

3.6 Автоматизированная линия для изготовления
фасонных частей воздуховодов прямоугольного сечения
Линия СТД400 предназначена для изготовления П-образной стенки врезок и переходов, являющихся деталями фасонных частей воздуховодов прямоугольного сечения (рисунок 3.11), состоит из блока разматывателей 1, блока правильного 2, механизма шаговой подачи 4, механизма высечки 5, блока поворотных ножниц 6, пере дающего механизма 7, механизма прокатки защелочного соединения 9, листогибочного механизма 10, тележек 8, транспортеров 11 и 14, механизма прокатки нижней отбортовки 12, механизма прокатки верхней отбортовки 13, системы автоматического управления 75 и системы установки упоров 16.
Блок разматывателей имеет три самостоятельных разматывателя, расположенных на одной станине. На каждый разматыватель надевается рулон стальной ленты шириной 274, 224 и 174 мм. Свободный конец каждого рулона ленты 3 заправляется в правильный блок 2.
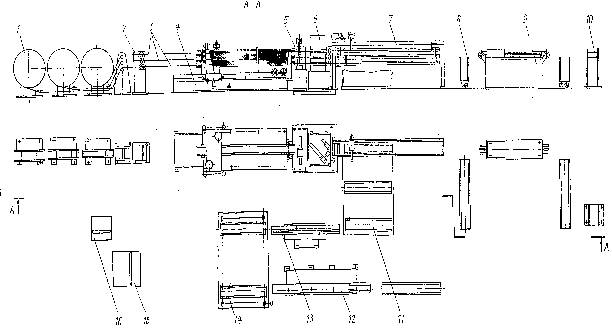
Рисунок 3.11. Автоматизированная линия СТД400. Схема размещения оборудования линии
Блок 2 предназначен для правки ленты преобразованием заготовок для последующего изготовления стенок врезок и переходов. Блок имеет три самостоятельных правильных механизма, смонтированных на общей станине. Все три ленты заправляются между ведущими правильными валками и только одна из них, подлежащая обработке, проходит волнообразное прокатывание через пять правильных валков, Подача ленты при работе линии осуществляется ходом каретки, имеющейся в механизме шаговой подачи 4, и в зависимости от работы линии - вращением ведущего валка посредством специального ключа.
Механизм шаговой подачи 4 предназначен для периодической подачи рулонной ленты к механизму высечки 5 и к блоку поворотных ножниц 6. Он имеет сварную станину, на которой установлены два ряда направляющих. В каждом ряду двигаются по одной подающей и одной упорной тележке. Подающие тележки осуществляют зажим ленты и ее подачу, а упорные тележки служат для ограничения хода подающих тележек. В корпусе каждой подающей тележки установлены по три зажимных устройства для каждой ширины обрабатываемой ленты. Управление подающих тележек пневматическое, а упорных - электрическое. Установка упорных тележек на заданный размер заготовки осуществляется автоматически для чего на механизме имеются специальные датчики. Обеспечение подачи заготовки под отрубку на блок поворотных ножниц осуществляется с помощью упора. На станине укреплены пневмоцилиндры, обеспечивающие возвратно-поступательное движение подающим тележкам. Для обеспечения нужного положения стальной ленты на стойках станины укреплены на трех уровнях щелевые направляющие. В верхний ряд заправляется лента шириной 174 мм. в средний - 224 мм, в нижний - 274 мм.
Механизм высечки предназначен для пробивки фасонных отверстий в обрабатываемой ленте согласно технологическому циклу и работает совместно с остальными механизмами линии в автоматическом режиме. На механизме установлены специальные штампы, работающие от пневмоцилиндров. Ввиду того что на линии обрабатываются три ленты разной ширины, на механизме высечки установлены три этажа соответствующих штампов. Каждый штамп имеет три пары пуансонов и матриц, которые обеспечивают высечку отверстий необходимой конфигурации и в соответствующих местах на заготовке. Ленты на механизм высечки подаются с механизма шаговой подачи по направляющим, обеспечивающим правильную ориентацию ленты относительно штампов.
Блок поворотных ножниц предназначен для резки полос на заголовки деталей фасонных частей воздуховодов под углом 45°. Блок работает с остальными механизмами линии в автоматическом режиме. Резка происходит с помощью одной из трех пар ножей, расположенных в три ряда по вертикали в одном блоке. Линия реза каждой заготовки обеспечивается поворотом блока, закрепленного на валу-шестерне, получающем вращение то в одну, то в другую стороны от рейки, концы которой являются штоками двух пневмоцилиндров. Ввиду необходимости точной установки ножниц относительно механизма высечки их устанавливают на одной общей раме.
Рама с ножами с помощью одноступенчатого редуктора вместе с ножами может поворачиваться вокруг центральной оси на 90°. Рейка с редуктором связана шестерней.
Передающий механизм 7 предназначен для передачи заготовки - "стенки" от блока поворотных ножниц на транспортер 11. Обрабатываемая заготовка от блока поворотных ножниц через подающие ролики поступает на створки механизма. Срабатывает фотоэлектрическая автоматика и створки с помощью пневмоцилиндра открываются, деталь падает в корыто транспортера. После того как деталь попала на транспортер, створки закрываются и рабочий цикл механизма повторяется.
Механизм прокатки защелочного соединения 9 предназначен для получения у заготовок защелочного шва. Привод механизма осуществляется от электродвигателя через клиноременную передачу и редуктор, далее через звездочку вращение передается на вал с помощью цепной передачи. Вал перемещает каретку, имеющую ролики, формующие защелочное соединение. Каретка перемещается возвратно-поступательно. Заготовка прижимается специальным прижимным устройством.
Листогибочный механизм 10 предназначен для гибки заготовок врезок. Гибка заготовки осуществляется поворотом гибочной балки, которая крепится к рычагам станины. Поворот балки осуществляется пневмоцилиндром через реечную передачу. Прижимная балка с помощью пневмоцилиндра и рычажной системы прижимает заготовку к столу, после чего гибочная балка поворачивается, гнет заготовку на заданный угол и возвращается в исходное положение, прижимная балка поднимается вверх и освобождает заготовку.
Механизм прокатки 12 предназначен для прокатки у заготовки нижней отбортовки. Привод механизма осуществляется от двух электродвигателей через клиноременную передачу и два редуктора.
От каждого редуктора, на валу которого сидит зубчатое колесо, вращение передается через систему паразитных шестерен на валы привода верхних и нижних роликов. Комплект роликов состоит из 25 пар.
Механизм прокатки 13 предназначен для прокатки у заготовки верхней отбортовки. Привод механизма осуществляется от электродвигателя через клиноременную передачу и редуктор. От редуктора, на валу которого сидит зубчатое колесо, вращение передается через систему паразитных шестерен, на валы верхних и нижних роликов.
Комплект роликов состоит из 14 пар.
Тележка 8 предназначена для сбора заготовок с механизма прокатки нижней отбортовки и подачи их к механизму прокатки защелочного соединения и механизму листогибочному.
Транспортёр 14 предназначен для сбора заготовок после профилирования на механизме прокатки верхней отбортовки и передачи их для дальнейшей обработки к механизму прокатки нижней отбортовки.
Транспортер 11 предназначен для сборки заготовок с механизма передающего и передачи их для дальнейшей обработки к механизму прокатки верхней отбортовки.
Поточная линия работает следующим образом: устанавливают три рулона стальной ленты в блок разматывателей 7, причем на каждый разматыватель устанавливают рулон соответствующей ширины.
Концы всех трех лент заправляют в правильные механизмы правильного блока 2. Из блока одна из лент (в зависимости от того, из какой ширины ленты нужно на линии изготовлять детали) направляется в механизм шаговой подачи 4 таким образом, чтобы ее передний конец вышел за пресс механизма высечки 5. Участок линии, включающий механизм шаговой подачи, механизм высечки, блок поворотных ножниц 6 и передающий механизм 7, автоматизирован, но подготовительные работы на нем выполняются в наладочном режиме. С передающего механизма 7 заготовка попадает в накопитель транспортера 11, и по мере накопления транспортер перемещает заготовки к механизму прокатки верхней отбортовки 13, через который заготовка пропускается вручную. С механизма заготовка поступает в накопитель транспортера и с него вручную подается в механизм прокатки нижней отбортовки 12. Затем заготовка поступает в тележку 8. Когда тележка наполнится, ее перемещают к механизму прокатки защелочного соединения 9, через который заготовка пропускается вручную. С механизма 9 заготовка укладывается в свободную тележку и подается в листогибочный механизм 10, на котором получается готовая деталь "сапожок", т.е. П-образная стенка врезки.
Механизмы 9, 12, 13 и 10 имеют самостоятельные пульты управления и обслуживаются оператором линии.
Техническая характеристика линии СТД400 представлена в таблице 3.2.
Таблица 3.2 - Техническая характеристика линии СТД400
Наименование показателя |
Норма |
Максимальная масса рулона стальной ленты, кг ………….. |
2000 |
Ширина ленты, мм ................................................................... |
174; 224; 274 |
Толщина ленты, мм. ………………………………………..... |
до 1,0 |
Длина отрезаемой заготовки, мм ............................................ |
545 - 3395 |
Суммарная мощность электроприводов, кВт ……………… |
12 |
Суммарный расход воздуха, м3/мин. ...................................... |
1 |
Площадь, занимаемая линией, м2 ……………………............ |
110 |
Цикл изготовления одной детали, с ....................................... |
60 |
Производительность линии, тыс. шт/год …………………... |
60 |
Количество операторов, чел ................................................... |
2 |
Габариты, мм: |
|
длина ................................................................................ |
20500 |
ширина ............................................................................ |
5200 |
высота .............................................................................. |
1610 |
Масса, кг. ................................................................................... |
14000 |