

Анализ математической модели процесса импульсной лазерной сварки
Наиболее важные показатели качества лазерной сварки изделий приборостроения – прочность и выплеск металла из сварочной ванны.
Для сварки без выплесков обычно применяют теплопроводностный режим, при котором максимальная температура Т нагрева поверхности материала не превышает температуру его кипения Тк и для частого случая сварки с малым боковым теплоотводом находится из уравнения (43). Легко показать, что при этом максимальная глубина проплавления, а следовательно, и максимальная прочность соединения также реализуются при условии ТТк т. е. уравнение (43) представляет собой математическую модель процесса импульсной лазерной сварки металлов с учетом отмеченных выше ограничений.
Из сравнения выражений (71) и (43) следует, что

![]()
![]()
![]() (73)
(73)
![]()
В модельное уравнение (43) параметры внешней среды формально не входят, однако их влияние учитывается в связи с флуктуациями параметров лазерного излучения (Ел, r0, ). Возможные изменения этих параметров в течение действия одного импульса излучения составляют ±10%, а при длительной работе лазера Ел и могут измениться на 300–400% и более. Изменение теплофизических и оптических свойств материалов (a, k, R), подлежащих сварке, также составляет ±10% и обусловлено допустимым отклонением этих параметров от номинальных значений.
Из результатов анализа уравнения (44) следует, что к наиболее чувствительным изменениям поверхностной температуры Т приводят флуктуации радиуса пятна облучения r0 и коэффициента отражения R. При длительной посылке импульсов излучения (более 100–150 импульсов) существенным становится и уменьшение энергии излучения Ел, обусловленное старением элементов излучателя. При этом коррекция энергии излучения Ел повышением напряжения накачки может привести для некоторых типов лазеров к существенному (в 3–4 раза) изменению длительности импульса излучения [8].
Таким образом, анализ этой математической модели показывает, что для достижения выбранных показателей качества сварки необходимо учитывать влияние всех параметров лазерного излучения и коэффициента отражения излучения от зоны сварки. Модель управления процессом лазерной сварки с учетом сделанных выше замечаний может быть выражена общим уравнением:
![]() (74)
(74)
где R, Ел, r0, – наиболее существенные параметры состояния процесса сварки; Т – показатель качества сварки; Ел, r0, – управляемые параметры.
Построение алгоритма управления процессом лазерной сварки
Поскольку во время нагрева и плавления материала флуктуации параметра r0 могут привести к сильному изменению показателя качества сварки Т, то для реализации управления процессом сварки в реальном времени выберем схему вида (72).
В качестве управляемого параметра в промежутке между импульсами излучения выберем энергию излучения Eл, закон управления которой в соответствии с модельным уравнением (43) должен иметь вид
![]()
Блок-схема алгоритма управления рассмотренной модели приведена на рис. 25.
Очевидно, что управление процессом сварки в реальном масштабе времени может и не производиться. В этом случае параметр r0 должен быть стабилизирован, что достигается, например, специальной настройкой оптической системы лазера КФО и расположением свариваемых деталей в плоскости перетяжки сфокусированного пучка излучения.
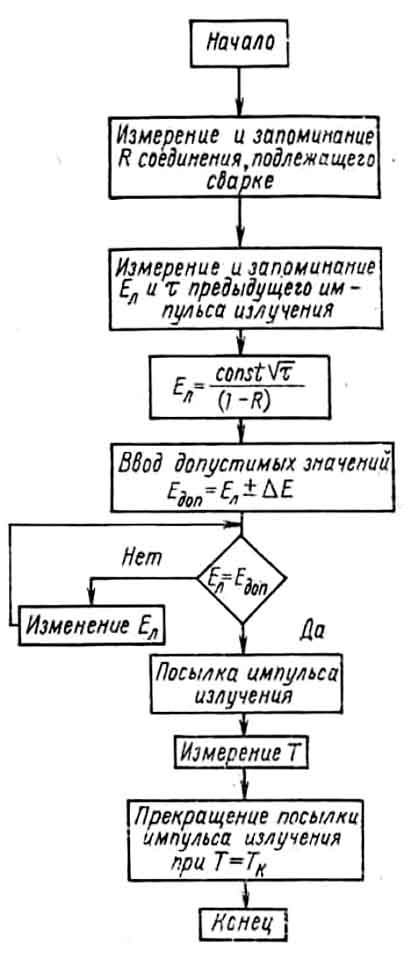
Рис.25. Блок-схема алгоритма управления процессом лазерной сварки