

Разработка операционной технологии на операцию технологического процесса
Определяем поверхности детали, которые можно использовать в качестве технологических баз, обеспечивающих точность выполняемых размеров. Наиболее оптимальным вариантом установки и базирования детали является плоскость (установочная база, лишает деталь 3-х степеней свободы), цилиндрический палец (двойная опорная база, лишает деталь 2-х степеней свободы), опорная база, лишает деталь последней степени свободы).

Выбираем метод обработки, инструмент и оборудования. Для обработки нам предложен паз шириной 5 мм. Исходя из требуемого квалитета точности обработки отверстия достаточно чернового фрезерования. В качестве инструмента принимаем фрезу пазовую затылованную. Данную операцию выполняем на горизонтально-фрезерном станке. В качестве первоначально варианта оборудования выбираем вертикально сверлильный станок 6Р82Г.
Технические характеристики станок сверлильный 2н135
|
|
|
|
Размеры рабочей поверхности стола: ширина длина |
250 1000 |
|
Наибольшее перемещение стола: продольное поперечное вертикальное |
800 250 400 |
|
Расстояние: от оси горизонтального шпинделя до поверхности стола от оси вертикального шпинделя до направляющих станины от торца вертикального шпинделя до поверхности стола |
30 – 450 - - |
|
Наибольшее перемещение гильзы вертикального шпинделя |
- |
|
Наибольший угол поворота стола, град. |
- |
|
Угол поворота вертикальной фрезерной головки, град., в плоскости, параллельной: продольному ходу стола поперечному ходу стола: от станины к станине |
- -
- - |
|
Внутренний конус шпинделя по ГОСТ 15945-82: горизонтального вертикального |
50 - |
|
Число скоростей шпинделя: горизонтального вертикального |
18 - |
|
Частота вращения шпинделя, об/мин: горизонтального вертикального |
31,5 – 1600 - |
|
Число рабочих подач стола |
18 |
|
Подача стола, мм/мин: продольная поперечная вертикальная |
25 – 1250 25 – 1250 8,3 – 416,6 |
|
Скорость быстрого перемещения стола, м/мин: продольного поперечного вертикального |
3000 3000 1000 |
|
Мощность электродвигателя привода главного движения, кВт |
7,5 |
|
Габарит станка, мм: длина ширина высота |
2305 1950 1680 |
|
Масса 6Р83Г станка, кг |
2900 |
Исходные данные: материал заготовки – алюминиевый сплав АК12М2
Точность обработки – 0,4мм (допуск на симметричность) Заготовка – литьё Масса ≈ 0,36 кг
Оборудование – горизонтально-фрезерный станок 6Р83Г
Выбор
глубины резания: h=14,5.

Подача
-
Скорость
-


Определение частоты вращения шпинделя:

По
паспорту станка принимаем

Определяем фактическую скорость резания:

Сила
резания -
Крутящий
момент

Мощность
резания

Определение основного технологического времени.

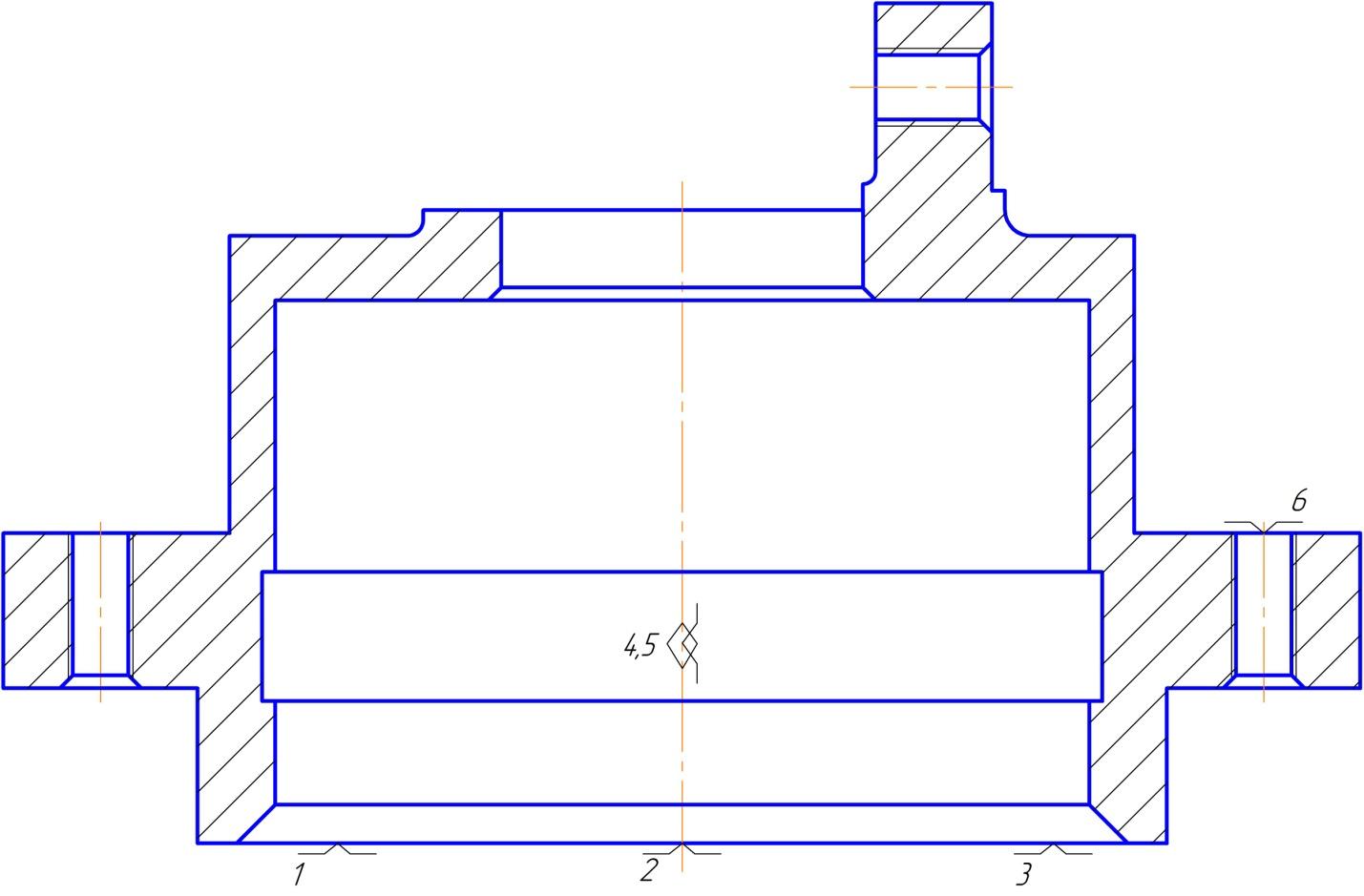
5. Проектирование приспособления, используемого при выполнении операции. Принцип работы приспособления

Заготовка (1) устанавливается на палец (2) зафиксированный с помощью резьбового фланца (3). Заготовка лишается 3-х степеней свободы. Отверстие - двойная опорная база, лишает деталь 2-х степеней свободы. Сила закрепления осуществляется пневмоцилиндром (4). Пневмоцилиндр закреплен в плите.
Преимуществами такой схемы возможность соблюдения принципа постоянства баз на большинстве операций технологического процесса и относительно простая фиксация детали в приспособлении. Эта схема обеспечивает хорошую доступность режущего инструмента к обрабатываемой детали. Установочным элементом служит палец. Шестой степени свободы деталь лишает сила закрепления, прикладываемая вертикально.