7 Скоростной фактор деф-ции. Скорость деф-ции и скорость деформирования
Различают скорость деформирования определяемую скоростью движения инструмента и скорость деформации, под которой понимают изменение степени деформации в ед. времени или изменение удельного смещенного объема в единицу времени. Рассмотрим данный вопрос на примере осадки образца.
 [м/c,
мм/c]
- скорость деформирования
[м/c,
мм/c]
- скорость деформирования
 [%,
частях] – степень деформации
[%,
частях] – степень деформации
 [1/с;
%/с; с-1]
– скорость деформации
[1/с;
%/с; с-1]
– скорость деформации
В
свою очередь
 , тогда
, тогда
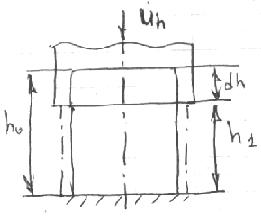
Таким
образом скорость деформации зависит
от
 и размера тела в направлении деформирования.
Чем меньше этот размер при неизменной
скорости движения инструмента тем выше
скорость деформации. Современное
кузнечно-прессовое оборудование
обеспечивает скорости деформирования
(скорость движения инструмента) от
нескольких мм. в сек. до нескольких сот
м/с. Поэтому важно знать как влияет
зависящая от этого параметра скорость
деформации на пластичность металла и
сопротивление деформированию.
и размера тела в направлении деформирования.
Чем меньше этот размер при неизменной
скорости движения инструмента тем выше
скорость деформации. Современное
кузнечно-прессовое оборудование
обеспечивает скорости деформирования
(скорость движения инструмента) от
нескольких мм. в сек. до нескольких сот
м/с. Поэтому важно знать как влияет
зависящая от этого параметра скорость
деформации на пластичность металла и
сопротивление деформированию.
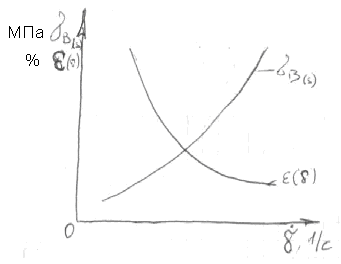
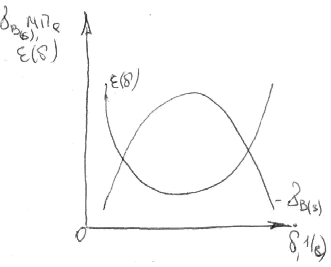
С
увелич. скорости деформации сопротивление
деформированию растёт, а пластичность
уменьшается. При деформации с нагревом
заготовки это влияние более заметно,
чем при хол. деформации поскольку, чем
выше скорость деформации при неизменной
скорости рекристаллизации
 ,
тем меньше возможностей для разупрочнения
Ме, а значит больше сопротивление
деформированию и ниже пластичность.
,
тем меньше возможностей для разупрочнения
Ме, а значит больше сопротивление
деформированию и ниже пластичность.
При обработке давлением без нагрева заготовки существенно большую роль, чем при горячей деформации играет тепловой эффект деф-ции. При выс. скор-тях деформир-я υдеф выделяющееся тепло деф-ции не успев. рассеяться в окр. ср., в следствии этого повышается температура деформированного тела, которая может вызвать явление возврата т.е. привести к некоторому разупрочнению металла.
 Повышение
темпер. заготовки при больших скоростях
деформ.
Повышение
темпер. заготовки при больших скоростях
деформ.
 должно учит-ся в случае деформир-я
металла в температурном интервале
близком к значениям хрупк-ти. Управляя
при этом тепловым эф-том за счёт изменен.
скор-ти деф-ции или нач. температуры
загот-ки мжно вывести процесс можно из
опасного режима деформирования. Как
следствие влияние температуры и скор-ти
деф-ции на поведение металлов и сплавов
в проц-се деформир-я нельзя рассматр.
в отрыве др. от друга, а необходимо учит.
эти величины (параметры)в комплексе.В
виде так называем. температурно-скоростного
фактора деф-ции. На пр-ке влияние скорости
деформ. на сопротивлен деформир-ю при
разных начальных температурах учит с
пом-ю скоростных коэф-ов, кот показывают
на сколько напр-е текуч-ти возраст. с
учвелич. скор-ти деф-ции. Следует особо
отметить, что сущ. верхнее ограничение
скорости деформирования, которое не
должно превышать скорость распространения
упругой деформации в металле.
должно учит-ся в случае деформир-я
металла в температурном интервале
близком к значениям хрупк-ти. Управляя
при этом тепловым эф-том за счёт изменен.
скор-ти деф-ции или нач. температуры
загот-ки мжно вывести процесс можно из
опасного режима деформирования. Как
следствие влияние температуры и скор-ти
деф-ции на поведение металлов и сплавов
в проц-се деформир-я нельзя рассматр.
в отрыве др. от друга, а необходимо учит.
эти величины (параметры)в комплексе.В
виде так называем. температурно-скоростного
фактора деф-ции. На пр-ке влияние скорости
деформ. на сопротивлен деформир-ю при
разных начальных температурах учит с
пом-ю скоростных коэф-ов, кот показывают
на сколько напр-е текуч-ти возраст. с
учвелич. скор-ти деф-ции. Следует особо
отметить, что сущ. верхнее ограничение
скорости деформирования, которое не
должно превышать скорость распространения
упругой деформации в металле.
 При
равенстве этих скор-тей наступ. разрушение
деформир-го металла. Скор-ть упруг.
деф-ции равна скорости распространения
звука в этом Ме и для стали равна
При
равенстве этих скор-тей наступ. разрушение
деформир-го металла. Скор-ть упруг.
деф-ции равна скорости распространения
звука в этом Ме и для стали равна
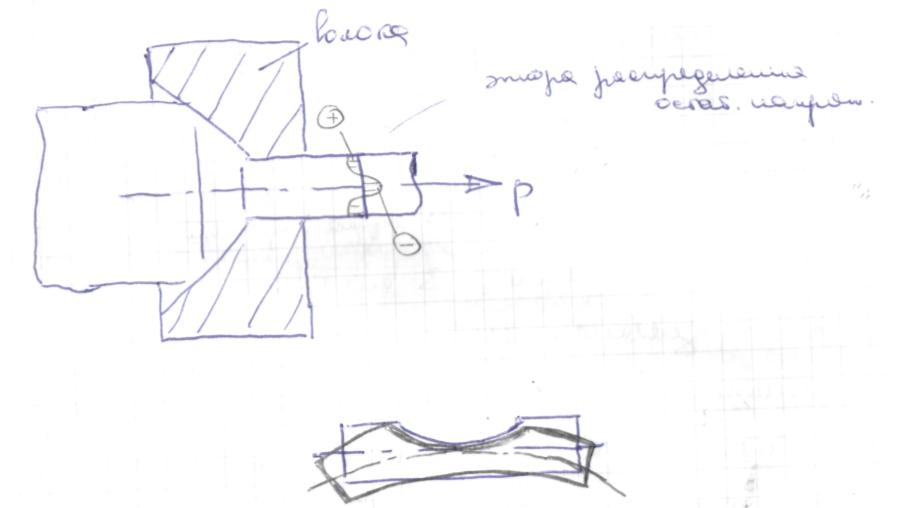
8 Что такое неравномерная деформация. Почему она возникает, чем опасна и как ее уменьшить. Закон дополнительных напряжений и их классификация, остаточные напряжения
При равномерной (однородной) деформации напряженное состояние во всех точках тела одинаково, компоненты тензора напряженного состояния и направления главных осей не изменяются при переходе от одной точки тела к другой, плоскости и прямые линии в теле не изменяются. При неравномерной (неоднородной) деформации напряженное состояние и деформации различны в разных частях тела. При обработке металла давлением деформация всегда неравномерна. Однако при решении практических задач деформацию принимают равномерной по всему объему тела или тело разделяют на отдельные объемы, в пределах которых можно принять деформацию равномерной.
Основные причины неравномерности деформации следующие: 1) несоответствие формы инструмента форме деформируемого тела; 2) внешнее трение; 3) неоднородность физических свойств деформируемого тела.
Неравномерность деформации при обработке давлением в большинстве случаев нежелательна, так как приводит к появлению дополнительных напряжений в процессе деформации, которые снижают пластичность, повышают потребное усилие, искажают форму тела. Неравномерность деформации приводит к остаточным напряжениям и к неоднородности свойств готовых изделий.
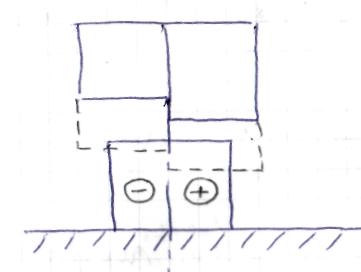
Процессы обработки давлением в большинстве своем характеризуются неоднородностью деформаций (форма детали, форма инструмента и др.). В связи с этим слои и элементы деформируемого тела стремятся к различному изменению размеров, а в виду сплошности этого тела они же влияют на изменение размеров соседних слоев, это и вызывает появление дополнительных напряжений.
Закон: При любом пластическом изменении формы деформир. тела в слоях стремящихся к большему изменению размеров возникают дополнительные напряжения, знак которых отвечает уменьшению размеров, а в слоях стремящихся к меньшему изменению размеров, возникают дополнительные напряжения, знак которых отечает увеличению размеров.
Дополнительны напряжения бывают 3-х родов:
напряжения 1-го рода уравновешиваются между отдельными слоями деформируемого тела;
напряжения 2-го рода уравновешиваются между отдельными зернами или кристаллитами;
напряжения 3-го рода уравновешиваются внутри отдельного зерна или кристаллита.
Дополнительные напряжения остающиеся в деформированном теле после снятия нагрузки называются остаточными напряжениями и они также могут быть трех родов.
При совпадении по направлению внешних и остаточных напряжений может произойти разрушение изделия в процессе эксплуатации.
Остаточные напряжения 1-го и 2-го рода устраняются в результате термической операции - возвратом или рекристаллизацией; 3-го рода – только рекристаллизацией.
Ост. напряж. 1-го рода легко определяют по прогибу образца в виде пластинки с поверхности которой послойно снимают Ме, а напряж. 2-го и 3-го рода обнаруживаются только рентгено-графическим методом.