9. Требования к оформлению конструкции машины.
Требования:
1) Возможность сборки машин из обособленных сборочных единиц, без повторной разборки.
2) Максимальное применение стандартных и унифицированных сборочных единиц и деталей.
3) Сокращение объёма пригоночных работ.
4) Сокращение длительности цикла узловой и общей сборки и снижение их себестоимости.
Требования к сборочным единицам и деталям:
1) Необходимо предавать деталям простые формы, что упрощает конструкцию.
2) Конструкция детали должна быть такой что бы при выдачи из бункеро-ориентировачных устройств они не сцеплялись в цепочки, образование которых приводит к прекращению выдачи деталей из бункеров.
3) Детали, сопрягающиеся с зазором или натягом, следует выполнять с заходными фасками или направляющими заточками для лучшего направления сопрягаемых деталей на сборочной позиции.
4) базовые детали должны просто и надёжно устанавливаться и закрепляться в сборочном приспособлении манипулятора (робота)
5) Конструкция изделия должна быть такой, чтобы присборки детали подавались по простым прямолинейным траекториям.
6) Конструкция изделия должна быть удобной для подвода и отвода сборочных инструментов, а также для выполнения сборки с одной стороны без применения поворотного приспособления.
7) В конструкции изделия следует избегать таких соединений, которые трудно осуществить автоматически (заклёпачных, шпоночных), относительную неподвижность деталей целесообразно обеспечивать методами пластической деформации, точечной и холодной сваркой, склеиванием, пайкой.
8)Наиболее технологическими для автоматической сборки являются изделия, содержащие не менее 4 и не более 15 деталей.
10 Расчет показателей технологичности.
При проектировании технологического процесса сборки вместе с качественной производится количественная оценка технологичности, которая включает расчёт и сопоставление численных значений показателей технологичности с их базовыми значениями.
1) коэффициент сборности:

Где Е – число сборочных единиц в изделии; Д – число деталей в изделии, не вошедших в сборочные единицы;
2) Коэффициент применяемости унифицированных сборочных единиц в изделии

Где Еу – число унифицированных сборочных единиц в изделии.
3) Коэффициент применяемости унифицированных деталей в изделии (кроме крепёжных)

Где Ду – число унифицированных деталей. Д – общее число деталей.
4) Коэффициент повторяемости составных частей изделия
Где Q – число различных наименований составных частей в спецификации. Е+Д – общее число составных частей в изделии.
5) Коэффициент применяемости стандартных изделий

Где Дст – число стандартных деталей.
6) Коэффициент повторяемости материалов в изделии
Где Qм – число различных марок материалов, применяемых при изготовлении изделия.
11 Деление машин на сборочные единицы. Понятия и определения.
Сборку любой машины производят в определенной последовательности. Очередность соединения деталей определяется конструкцией деталей или его частей, а также степенью дифференциацией сборочных работ.
При проектировании ТП сборки деление изделия производят на сборочные единицы и детали.
Деталь – изделие, изготовленное из однородного материала без применения сборочных операций.
В технологии сборки есть понятия базовая деталь. Базовая деталь – это деталь с базовыми поверхностями выполняющая в сборочном соединении роль соединительного звена, которое обеспечивает относительное положение других деталей.
Сборочная единица – изделие составные части которого подлежат соединению между собой путем сборочных операций (свинчиванием, клейка, сварка, пайка)
Комплекс – два и более специфицированных изделия не соединенные на предприятии-изготовителе сборочными операциями, но предназначены для взаимосвязанных эксплуатационных функций.
Комплект – два и более изделия не соединенных на предприятии сборочными операциями или набор изделий имеющие общие эксплуатационные назначения вспомогательного характера (комплект запасных частей).
Различают конструктивные и технологические сборочные узлы и единицы.
Конструктивная сборочная единица – единица спроектированная лишь по функциональному принципа без учета особого значения в условиях независимой и самостоятельной сборки (механизмы газораспределения).
Технологическая сборочная единица – сборочная единица которая может собираться от других составных частей изделия и выполнять отдельную совместную функцию только совместно с другими частями изделия.
Наилучшим вариантом конструкции является сборочная единица, которая отвечает условию его функционального назначения его в изделии и условию самостоятельной и независимой сборки, т.е. конструктивно технологическая единица (насосы, клапаны, коробки скоростей, коробки передач).
Агрегат – сборочная единица обладающая полной взаимозаменяемостью, возможностью сборки отдельно от других составных частей изделия и способностью выполнять определенную функцию в изделии или самостоятельной.
Изделие, спроектированное по агрегатному (модульному) принципу, имеет более лучшие технико-экономические показатели в изготовлении, так и в эксплуатации и ремонте.
Повышается и качество сборки, потому что каждая сборочная единица может быть отдельно испытана.
При сборке и последовательности комплектовании изделия может быть одновариантовая (в случае простых сборочных операций) и многовариантная (для комплексных групп и изделий).
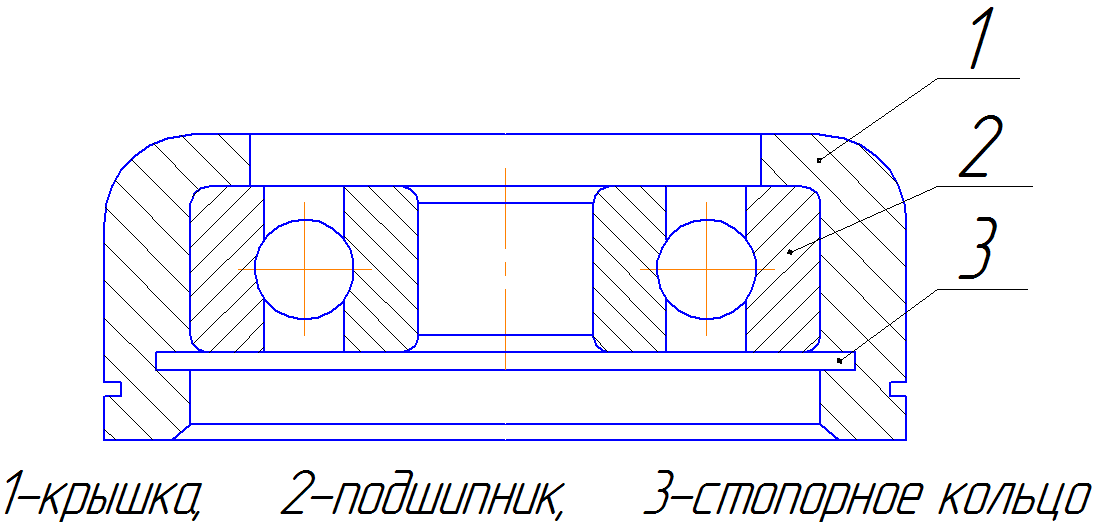
Пример:
В крышку устанавливается подшипник по наибольшему диаметру, а дальше стопорное кольцо.
На вал шестерню устанавливается радиальный шариковый подшипник и стопорное кольцо.
Сборка подшипника
с крышкой: