

Билет №13
1. Дислокационная теория процесса холодной сварки
Наиболее удовлетворительно объясняет экспериментально установленные факты. Сущность ее: возникновение и движение дислокаций обеспечивает деформацию поверхностных неровностей до образования металлических связей по всей площади контакта. Возможность холодного сваривания присуща всем металлам и их сплавам, однако способности к образованию прочного соединения различна. Это объясняется тем, что для некоторых металлов и сплавов образовавшиеся узлы схватывания после снятия нагрузки разрушаются за счет действия упругих си металла и сплава, при этом не сваренные участки играют роль концентраторов напряжений. Нагрев облегчает движение дислокаций и увеличивает пластичность сплава.
Холодная сварка – сварка, осуществляемая только за счет пластической деформации. При этом происходит:
очистка от окислов и выравнивание свариваемых поверхностей;
создание активных центров схватывание.
Степень пластической деформации должно быть не менее 60%.
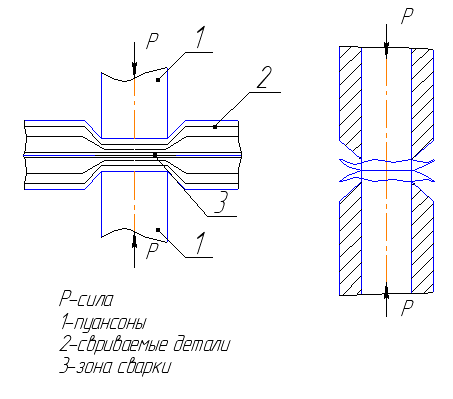
При холодной сварке наблюдается существенное растекание сплава вдоль поверхности стыка. При растекании окисные пленки разрушаются, их обломки выносятся из зоны соединения, наблюдается интенсивное образование дислокаций с образованием активных центров сварки на соединяемых поверхностях
1) с уменьшением толщины свариваемого материала холодная сварка облегчается (уменьшаются остаточные упругие напряжения).
2) легирование ухудшает свариваемость (резко возрастает ∑τ1 касательные напряжения, необходимые для преодоления дислокаций примесных атомов внедрения);
3) в наклепанном состоянии свариваемость хуже, чем в отожженном (растут τ2 – напряжения для преодоления дислокаций наклепа).
2. Сварочная дуга с плавящимся электродом.
Энергетическая структура сварочной дуги определяется:
составом плазмы, размерами и условиями существования столба;
материалом, размерами и формой электродов (особенно катода).
Сварочная дуга с плавящимся электродом существует в парах металлов электрода (Ме-дуги).
Защитные среды для металлических дуг в большинстве случаев являются активными, поскольку обеспечивают широкие возможности регулирования металлургических процессов при сварке.
Сварочная дуга с плавящимся электродом используется в следующих процессах сварки и наплавки:
1) Ручная дуговая сварка (сварка штучными, покрытыми электродами);
2) СПЭ в газах: а) активных (СО2, Н2О, Н2)- МАG;
б) инертных (Ar, He)- MIG;
3) сварка порошковой проволокой;
4) сварка под флюсом;
сварка под водой;
сварка в вакууме.
3. Факторы влияющие на технологическую прочность при сварке
1) Влияние растягивающих деформаций кристаллизующегося сплава.
В реальных условиях растягивающие деформации устранить нельзя, их можно только уменьшить путем:
а) уменьшение жесткости конструкции сварного изделия
б) применение подогрева свариваемого изделия (t = 100-5000С)
2) Влияние формы сварочной ванны
Узкая и глубокая сварочная ванна обычно сопровождается встречным ростом кристаллитов и нежелательна с точки зрения стойкости против горячих трещин.
Влияние величины первичных кристаллитов
Измельчение первичной структуры и подавление роста столбчатых кристаллитов повышает стойкость против горячих трещин
Влияние химического состава сварного шва
а) при сварке углеродистых и низколегированных сталей: С,Si, S, H2 отрицательно влияют на стойкость металла шва против горячих трещин;
Ni – до 2,5% не влияет , а при дальнейшем повышении влияет отрицательно.
Влияние Мn зависит от % С: если С = 0,10-0,12%, то влияние Mn положительно.
б) аустенитные стали и никелевые сплавы
Все элементы, повышающие количество феррита и карбидов повышают и стойкость Ме сварного шва против горячих трещин. Это – Al, Ti, Nb, Si, W, Mo, Cr…
в) Сварка Al и его сплавов.
Si – повышает, а Fe – понижает склонность к образованию горячих трещин
г) Сварка Cu и ее сплавов.
О2, Pb повышает склонность к горячим трещинам.