

МІНІСТЕРСТВО ОСВІТИ І НАУКИ, МОЛОДІ ТА СПОРТУ УКРАЇНИ
Національний технічний університет України «КПІ»
Факультет менеджменту та маркетингу
К О Н Т Р О Л Ь Н А Р О Б О Т А
з курсу « Організація виробництва»
Виконала студентка ІV курсу
групи ВУЕ – 91
Герасименко Л.В.
Перевірила:
Кожемяченко О.А.
КИЇВ-2012
Студент_Герасименко Л.В._ Група__ВУЕ-91__ Варіант 5
ЗАВДАННЯ
на виконання розрахунково-графічної роботи з дисципліни „Організація виробництва”.
Тема роботи: Вибір оптимального варіанту організації виробничого процесу в часі.
Ціль роботи: вибрати оптимальний варіант запуску виробів в виробництво для заданого технологічного процесу і розміру партії обробляємих виробів таким чином, щоб тривалість технологічного циклу обробки заданої партії виробів була мінімальною.
Вихідні дані:
1. Тривалість операцій технологічного процесу, хвилин
Номер операції |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Тривалість операції, tі, хв. |
3 |
1 |
3 |
1 |
3 |
2 |
2 |
Кількість робочих місць, Сі а.) Сі=1 б.)
Сі |
1 3 |
1 1 |
1 3 |
1 1 |
1 3 |
1 1 |
1 1 |
2. Розмір партії обробляємих виробів n=30шт.
3. Розмір передаточної (транспортної) партії р= 6 шт.
Розв’зання
Розрахунки тривалості технологічного циклу з урахуванням різних видів руху предметів праці
Послідовний рух предметів праці характеризується тим, що при виготовленні деякої партії n однакових предметів праці у багатоопераційному технологічному процесі кожна наступна операція починається тільки після закінчення виготовлення всієї партії на попередній операції (рис.1). Тривалість технологічного циклу складається з тривалостей операційних циклів.
![]() =30∙(3+1+3+1+3+2+2)=450хв
=30∙(3+1+3+1+3+2+2)=450хв
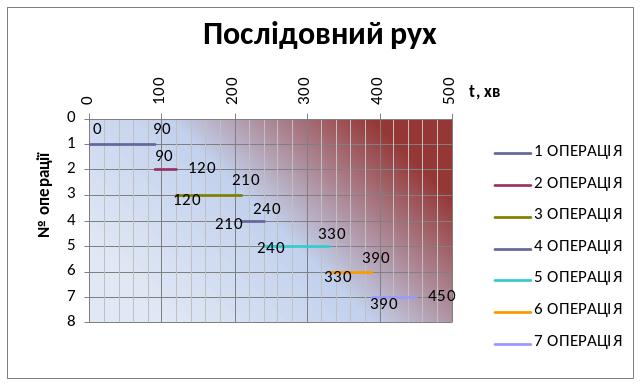
Рис.1. Графік послідовного руху партії деталей
Послідовний рух предметів праці відрізняється відносно простою організацією та відсутністю перерв на робочих місцях(робітників), але і найбільшою тривалістю технологічного циклу у зв’язку із довготривалим пролежуванням кожної деталі на попередній операції у чеканні закінчення обробки всієї партії (перерва партійності).
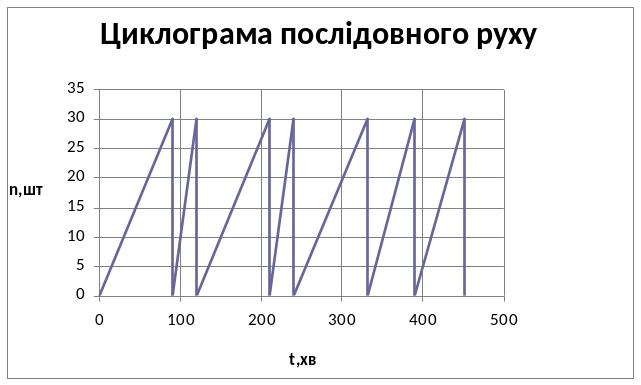
Рис.3 Циклограма послідовного руху партії деталей
Недолік послідовного руху полягає не тільки у великій тривалості технологічного циклу всієї партії деталей, але й кожної деталі окремо. Тому так організація виробничого процесу в часі доцільна тільки при малих партіях виробів та невеликій трудомісткості операцій, що притаманне, як правило, поодинокому та дрібнооптовому виробництву в машинобудівних галузях промисловості.
Паралельний рух предметів праці у виробництві характерний тим, що невеликі партій р чи окремі штуки предметів праці передаються з попередньої операції на наступну негайно після закінчення їх обробки на попередній(рис.3).
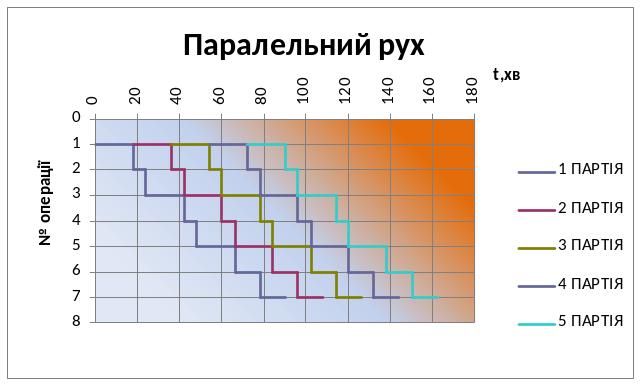
Рис.3. Графік паралельного руху предметів праці
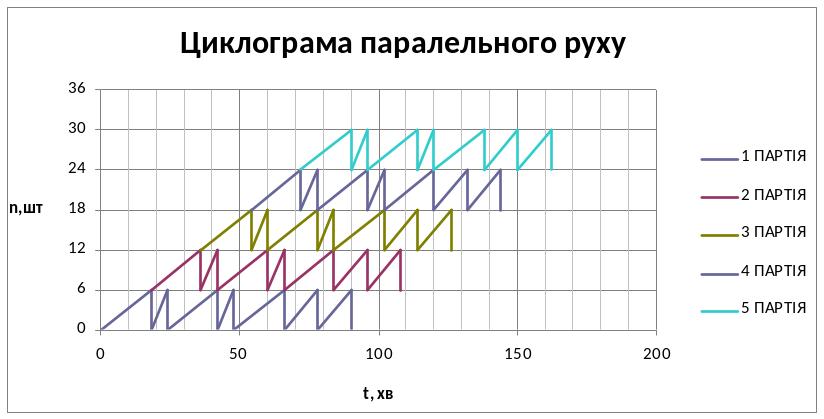
Рис.5. Циклограма паралельного руху предметів праці
При цьому партія чи кожна окрема деталь у процесі не пролежують, однак робочі місця завантажені не повністю. Безперервно діє лише максимальна за тривалістю операція(головна). На всіх інших операціях будуть мати місце перерви.
Тривалість технологічного циклу при паралельному русі предметів праці:
![]() =6∙15+24∙3=162хв
=6∙15+24∙3=162хв
Оскільки кожний предмет праці передається на наступну операцію негайно після його обробки на попередній, досягається найкоротший час проходження партії за всіма операціями, але при різній їх продуктивності.
Послідовно-паралельних рух предметів праці відзначається частковим запаралелюванням операцій. Суть його полягає в тому, що вся партія деталей n, що обробляється чи збирається, розбивається на транспортні партії р, які передають на наступну операцію, не зважаючи на те, що обробка інших транспортних партій не закінчена. При цьому необхідно дотримуватись умови безперервної роботи на кожній операції по виготовленню всієї партії n (рис.5).
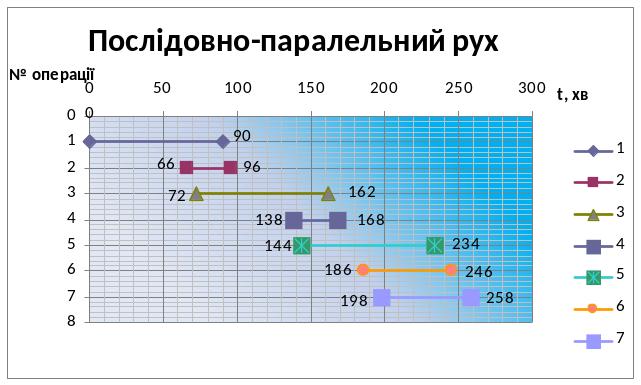
Рис.5. Графік послідовно-паралельного руху деталей
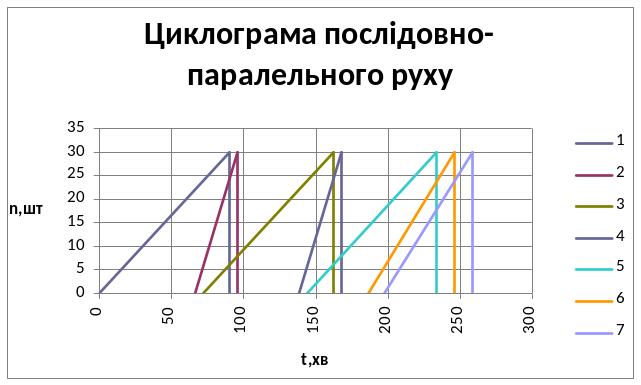
Рис.6. Циклограма послідовно-паралельного руху деталей
Цикл при паралельно-послідовному русі предметів праці менший, ніж при послідовному, внаслідок паралельності протікання кожної пари суміжних операційних циклів.
![]() = 450-24∙8=258
= 450-24∙8=258
Таким чином, послідовно-паралельний рух предметів праці має більш короткий цикл, ніж послідовний, за умовою безперервної роботи робочих місць на всіх операціях, хоч деталі пролежують на робочих місцях і число обліково-платних одиниць збільшується(ускладнюється з точки зору організації виробництва), більш високого темпу набуває і робота транспортних засобів. Його доцільно використовувати при обробці великих партій та значній трудомісткості виробів, що притаманне багатосерійному виробництву.
При організації виробничого циклу в часі за послідовно-паралельною схемою слід враховувати ряд особливостей цього виду:
Скорочення часу короткотривалої операції, що здійснюється між довготривалими, не тільки не зменшує загальну тривалість виробничого циклу, а й може призвести до її збільшення;
Збільшення тривалості короткотривалих операцій, щодо більших, тобто вирівнювання їх, призводить до скорочення тривалості виробничого циклу.
Саме таких результатів можна досягти об’єднанням кількох короткотривалих операцій за умови, що певне об’єднання не призведе до більш тривалої операції.