

39. Сборка резьбовых соединений.
Сборка резьбовых соединений включает несколько выполняемых последовательно приёмов: установка и относительная ориентация сопрягаемых деталей, установка крепежных деталей в отверстия, наживление резьбового соединения, завинчивание, затяжка, стопорение.
Для обеспечения неподвижности соединяемых деталей используют винты, болты и шпильки.
Соединение винтами является наиболее простым. В единичном и мелкосерийном производстве наживление винтов выполняют вручную. А завинчивание и затяжку – гаечными ключами или отвёртками. В крупносерийном и массовом производствах сборка выполняется гайковёртами, винтозавёртывающими станками с подачей винтов из бункерных устройств.
Более сложной является сборка с использованием болтов, поскольку болт необходимо придерживать, чтобы избежать проворачивания в процессе наживления, завёртывания и затяжки гайки. В этих случаях сипользуются те же средства механизации, что и при сборке винтами.
Самыми сложными являются соединения деталей шпильками, т.к. сначала шпилька должна быть завинчена в одну из деталей с натягом. Эта деталь имеет, как правило, глухое резьбовое отверстие. Для получения натяга в резьбовом соединении ГОСТ 4608-81 предусмотрены три посадки: 2Н5С/2r, 2H5C(2)/3p(2), 2Н4С(3)/3n(3). В обозначениях посадок в скобках указано количество групп сортировки шпилек по среднему диаметру резьбы. Это значит, что шпильку с одной из деталей соединяют методом селективной сборки.
Для ввёртывания шпилек используются шпильковёрты со спец. патронами. Шпилька при этом захватывается за резьбовую или гладкую часть и удерживается от проворота за счёт осевого натяга или радиального обжатия шпильки.
Процесс завинчивания шпилек в гнездо и их стопорение упрощаются при использовании клея. Резьбу шпильки и гнезда в этом случае изготавливают по посадкам с зазором, что исключает необходимость сортировки их по группам. Для применения рекомендуют клеи марок ВС-350 и Л-4. Перед посадкой на клей резьбу шпильки и гнезда обезжиривают ацетоном или бензином Б-70.
40. Затяжка крепёжных деталей.
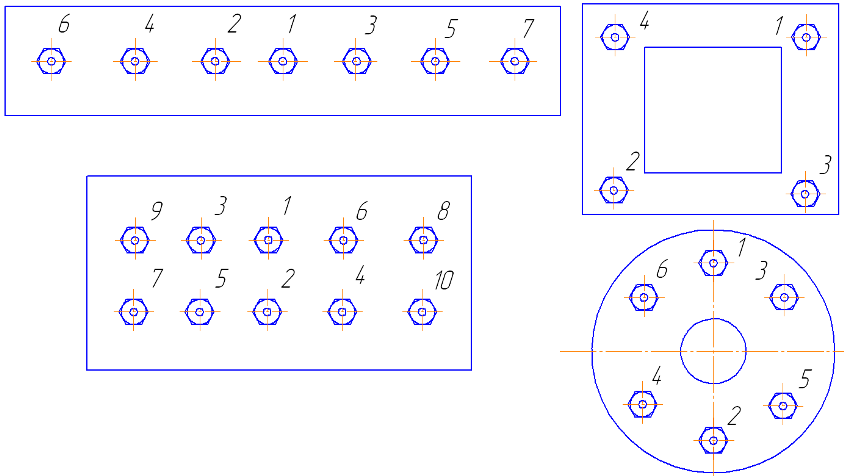
Затяжку крепёжных деталей в групповом соединении осуществляют постепенно. На рисунке показана рекомендуемая последовательность предварительной и окончательной затяжки сопрягаемых деталей для устранения их деформаций.
Требуемую затяжку ответственных резьбовых соединений обеспечивают: ограничением крутящего момента; поворотом гайки на определённый, заранее установленный угол; затяжкой с замером удлинения стержня шпильки или болта.
Для ограничения крутящего момента при ручной затяжке применяют предельные и динамометрические ключи. При использовании механизированных инструментов (электрических или пневматических гайковёртов) заданный момент обеспечивают муфтами, реле тока, самоостановкой (с торможением двигателя в конце затяжки и др. способами).
41 Способы стопорения резьбовых соединений
При работе резьбовых соединений в сложных динамических условиях(ударные нагрузки и вибрации) используют различные способы их стопорения
Часто при сборке изделий принимаются, меры к стопорению резьбовых соединений. Вызвано это тем, что от толчков и сотрясений, которые неизбежны при работе любой машины, может произойти самоотвинчивание резьбовых соединений.
Рассмотрим наиболее
часто встречающиеся способы стопорения
резьбовых соединений (рис. 143).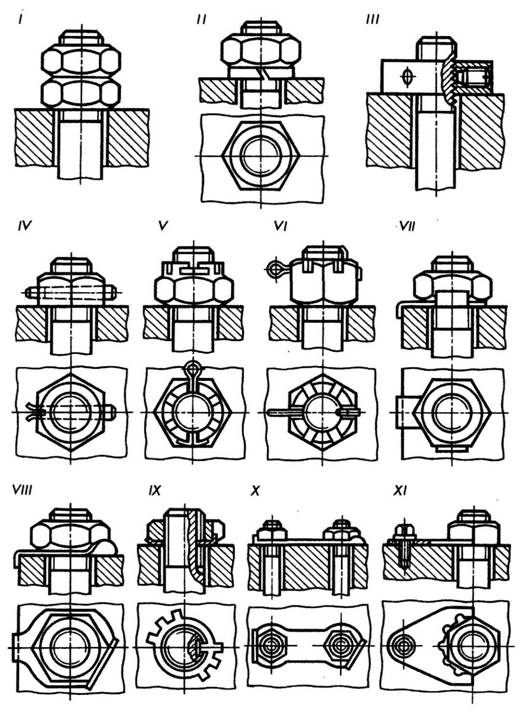
Стопорение контргайкой (рис. 143, I), осуществляется за счет трения, возникающего в резьбе и на торцовых поверхностях гаек. Основным недостатком этого способа является утяжеление соединения.
Стопорение пружинной шайбой (рис. 143, II), основано на том, что пружинная шайба создает дополнительное напряжение в резьбовом соединении, и, кроме того, острые закаленные кромки шайбы, врезаясь в опорную поверхность гайки, предотвращают тем самым ее самоотвинчивание.
Стопорение винтом, ввинченным в гайку (рис. 143, III), — способ, позволяющий стопорить гайку в любом положении. Для того чтобы не отвинчивался сам стопорный винт, шаг его резьбы должен быть по возможности мал. Недостаток этого способа заключается в том, что часть резьбы болта сминается стопорным винтом.
Стопорение штифтом коническим разводным (рис. 143, IV) — простой и надежный способ. После затяжки гайки ее просверливают вместе с болтом. В отверстие вставляют конический штифт и разводят его концы.
Стопорение разводным шплинтом (рис. 143, V, VI) — один из наиболее надежных способов. Шплинт изготовляют из стальной проволоки полукруглого сечения. Он имеет головку в виде кольца. Отверстие в болте под шплинт просверливают до или после монтажа. Разводной шплинт вставляют в это отверстие и в пазы корончатой или прорезной гайки.
Стопорение деформируемыми шайбами широко применяют в технике. Существует много конструкций деформируемых и фигурных шайб, некоторые из них приведены на рис. 143, VIII—XI. Обычно один ус шайбы отгибают по краю детали, а другой — по грани гайки. Применяют и фигурные шайбы, которые наподобие вилки обхватывают грани гайки.
Стопорение контргайкой (рис. 1, а) заключается в том, что после затяжки соединения крепежной (основной) гайки на резьбовый конец навинчивается вторая гайка - контргайка. Ее затягивают до плотного соприкосновения с торцом основной. Стопорение про¬исходит под воздействием сил трения в резьбе и на торцовых поверхностях гаек. Этот способ стопорения недостаточно надежен при повышенных вибрациях и применяется в настоящее время сравнительно редко.
Стопорение упругими шайбами основано на создании постоянных сил трения в резьбе и на торце гайки. Наиболее часто применяют пружинную шайбу в виде кольца с косым разрезом под углом 15 ° (рис. 1, б). Концы шайбы слегка разведены и выполнены с острыми кромками. При затяжке шайба сжимается, кромки врезаются в тело гайки и опорную поверхность детали, препятствуя самоотвинчнванию.
Стопорение проволокой применяют для парных винтов (рис. 1, в) и целых групп винтов. Для этого мягкую проволоку продевают в отверстия головок. Концы проволоки скручивают плоскогубцами. При вязке надо соблюдать следующее правило: натяжение проволоки должно создавать момент в направлении затяжки винтов: для правой резьбы - по часовой стрелке, для левой - против нее. Проволока создает жесткое стопорение — отвинчивание может произойти только при ее разрыве.
Жесткое стопорение получается также при применении плоских деформируемых шайб (рис. 1, г) и шплинтов (рис. 1, д). Отвинчивание может произойти только при их деформации или срезе. Один усик шайбы после сборки отгибают на грань детали, фиксируя на ней шайбу, второй - на грани гайки. Шплинт пропускают через отверстие в болте и прорезь в гайке, концы его отгибают.
Применяются также и другие способы стопорения. В последние годы широкое распространение получило стопорение с помощью клея, краски и других составов. Клей наносят на резьбу винта или в резьбовое гнездо детали перед сборкой соединения, краску - на головку винта с заходом на смежную деталь. Перед нанесением состава поверхности обезжиривают.