

4.1. Ескіз заготовки, па поступає на механічну обробку.
4.2. Зміст операції механічної обробки.
Операція 050 «Вертикально-фрезерна»
Верстат моделі 6Р12
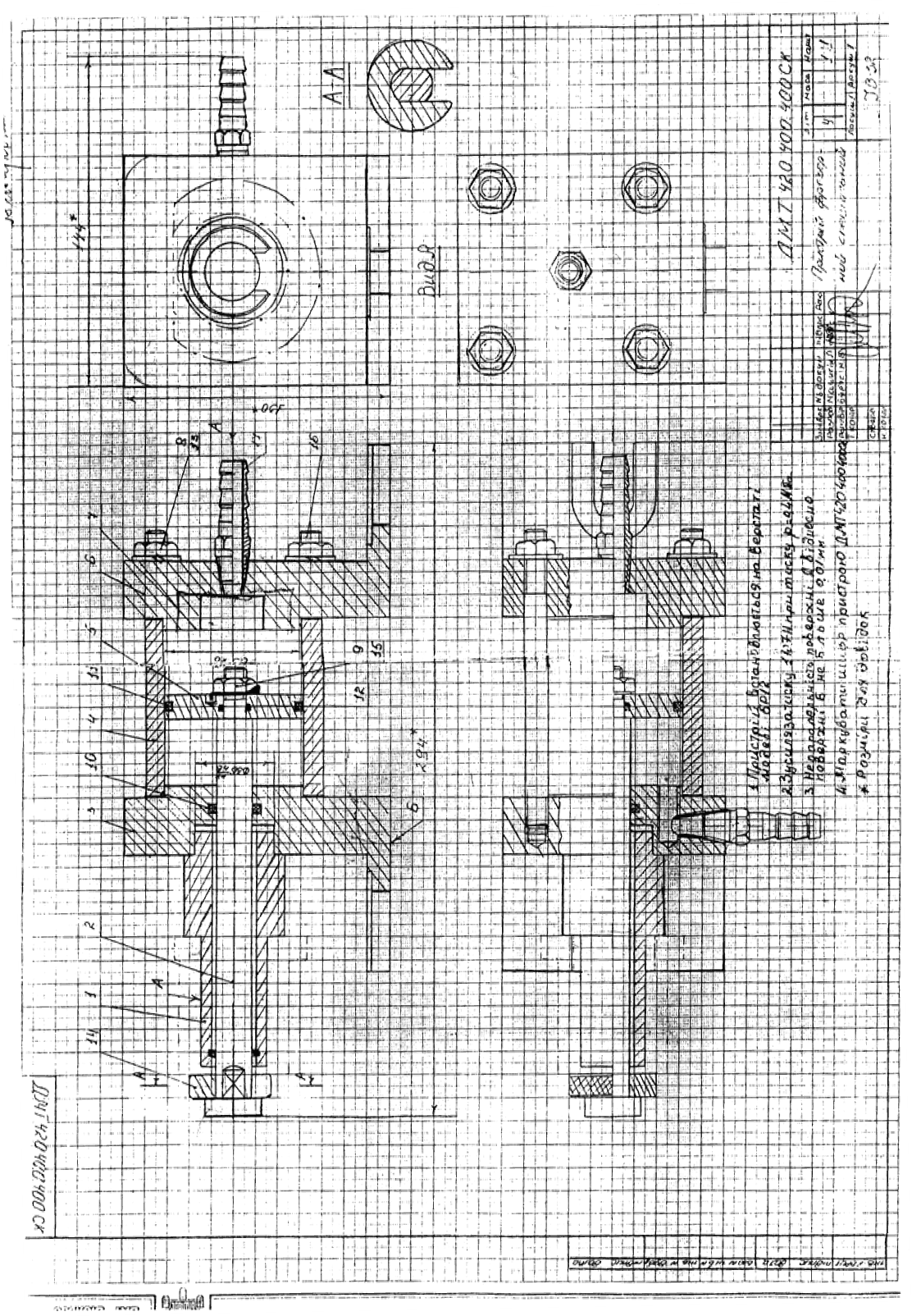
1. Встановити, закріпити і зняти деталь. Пристрій фрезерний спеціальний. 2. Фрезерувати заготовку в розмір 60-0,5.
1. Розрахунково-пояснювальна записка
1. 1. Загальний розділ.
1.1.1. Розробити технологічну операцію для якої проектується пристрій аналітичним методом.
Вибираємо різальний інструмент.
Вибираємо фрезу торцеву з механічним кріпленням п'ятигранних твердосплавних пластин ГОСТ 22087-76 Т15К6, Ф63, z = 5 [1] стор.188 табл. 97
Визначаємо режими різання.
1. Глибина різання.
t = h = 65-60 = 5 мм
2. Подача на зуб фрези.
Sz = 0,090,18 мм/зуб [1] стор.28З табл. 39; Приймаємо Sz = 0,15 мм/зуб
3. Визначаємо швидкість різання.
![]() [1]
стор. 282
[1]
стор. 282
Cv=332; q=0,1; x=0,1; y=0,4; u=0,2; p=0; m=0,2; T=180хв. [1]стор.286 табл.39
Kv=KmvKivKnv=111=1

Kvn=1; nv=0,9;Knv=1; Kiv=1
![]() м/хв
м/хв
4. Частота обертання шпінделя
![]() хв-1
хв-1
Коректуємо по паспорту верстату
nк =1600 хв-1 (стор.422 Н.А Нефедов)
5. Дійсна швидкість головного руху
![]() м/хв
м/хв
6. Хвилинна подача
Sхв =Sz Z nк =0,1551600=1200 мм/об
Sхв.к. =1250 мм/об
![]() мм/зуб
мм/зуб
7. Визначити силу різання

Ср = 825; х = 1,0; у = 0,75; и = 1,1; q = 1,3; w = 0,2 [1] стор. 291,табл.41
![]() [1]
стор. 264,табл.9
[1]
стор. 264,табл.9
![]() Н
Н
8. Визначаємо потужність різання.
![]() кВт
кВт
Проводимо перевірку по потужності
Nm=Nд η = 0,8 7,5 = 6 кВт - потужність на шпінделі верстату
Np Nm; 3,6 6
9. Машинний час.

![]() мм
мм
= 2…5 мм
![]() хв
хв
1.1.2. Аналіз вихідних даних
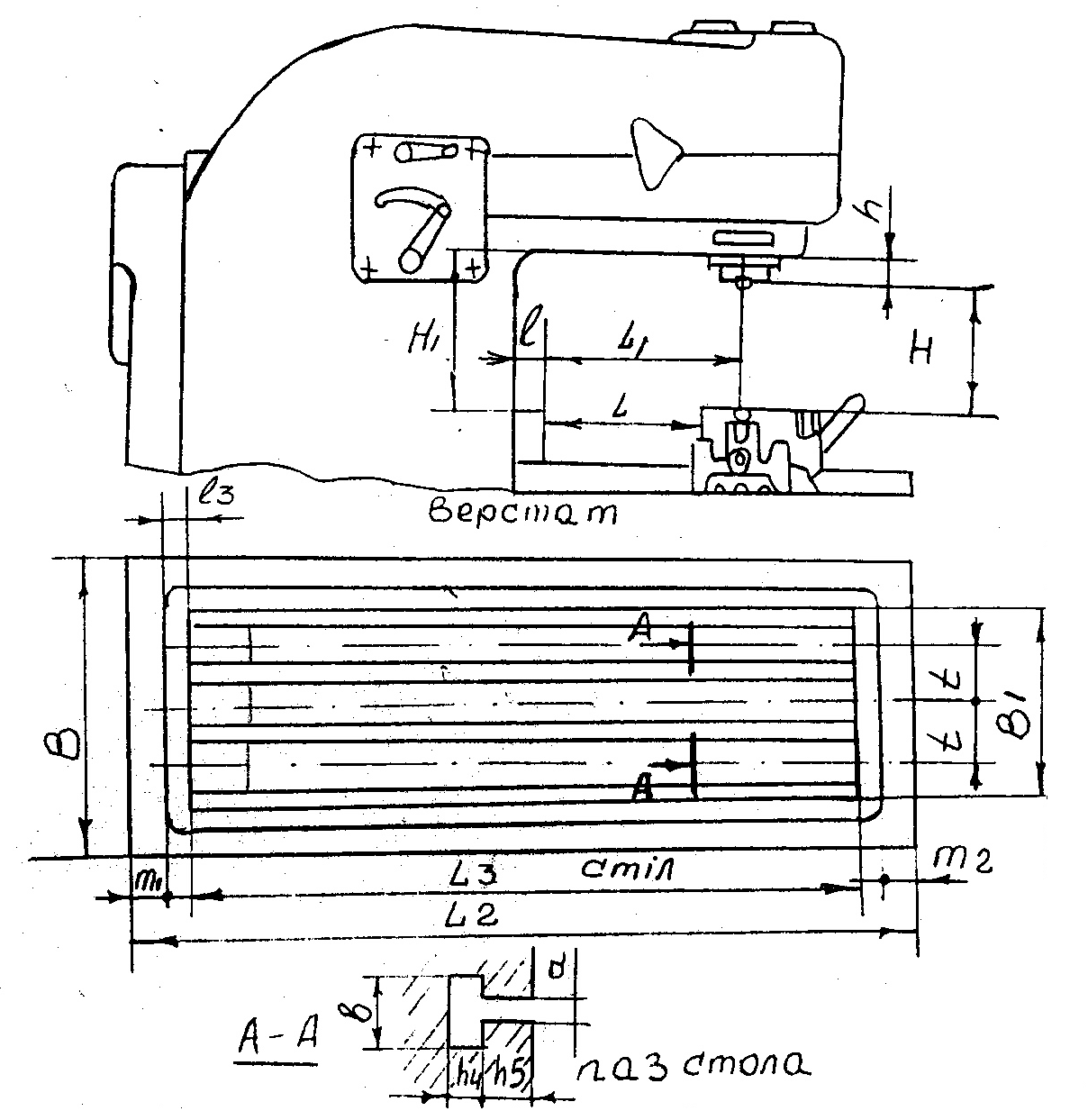
Згідно з змістом операції фрезерування заготовка в розмір 60-0,5 виконуємо на вертикально фрезерному верстаті моделі 6РІ2.
Окремі конструктивні розміри даного верстату мають вплив і лімітують конструктивні розміри окремих конструктивних елементів майбутнього пристрою.
Приводимо конструктивну схему верстату з вказанням його основних конструктивних елементів (А.К.Горошкин «Приспособления для металлорежущих станков» 1971, стр. 326-328).
1. Нmax = 450 мм
Нmin = 50 мм
Lmax = 250 мм
Lmin = 45 мм
L1 = 300 мм
h = 22 мм
m2 =50 мм
2. L2 = 1250мм
L3 = 1040 мм
L4 = 300 мм
B = 300 мм
B1 = 210 мм
m1 =20 мм
t = 60 мм
3. b = 30 мм
a = 18H8 – середній паз
a = 18H12 – крайній паз
h4 = 14 мм
h5 = 18 мм
1.1.3. Позбавити заготовку шести степеней вільності.
1 .
Встановлюємо заготовку на палець з
упором в правий торець.
.
Встановлюємо заготовку на палець з
упором в правий торець.
Поміщаємо заготовку в просторову систему координат, тоді:
Точка 1 позбавляє переміщення по вісі OZ
Точка 2 позбавляє переміщення по вісі ОУ
Точка 3 позбавляє переміщення по вісі ОX
Точка 4 позбавляє повороту по вісі OZ
Точка 5 позбавляє переміщення по вісі ОУ
Т очка
6
позбавляє повороту по вісі ОХ
очка
6
позбавляє повороту по вісі ОХ