

34. Расчет зазоров(натягов) в соединениях. Схемы полей допусков соединений
Разработка технологического процесса сборки машины (изделия) требует внимательного изучения характера соединений сопрягаемых деталей. На сборочном чертеже обозначены все посадки сопрягаемых деталей и предельные значения зазоров и натягов в соединениях. Такая информация необходима для определения условий (режимов) сборки и выбора инструментов, сборочных приспособлений и оборудования. Пример оформления сборочного чертежа и схем полей допусков приведен на рис. 2.1.
В соединениях с зазором предельные (максимальный и минимальный) зазоры рассчитывают по формулам:
где  - верхнее и нижнее предельные отклонения
охватывающей поверхности(отверстия);
- верхнее и нижнее предельные отклонения
охватывающей поверхности(отверстия);
 - верхнее и нижнее предельные отклонения
охватываемой поверхности(вала).
- верхнее и нижнее предельные отклонения
охватываемой поверхности(вала).
В соединениях с натягом предельные (максимальный и минимальный) натяги рассчитывают по формулам:

В соединениях с переходными посадками максимальные зазор и натяг рассчитывают по формулам:
Результаты расчетов зазоров и натягов оформляют в виде таблицы.
Рисунки для этого вопроса отдельно!
35. Сборка соединений с натягом. Механическая запрессовка
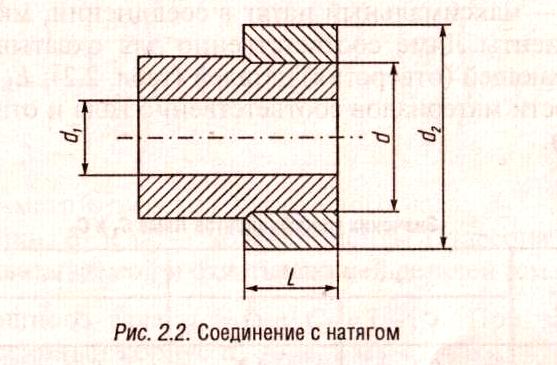
Соединения с натягом применяют для получения неподвижных неразъемных соединений без дополнительного крепления деталей. Относительная неподвижность деталей обеспечивается за счет напряжений, возникающих в материале сопрягаемых деталей вследствие действия деформаций их контактных поверхностей.
Применяют следующие способы сборки соединений с натягом(рисунок см. ниже):
1)механическая запрессовка при нормальной температуре;
2)сборка с нагревом охватывающей детали (отверстия);
3)сборка с охлаждением охватываемой детали (вала).
Механическая запрессовка является наиболее распространенным и простым процессом. Ее применяют при относительно небольших натягах:

где  - номинальный диаметр соединения.
- номинальный диаметр соединения.
При таком способе сборки микронеровности частично сминаются и фактический натяг в соединении уменьшается. Поэтому шероховатость посадочных поверхностей назначают в пределах Ra < 1,25 мкм.
К недостаткам способа следует отнести:
♦ неравномерность деформации тонкостенных деталей;
♦ возможность повреждения сопрягаемых деталей;
♦ потребность в прессах значительной мощности.
Необходимое усилие запресовки рассчитывают по формуле

где
- коэффициент трения на контактных
поверхностях( );
);
- номинальный диаметр соединений;
 - длина сопрягаемых поверхностей;
- длина сопрягаемых поверхностей;
 - давление на поверхности контакта.
- давление на поверхности контакта.
Давление на поверхности контакта рассчитывают по формуле
где  - максимальный натяг в соединении;
- максимальный натяг в соединении;
 - коэффициенты Ляме соответственно для
охватываемой(вала) и охватывающей(отверстие)
деталей, берутся по таблице;
- коэффициенты Ляме соответственно для
охватываемой(вала) и охватывающей(отверстие)
деталей, берутся по таблице;
 - модули упругости соответственно вала
и отверстия, берутся по таблице.
- модули упругости соответственно вала
и отверстия, берутся по таблице.
Коэффициенты Ляме можно рассчитать по формулам
где  - диаметр отверстия пустотелого вала;
- диаметр отверстия пустотелого вала;
 - наружный диаметр втулки;
- наружный диаметр втулки;
 - коэффициенты Пуассона соответственно
для охватываемой и охватывающей деталей.
- коэффициенты Пуассона соответственно
для охватываемой и охватывающей деталей.
Для сплошного
вала
 и
и
 При запрессовке втулки в массивный
корпус
При запрессовке втулки в массивный
корпус
 а
а

По рассчитанному значению усилия запрессовки Р подбирают пресс с учетом коэффициента запаса к = 1,5.
Деформации,
возникающие в процессе запрессовки,
приводят к увеличению диаметра
охватывающей детали ( )
и уменьшению внутреннего диаметра (
)
и уменьшению внутреннего диаметра ( ):
):

Если изменения диаметров существенны и размеры собранных деталей выходят за пределы установленных допусков, то в технологическом процессе необходимо предусмотреть операции по их восстановлению.