

2.3.7 Обработка резьбовых поверхностей
Если необходимо получить разъемные болтовые или подвижные соединения, изготавливают наружную и внутреннюю резьбы.
Нарезанием резьбы называется операция обработки металлов резанием со снятием стружки специальным резьбовым режущим инструментом, в результате чего получаем резьбовую пару: винт (болт) с наружной резьбой и гайку с внутренней резьбой. Нарезание винтовых поверхностей осуществляется со снятием стружки (нарезание) и без снятия стружки (накатывание, выдавливание).
Резьбы по ГОСТ разделяются на следующие группы: цилиндрические и конические, наружные и внутренние; треугольные, прямоугольные, трапецеидальные, упорные (пилообразные) и полукруглые; однозаходные и многозаходные; правые и левые; метрические и дюймовые; крепежные, мелкие, трубные, ходовые резьбы.
В зависимости от профиля (рисунок 2.24) могут применяться детали с треугольной резьбой для крепежных соединений, прямоугольной и трапецеидальной - для соединений, передающих движение (ходовые н грузовые винты), упорной - для передачи сил (в винтовых специальных нажимных прессах и др.), полукруглой - для получения плотных прилегающих поверхностей (электроарматура, винтовые стяжки, передающие динамические нагрузки и др.).
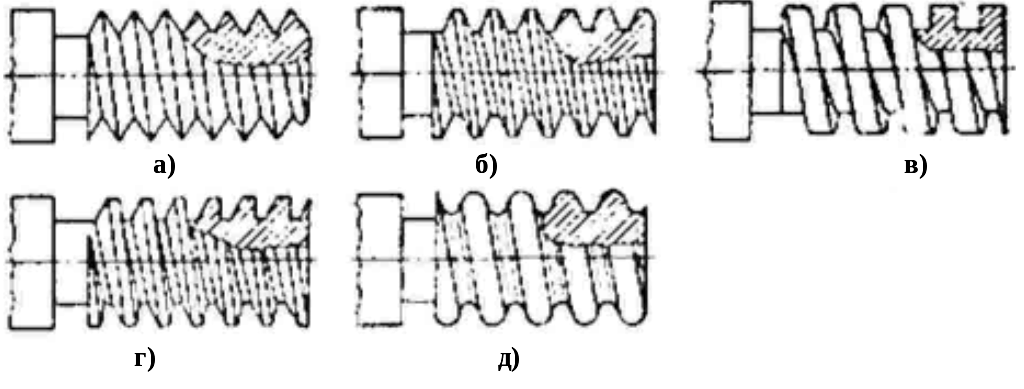
а - треугольная; б - трапецеидальная; в - прямоугольная;
г - упорная.; д - полукруглая
Рисунок 2.24. Виды резьб
Резьба нарезается вручную метчиками и плашками, а также на станках: резцами, гребенками, резьбонарезными головками (вихревое нарезание), обкаточными многозубыми резцовыми головками (долбяками), шлифованием и накатыванием.
Нарезание резьбы метчиками и плашками. Для нарезания резьбы метчиками деталь закрепляется и в подготовленное отверстие вставляется метчик, чтобы его ось совпадала с осью отверстия (рисунок 2.25,а). Метчик необходимо вращать на 1 - 1,5 оборота в рабочую сторону и на 0,5 - 0,25 оборота в обратную сторону. Такие приемы облегчают процесс работы, сохраняют метчик, способствуют получению высококачественной резьбы. Кроме того, при нарезке следует применять смазочно-охлаждающую жидкость. При нарезке следует применять все три метчика комплекта.
|
а - метчик; б - плашка
Рисунок 2.25. Резьбонарезной инструмент |
Наружная резьба нарезается плашками (рисунок 2.25,б). Стержень обрабатывают до необходимого диаметра, затачивают фаску и смазывают. Затем стержень закрепляют и навертывают на него плашку до получения полной резьбы. При нарезании наружной резьбы круглыми плашками их вставляют в самовыключающийся патрон, который подают на нарезаемый стержень вручную до появления самозатягивания при нарезании.
Нарезание резьбы резцами. Резьбу резьбовыми резцами нарезают на токарно-винторезных станках. Резьбовые резцы представляют собой разновидность фасонных с формой режущей части, отвечающей профилю резьбы. Качество резьбы зависит от качества заточки, установки резца и точности станка. Можно получить резьбу с очень высокой точностью.
Нарезание осуществляется в несколько проходов, количество которых зависит от глубины впадин и необходимой точности обработки. После наладки станка на нарезание резьбы включается механическая продольная подача, равная шагу резьбы. По достижении полного прохода резец поперечной подачей отводится от заготовки и включением обратного хода ходового винта возвращается в исходное положение. Затем, перемещая резец поперечной подачей, устанавливается необходимая глубина резания и повторяют проходы до получения полного профиля резьбы по глубине.
Нарезание резьбы фрезерованием, шлифованием и накатыванием.
Резьбофрезерование применяется при предварительной обработке длинных винтов и резьб с крупным шагом. Различают два способа фрезерования: дисковой и гребенчатой групповой фрезой.
На рисунке 2.26 показана установка дисковой фрезы с углом поворота τ0, который равен углу подъема резьбы. При медленном вращении вала и продольном перемещении вращающейся фрезы с зубьями, соответствующими профилю резьбы, образуется резьба, как правило, за один проход.
Гребенчатыми групповыми фрезами резьба нарезается за 1,2 - 1,3 оборота вала. Гребенчатую фрезу устанавливают так, чтобы ее ось была параллельна оси вала. При нарезании резьбы фреза должна перемещаться в осевом направлении на один шаг. Такой метод нарезания резьбы особенно целесообразен для исполнения резьб, расположенных у галтелей, буртиков.
Рисунок 2.26. Резьбофрезерование установкой фрезы
с углом поворота
Шлифованию подвергаются резьбы для получения высокой их точности, на закаленных деталях, удаления обезуглероженного слоя и устранения дефектов искажения размеров и формы профиля резьбы, возникших в процессе термической обработки. Резьба шлифуется шлифовальными кругами на резьбошлифовальных станках в центрах или на бесцентровошлифовальных станках. Резьба с шагом до 1,5 мм шлифуется без предварительного нарезания профиля резьбы, т.е. резьбообразование происходит непосредственно на цилиндрической поверхности заготовки вала. Если же шаг резьбы более 1,5 мм, то до термической обработки нарезается резьба каким-либо из ранее рассмотренных способов.
Накатывание резьбы - это процесс формообразования резьбы давлением без снятия стружки. Наибольшее распространение получило накатывание плоскими плашками и резьбонакатными роликами. При накатывании резьбы плоскими плашками деталь деформируется ими, приобретая профиль рифления плашек. В процессе накатывания одна из плашек неподвижна, а подвижная имеет поступательно-возвратное движение, принуждая этим катиться заготовку между плашками с образованием резьбового профиля.
Процесс накатывания резьбы роликами (рисунок 2.27) заключается в том, что стержень 3 свободно обкатывается между двумя вращающимися в одну сторону роликами 1 и 2.
Рисунок 2.27. Накатывание резьбы роликами
Кроме рассмотренных способов, для накатывания резьб на универсальных станках применяются резьбонакатные головки и плашки.