

1.3.7. Конвективное охлаждение рабочей смеси
1.
Для выяснения преимуществ конвективных
СО2-лазеров сравним характерные времена
охлаждения рабочей смеси за счет диффузии
 и конвекции
и конвекции
 .
Если характерный эффективный размер,
определяющий диффузию,
.
Если характерный эффективный размер,
определяющий диффузию,
 ,
а длина зоны возбуждения по потоку 1, то
,
а длина зоны возбуждения по потоку 1, то
 ,
где D
,
где D — коэффициент
диффузии газа,
— коэффициент
диффузии газа,
 ,
— длина свободного пробега частиц газа;
v
— их тепловая скорость; а
,
— длина свободного пробега частиц газа;
v
— их тепловая скорость; а — скорость
звука (а
— скорость
звука (а
 ),
),
 .
Их отношение
.
Их отношение
![]()
![]() (1.26)
(1.26)
Величина
этого отношения зависит от схемы прокачки
газа. Лазеры с продольной прокачкой
газа отличаются от диффузионных лишь
наличием потока газа. Поэтому, если
подставить в (1.26) характерные для
диффузионных лазеров параметры
~
1 см, 1~ 1 м,
~10 см,
то нетрудно видеть, что конвективное
охлаждение сравнивается с диффузионным
уже при v
см,
то нетрудно видеть, что конвективное
охлаждение сравнивается с диффузионным
уже при v ,
т.е. при существенно дозвуковых потоках.
Таким образом, наличие потока газа со
скоростью v
,
т.е. при существенно дозвуковых потоках.
Таким образом, наличие потока газа со
скоростью v >
а,1А,/Л приводит к заметному возрастанию
эффективности охлаждения рабочей смеси
и позволяет увеличить объемное
энерговыделение до величины
>
а,1А,/Л приводит к заметному возрастанию
эффективности охлаждения рабочей смеси
и позволяет увеличить объемное
энерговыделение до величины
 (1,27)
(1,27)
где
с
— удельная
теплоемкость газа, ρ
— плотность газа, Т -температура
газа на входе в газоразрядную камеру
(Т
T
)
Мощность лазера с продольной прокачкой
газа составит при этом
-температура
газа на входе в газоразрядную камеру
(Т
T
)
Мощность лазера с продольной прокачкой
газа составит при этом
 (1.28)
(1.28)
Естественно
этой формулой можно пользоваться лишь
до тех пор, пока предельные объемные
энерговыделения ограничиваются скоростью
охлаждения смеси, т.е. при выполнении
неравенства
 ,
г
де
,
г
де
 -предельное
значение энерговклада, определяемое
устойчивостью разряда). Ранее было
показано, что
-предельное
значение энерговклада, определяемое
устойчивостью разряда). Ранее было
показано, что поэтому, сравнивая формулы (1.19) и (1.28),
нетрудно видеть, что при фиксированном
радиусе трубки продольная прокачка
газа может увеличить удельный съем
мощности излучения с единицы длины
приблизительно на порядок, т.е. до W/L
— 500 — 1000
Вт/м.
Необходимо
отметить, что в случае турбулентного
характера газового потока дополнительное
возрастание скорости охлаждения смеси
может иметь место из-за замены ламинарной
диффузии на турбулентного. Время
турбулентной
диффузии (
)
~
поэтому, сравнивая формулы (1.19) и (1.28),
нетрудно видеть, что при фиксированном
радиусе трубки продольная прокачка
газа может увеличить удельный съем
мощности излучения с единицы длины
приблизительно на порядок, т.е. до W/L
— 500 — 1000
Вт/м.
Необходимо
отметить, что в случае турбулентного
характера газового потока дополнительное
возрастание скорости охлаждения смеси
может иметь место из-за замены ламинарной
диффузии на турбулентного. Время
турбулентной
диффузии (
)
~ ),
где
),
где
 -
флуктуации скорости потока. Сравнивая
это время с (
)
~
),
можно получить
-
флуктуации скорости потока. Сравнивая
это время с (
)
~
),
можно получить
 (1.29)
(1.29)
Таким образом, возникновение турбулентного характера течения газа в оптимальных режимах может привести к возрастанию скорости его охлаждения, сравнимому со скоростью конвективного охлаждения.
Несмотря
на то, что введение продольной прокачки
газа существенно увеличивает съем
излучения с единицы длины, предельная
мощность лазера при этом возрастает
незначительно и, как правило, не превышает
2 — 5кВт.
Это
связано с тем, что при продольной прокачке
газа длину лазера бессмысленно делать
большой. Действительно, как видно из
(1.28), W ~
~ ,
но
при
,
но
при
 удельное объемное энерговыделение
удельное объемное энерговыделение
 ~l
и
поэтому увеличение длины разряда в
направлении оптической оси не
сопровождается ростом мощности излучения.
~l
и
поэтому увеличение длины разряда в
направлении оптической оси не
сопровождается ростом мощности излучения.
2.
Значительно более перспективной с точки
зрения повышения мощности лазера
является схема с поперечной прокачкой
газа. В этом случае оптическая ось
резонатора лазера направлена
перпендикулярно направлению скорости
прокачки газа и поэтому ее увеличение
не сопровождается снижением эффективности
конвективного охлаждения, определяемого
длиной разрядной зоны по потоку 1.
Значения величин
~h
в схемах с продольной прокачкой становятся
одного порядка с l и при значениях ~10
и
~10
и
 ~10
время
конвективного охлаждения, как это видно
из (1.25), становится на 3-4 порядка меньше
.
~10
время
конвективного охлаждения, как это видно
из (1.25), становится на 3-4 порядка меньше
.
Основным фактором при этом, ограничивающим значения вкладываемой в разряд мощности, становится устойчивость разряда. Мощность конвективного лазера с поперечной прокачкой, имеющего газоразрядную камеру с плиной вдоль оптической оси L и высотой h, определяется полным расходом газовой смеси, допустимой температуре ее нагрева Т , и электрооптическим КПД используемого метода накачки, т.е.
![]() (1.30)
(1.30)
Подставляя
в это выражение типичные для конвективных
СО
-лазеров
значения
 K,
с
~
(1,5
— 2) Дж/(г К), р
~
10
K,
с
~
(1,5
— 2) Дж/(г К), р
~
10 г/см
г/см ,h
~3-
10см, v
~(0.3-1)
,h
~3-
10см, v
~(0.3-1) см/с и
~
(0,1-0,2), нетрудно видеть, что в условиях
конвективного охлаждения смеси поперечным
потоком с единицы длины в направлении
оптической оси можно снять мощность
излучения (W/L)~
(0,3
— 100) кВт/м,
что
существенно превышает удельные съемы
излучения, достигаемые при других
способах охлаждения рабочей смеси.
см/с и
~
(0,1-0,2), нетрудно видеть, что в условиях
конвективного охлаждения смеси поперечным
потоком с единицы длины в направлении
оптической оси можно снять мощность
излучения (W/L)~
(0,3
— 100) кВт/м,
что
существенно превышает удельные съемы
излучения, достигаемые при других
способах охлаждения рабочей смеси.
3. Конвективное охлаждение требует прокачки большего количества рабочей смеси. Ecли в диффузионных лазерах скорость прокачки определяется скоростью химического отравления смеси и в присутствии регенераторов может быть равной нулю, то в конвективных лазерах для получения 1 Вт лазерного излучения необходимо прокачивать
(( г/с.
г/с.
Так как создание мощных технологических конвективных лазеров с выбросом отработанной смеси нецелесообразно с экономической и трудно осуществимо при больших уровнях мощности с технической точки зрения, то, как правило, прокачка рабочей среды осуществляется по замкнутому газодинамическому тракту. Газодинамическая и оптическая схемы конвективных СО -лазеров с поперечной прокачкой представлены на рис. 30.
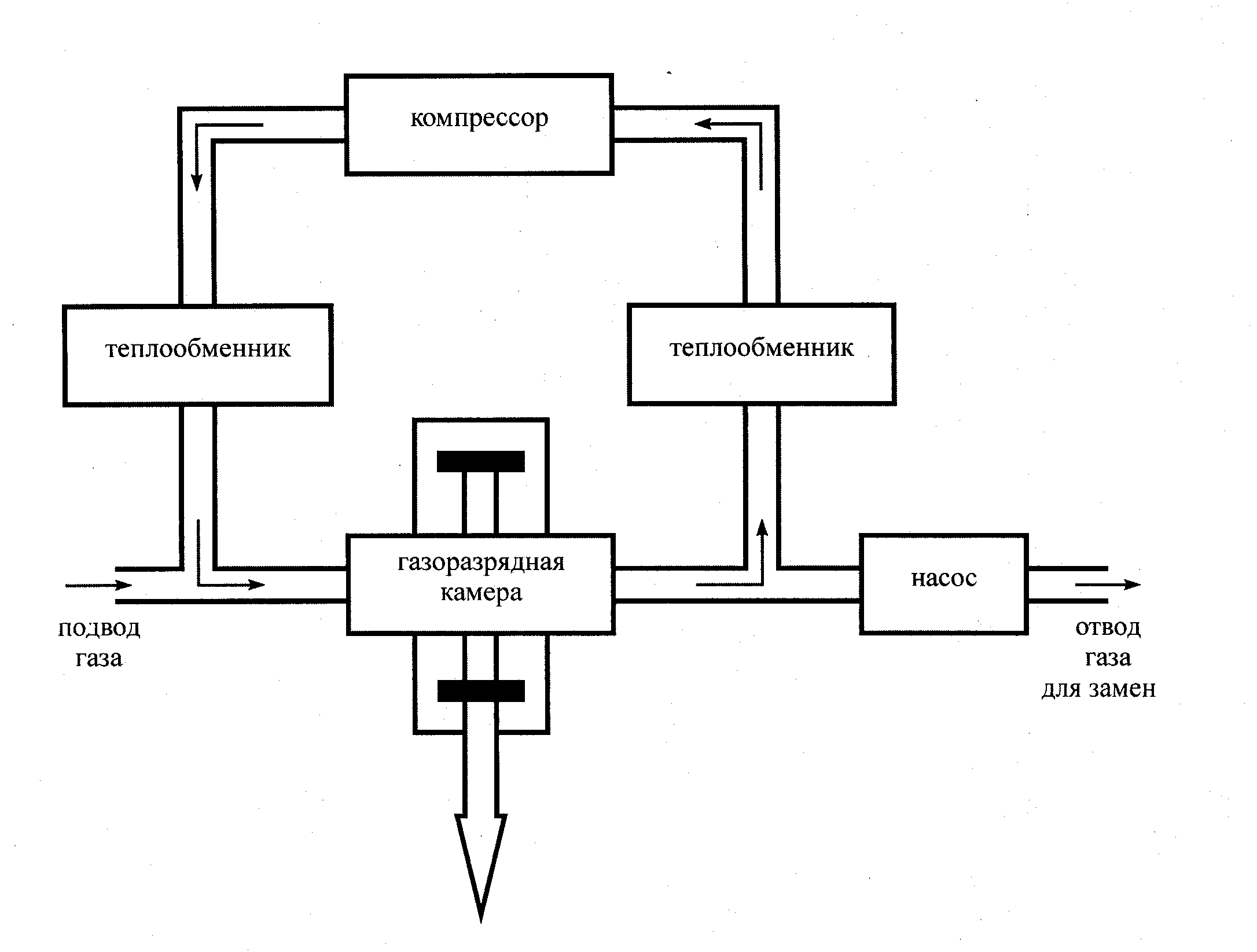
Рис.30
Наиболее
распространенным в настоящее время
способом накачки конвективных лазеров
является самостоятельный разряд
постоянного тока. В простейшем варианте
газоразрядная камера таких лазеров
состоит из трубчатого катода и сплошного
или секционированного в поперечном
потоку газа направлении анода. Полное
однородное заполнение катода током в
таких системах возможно лишь при малых
давлениях смеси (~15 — 20 торр),
малых
межэлектродных зазорах (h ~1 — 3 см) и
высокой степени однородности характеристик
потока газа. Повысить давление смеси,
межэлектродного зазора h,
а следовательно, и мощность лазера
можно, лишь повысив устойчивость разряда.
В случае самостоятельного разряда
постоянного тока это можно сделать с
помощью глубокого секционирования
одного из электродов (обычно катода)
вдоль и поперек потока газа. Так как
нормальная плотность тока на катоде
j ~
р
,
то повышение давления рабочей смеси
приводит к необходимости сокращения
эмитирующей площади поверхности и
поэтому катоды таких разрядов имеют
вид равномерно распределенных по плате
штырей или пластин.
~
р
,
то повышение давления рабочей смеси
приводит к необходимости сокращения
эмитирующей площади поверхности и
поэтому катоды таких разрядов имеют
вид равномерно распределенных по плате
штырей или пластин.
Однородное распределение тока по всей разрядной камере обеспечивается включением в цепь каждого катодного' элемента балластного сопротивления Rb, на котором выделяется — 30 — 50% напряжения источника питания. Длина зоны разряда по потоку определяется предельными значениями и оценивается с учетом допустимого нагрева смеси с помощью соотношения
![]() (1.31)
(1.31)
Глубокое секционирование электродов позволяет заметно поднять удельный съем и полную мощность излучения С02-лазеров.