, требующие подготовительно-протяжных операций.
При эксплуатации кривошипных горячештамповочных прес сов наблюдается разрушение или износ целого ряда деталей, та ких как главный вал и особенно его опоры, шатун и детали соеди нения с валом и ползуном, ползун, детали выталкивающего устрой ства, уплотнения в уравновешивающих устройствах, детали при вода пресса (зубчатые пары, шлицевые соединения, муфты и тор моза и пр.) электрооборудование, особенно электродвигатели прессов.
Эти недостатки возникают по следующим причинам.
1.Отсутствует контроль за силовым нагружением прессов при наладке штампов и последующей штамповке.
2.Неудовлетворительно проводится наблюдение за стабиль ным и правильным нагревом заготовок перед штамповкой.
3.Конструктивно неправильно оформлены детали пресса или неудачно выбран материал для их изготовления.
Все факторы особенно проявляются при несвоевременном не качественном ремонте или недостаточной смазке. По наблюдениям, проведенным на Московском автомобильном заводе им. И. А. Ли хачева (ЗИЛе) и на Московском автомобильном заводе им. Ле нинского комсомола (АЗЛК), прессы периодически работают в ре жиме, при котором используется более 50% паспортного числа
1* |
3 |
Р а з м е р ы |
|
|
|
у - |
к |
|
з а г о т о в к и , |
|
М а с с а , |
к г |
|||
|
мм |
|
з а м |
н |
||
|
|
|
|
о |
||
|
|
|
|
1 |
м |
о |
Н а и м е н о в а н и е |
|
|
|
м |
||
|
|
|
|
|
|
|
Д и а м е тр |
Д л и н а |
з а г о т о в к и |
п о к о в к и |
з а у с е н ца |
Т о л щ и на с е н ц а h |
Ш и р и н а к а s, мм |
Шестерня 1-й передачи вто ричного вала коробки скоро стей автомобиля ЗИЛ-130 . . .
Шестерня 2-й передачи про межуточного вала коробки ско ростей автомобиля ЗИЛ-130 . .
Шестерня 4-й передачи про межуточного вала коробки пе редач автомобиля ЗИЛ-130 . .
Шестерня полуоси автомоби
ля З И Л -1 5 0 ................
Шестерня 3-й передачи про межуточного вала коробки пе редач автомобиля ЗИЛ-130 . .
Чашка дифференциала пра вая автомобиля ЗИЛ-130 . .
Чашка дифференциала левая автомобиля ЗИЛ-130 .
80 |
170 |
6,70 |
5,85 |
0,8 |
4,0 |
12 |
80 |
128 |
5,05 |
4,42 |
0,6 |
4,0 |
10 |
70 |
137 |
4,15 |
3,45 |
0,7 |
4,0 |
11 |
75 |
118 |
4,10 |
3,40 |
0,7 |
2,7 |
10 |
80 |
97 |
3,80 |
3,38 |
0,5 |
3,0 |
10 |
П О |
166 |
12,70 |
11,50 |
1,2 |
- |
— |
П О |
152 |
11,30 |
10,30 |
1,0 |
— |
— |
|
|
|
|
|
|
Кулак поворотный (правый, |
|
|
|
|
|
|
|
|
левый) автомобиля ЗИЛ-130 |
120 |
210 |
18,70 |
15,90 |
2,8 |
5,5 |
10 |
|
Кулак поворотный (правый, |
|
|
|
|
|
|
|
|
левый) |
автобуса ЗИЛ-127 . . . |
120 |
330 |
29,60 |
25,40 |
4,1 |
5,5 |
12 |
|
|
|
|
|
|
1 |
|
|
1 |
Ш т а м п о в к а н а п р е с с е З И Л |
(Рн = |
2£00 тс) |
п р и н агр е в е з а г э т о в о к в |
к а м е р ш IX ме |
|||
|
o a i р е в в и н д у к ц и о н н о м н а г р е в а т е л е |
|
|
|
|
|
||
I о п е р а ц и я .
‘I I I о п е р а ц и я .
5 I I о п е р а ц и я .
4
|
|
|
|
|
|
|
|
|
|
Таблица 1 |
|
тЬ* |
с |
|
ДиаметрИЛИ ширинагюковDR,киmiVI |
ПолнаяПОверхностьпоковкиf'^, |
Материалзагоитовкиг[ринятемптая*ератуштамра повки поковок |
i |
Я |
кгс-°st/с |
Замеренн<эе усилиештам- Рповки, тс |
||
|
Расчетное |
штамлие тс'штР |
|||||||||
Площадь |
|
мм |
|
5 * = |
|
|
|
|
|||
проекции, |
мм2 |
|
|
^Ог м |
|
|
|
||||
С |
|
|
|
|
|
|
С |
2 |
|
|
|
а- |
Я |
|
|
|
|
|
|
|
|
|
|
X |
X |
|
|
|
|
|
|
|
|
|
|
а> |
а |
|
|
|
|
|
|
|
|
|
|
о |
о |
|
|
|
|
|
|
|
|
|
|
га « |
X |
е |
|
|
|
|
|
|
|
|
|
о |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
' : |
|
|
|
|
|
|
8030 |
30 720 |
197 |
105 990 |
Сталь 25ХГМ, |
оst "-=6,8; |
Р з = 1700 = |
|||||
|
|
|
|
|
/=1100° С |
2140 |
|
= 2500; |
|||
|
|
|
|
|
|
|
|
|
Р \ = |
1500=2000 |
|
5650 |
23 300 |
170 |
86 680 |
Сталь 25ХГМ, |
ost = 6,8; |
Р3 = |
1300=1500 |
||||
|
|
|
|
|
/=1100° С |
|
1450 |
|
|
|
|
5980 |
19 600 |
158 |
74 650 |
Сталь 25ХГТ, |
ost = 6,8; |
Р3 = 1600=1900 |
|||||
|
|
|
|
|
1=1100° С |
|
1210 |
|
|
|
|
4940 |
17 200 |
146,2 |
55 880 |
Сталь 18ХГТ, |
ost = |
4,4; |
Р3 = |
1800 |
|||
|
|
|
|
|
/= 1100° С |
|
910 |
|
|
|
|
4650 |
14 970 |
139 |
58 140 |
Сталь 25ХГМ |
ost = 6,8; |
Р3 = |
1000=1200 |
||||
|
|
|
|
|
|
|
1200 |
|
|
|
|
— |
48 700 |
252 |
186 240 |
Сталь 45, |
|
— |
|
Р з1 = |
1730'> |
||
|
|
|
|
|
/ = 1100° С |
|
|
|
Р з П 1 = 3<ХЮ |
||
— |
48 700 |
252 |
173 270 |
Сталь 45, |
|
— |
|
Pi J = |
1730; |
||
|
|
|
|
|
<=1100° С |
|
|
|
Р5зП = |
2000 = |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
= 2600; |
|
|
|
|
|
|
|
|
|
|
^зШ = |
2000= |
|
|
|
|
|
|
|
|
|
|
|
= 1800 |
|
9050 |
32 100 |
— |
137 070 |
Сталь 40X, |
ost = |
10; |
Р3 = |
3000=3500 |
|||
|
|
|
|
|
/ =1100° С |
|
2630 |
|
|
|
|
1170 |
42 900 |
— |
186 460 |
Сталь 40ХГТР, |
ost = |
10; |
Р3 = |
4000=5000 |
|||
|
|
|
|
|
/=1100° С |
|
3700 |
|
|
|
|
тодических |
печах |
|
|
|
|
|
|
|
|
|
|
5
ходов и могут нагружаться пиковыми нагрузками на ползуне пресса, превышающими номинальное усилие и крутящий момент на главном валу более чем в 2 раза. Наибольшее влияние на пере грузку прессов оказывает недогрев заготовок и последующее их охлаждение на механизмах подачи или в штампах. Рассмотрим влияние температурного фактора на усилие штамповки поковок. Приближенно усилие штамповки
-^ШТ ^ k<5stFп.
Более точно усилие штамповки определяют по формуле (24):
где k — коэффициент, характеризующий напряженно-деформи рованное состояние поковки-; ost — напряжение текучести для плоского деформированного состояния при данной температуре; Fn — площадь проекции поковки, круглой в плане; S — ширина мостика заусенца; h3— толщина заусенца; F3— площадь про екции заусенца; Dn — диаметр поковки.
Если штампуются две поковки при температурах tx и t2, то сопротивление деформации поковок будет astl и ostz. В этом слу чае разность усилий деформации
АР шт !==ik {psti crs,2) F a,
Так, при t1 — 1100° С и t%= 1000° С, при которых для стали 45 ostl ^ 3 кгс/м2; 0sh = 5 кгс/см2,
ДРшт^ |
kFn(5 — 3) = %kFn. |
|
|
Так как начальное усилие' Р шт = 3kFn, |
то очевидно, что при |
||
указанном перепаде температур оно возрастает в |
|||
^шт Т Л-Рцгг |
3kFn -f- 2kFп |
, |
„„„„ |
-------р---------— |
-------- — |
1,01 |
раза. |
Г щ т |
O K I п |
|
|
В приложении 1 приведены данные замеров температур около 2500 шт. поковок, изготовленных в кузнечном цехе АЗЛКИз приложения 1 следует:
1) наиболее типовым интервалом температур можно считать
1240—930° С; 2) в тяжелых поковках типа коленчатого вала при подаче их
из индуктора не наблюдается значительных перепадов температур заготовки на штампе и готовой поковки, в то время как мелкие поковки быстро охлаждаются, требуя при этом большее усилие при штамповке.
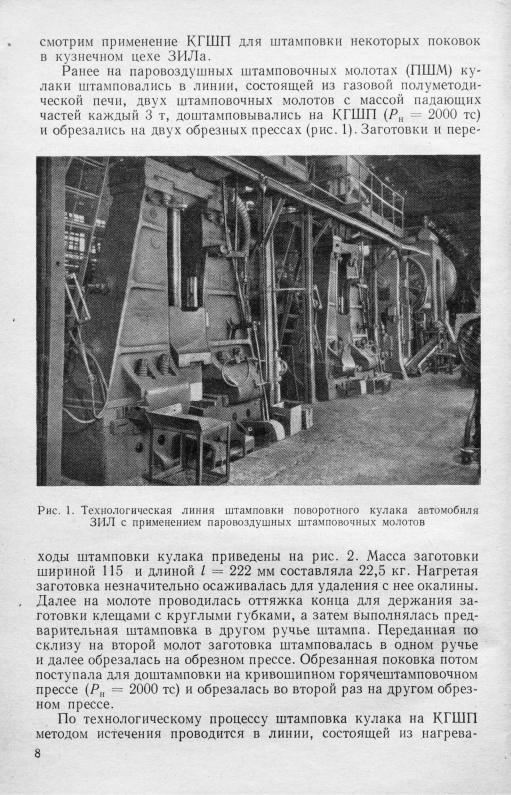
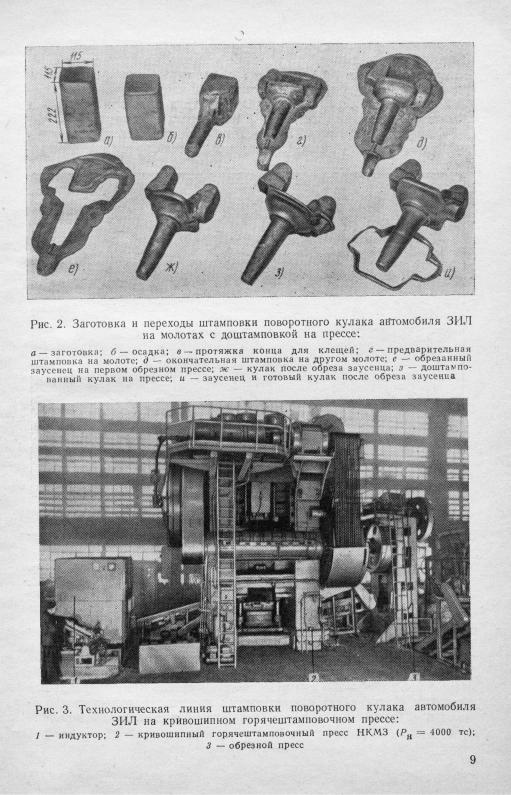
В приложении 2 показаны результаты замера усилий при штамповке поворотного кулака автомобиля ЗИЛ-130 на прессе НКМЗ усилием 4000 тс. Максимальное усилие штамповки во вто ром переходе не превышало 3220 тс (замер № 13), а минимальное усилие в том же переходе составляло 2600 тс (замер № 3). Усилие
6 ................
штамповки кулака в третьем — окончательном переходе меньше усилия штамповки во втором переходе примерно на 150—500 тс. Усилие штамповки изменялось в зависимости от температуры на чала штамповки; так, при температуре 1100° С оно возросло до максимального значения 3220 тс. Следовательно, на изменение усилия штамповки в большей степени влияет температура, а не масса (замер 13 приложения 2).
Внастоящее время отсутствуют аналитические зависимости, по которым с приемлемой точностью можно было бы рассчитать усилие деформирования и потребную работу деформации преобла дающего большинства поковок на прессах. Поэтому при выборе прессов применяют либо весьма грубые эмпирические зависимости, либо пользуются аналогией, что приводит к перегрузкам прессов.
Впоследние годы разработан и внедряется метод выбора прес сов для штамповки, основанный на замере усилий с использова нием тензометрических датчиков сопротивления, наклеиваемых
на некоторые детали прессов (стяжные болты, станину, шатун
идр.), с последующей тарировкой гидронагружателем и записью на пленке осциллографа диаграммы «усилие— путь» ползуна пресса.
Анализ проведенных исследований по замерам усилий на пол зунах показывает (табл. 1), что в ряде случаев прессы для штам повки выбирают неправильно и нагружают номинальным усилием
идаже более, так как в их деталях имеется запас прочности.
Практика эксплуатации прессов, нагруженных усилием не выше 0,75РН, показала, что при этом снижаются их простои и поломки. Зачастую при усовершенствовании технологических процессов из готовления поковок с целью экономии металла или повышения производительности труда не учитывается возможное увеличение при этом технологического усилия и энергетических затрат при вода, что снижает эксплуатационную надежность кривошипных горячештамповочных прессов.
ПРИМЕНЕНИЕ ПРЕССОВ ВЗАМЕН ПАРОВОЗДУШНЫХ ШТАМПОВОЧНЫХ МОЛОТОВ
Кривошипные горячештамповочные прессы нашли широкое применение для штамповки различных поковок, ранее изготов ляемых на молотах.
Эффективность применения прессов обусловлена их произ водительностью, расходом металла на изготовление поковок, стои мостью оборудования, инструмента, ремонта и обслуживания прес сов. Кроме того, следует учитывать санитарно-гигиенические усло вия труда. Все это необходимо иметь в виду при выборе прессов для штамповки на них поковок. Для анализа поковки разделяют на три основные группы, рассматривают, рационально ли их штам повать на прессах, и с учетом экономических расчетов приводят рекомендации по применению прессов. В качестве примеров рас
7