Вопрос3:
Пружины, рессоры и другие упругие элементы работают в области упругой деформации материала. В то же время многие из них подвержены воздействию циклических нагрузок. Поэтому основные требования к пружинным сталям – это обеспечение высоких значений пределов упругости, текучести, выносливости, а также необходимой пластичности и сопротивления хрупкому разрушению. Стали для пружин и рессор содержат 0,5-0,75 % С; их также дополнительно легируют кремнием (до 2,8 %), марганцем (до 1,2 %), хромом (до 1,2 %), ванадием (до 0,25 %), вольфрамом (до 1,2 %) и никелем (до 1,7 %). При этом происходит измельчение зерна, способствующее возрастанию сопротивления стали малым пластическим деформациям, а следовательно, ее релаксационной стойкости. Широкое применение на транспорте нашли кремнистые стали 55С2, 60С2А, 70С3А. Однако они могут подвергаться обезуглероживанию, графитизации, резко снижающим характеристики упругости и выносливости материала. Устранение указанных дефектов, а также повышение прокаливаемости и торможение роста зерна при нагреве достигается дополнительным введением в кремнистые стали хрома, ванадия, вольфрама и никеля. Лучшими технологическими свойствами, чем кремнистые стали, обладает сталь 50ХФА, широко используемая для изготовления автомобильных рессор. Клапанные пружины делают из стали 50ХФА, не склонной к обезуглероживанию и перегреву, но имеющей малую прокаливаемость. Термическая обработка легированных пружинных сталей (закалка 850-880 oС, отпуск 380-550 oС) обеспечивают получение высоких пределов прочности и текучести. Применяется также изотермическая закалка. Максимальный предел выносливости получают при термической обработке на твердость HRC 42-48. Для изготовления пружин также используют холоднотянутую проволоку (или ленту) из высокоуглеродистых сталей 65, 65Г, 70, У8, У10 и др. Пружины и другие элементы специального назначения изготавливают из высокохромистых мартенситных (30Х13), мартенситно-стареющих (03Х12Н10Д2Т), аустенитных нержавеющих (12Х18Н10Т), аустенитно-мартенситных (09Х15Н8Ю) и других сталей и сплавов.
#26
а)Марка : ЛС63-3 ( другое обозначение ЛС63-3А )
Классификация : Латунь, обрабатываемая давлением
Дополнение: Латунь свинцовая
Применение: Для изготовления лент, полос, прутков, проволоки; для деталей часов; втулок. Марку ЛС63-3А изготовляют с антимагнитными свойствами в соответствии с требованиями ГОСТ 15527
Химический состав в % материала ЛС63-3
63- содержание меди, 3% свинца, остальное - цинк
б)Марка : Сталь 45
Классификация : Сталь конструкционная углеродистая качественная
Применение: вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
0,45%
С
в) Марка : ШХ15СГ
Классификация : Сталь конструкционная подшипниковая
Применение: крупногабаритные кольца шарико- и роликоподшипников со стенками толщиной более 20—30 мм, шарики диаметром более 50 мм; ролики диаметром более 35 мм.

1.Технологическиесвойства характеризуют способность материала подвергаться различным способам холодной и горячей обработки.
Литейные свойства – характеризуют способность материала к получению из него качественных отливок.
Жидкотекучесть – характеризует способность расплавленного металла заполнять литейную форму.
Усадка (линейная и объемная)– характеризует способность материала изменять свои линейные размеры и объем в процессе затвердевания и охлаждения. Для предупреждения линейной усадки при создании моделей используют нестандартные метры.
Ликвация – неоднородность химического состава по объему.
Способность материала к обработке давлением – это способность материала изменять размеры и форму под влиянием внешних нагрузок не разрушаясь.Она контролируется в результате технологических испытаний, проводимых в условиях, максимально приближенных к производственным. Листовой материал испытывают на перегиб и вытяжку сферической лунки. Проволоку испытывают на перегиб, скручивание, на навивание. Трубы испытывают на раздачу, сплющивание до определенной высоты и изгиб.Критерием годности материала является отсутствие дефектов после испытания.
Свариваемость – это способность материала образовывать неразъемные соединения требуемого качества. Оценивается по качеству сварного шва.
Способность к обработке резанием – характеризует способность материала поддаваться обработке различным режущим инструментом. Оценивается по стойкости инструмента и по качеству поверхностного слоя.
Эксплуатационные свойства характеризуют способность материала работать в конкретных условиях.
Износостойкость – способность материала сопротивляться поверхностному разрушению под действием внешнего трения.
Коррозионная стойкость – способность материала сопротивляться действию агрессивных кислотных, щелочных сред.
Жаростойкость – это способность материала сопротивляться окислению в газовой среде при высокой температуре.
Жаропрочность – это способность материала сохранять свои свойства при высоких температурах.
Хладостойкость – способность материала сохранять пластические свойства при отрицательных температурах.
Антифрикционность – способность материала прирабатываться к другому материалу.
2.Процесс насыщения поверхности изделия углеродом. Цементация повышает тверость и износостойкость поверхности детали при сохранении вязкости сердцевины. Различают твердую и газовую цементацию. При твердой цементации в ящик заполненный науглеражущим веществом(карбюризатором) и специальными добавками размещают детали. В качестве карбюризатора используют древесный уголь.пРи температуре процесса(900-950 градусах Цельсия) кислород воздуха, расположенного между кусочками угля взаимодействует с углеродом с образования окиси углерода СО. Именно СО, а не СО2 т.к. процесс идет при недостаточном колличестве кислорода. При контакте окиси углерода с металической поверхностью происходит реакция диссоциации при которой окись углерода распадается на СО2+реакция диссоциации с образованием активных атомов углерода, кат. диффунд.2СО2->СО2+С поверхность металла. В качестве добавок к карбюризатору используют соли: СО3, Na2CO3, K2CO3, являющиеся дополнительным поставщиком окиси углерода.
Процесс твердой цементации является мало производительным и занимает не один десяток часов. Это связанно с тем, что значительная часть времени тратится на прогрев ящика до заданной температуры т.к. корбюризатор является не теплопроводным веществом.
Эффективнее способ газовой цементации.
В этом случае и/з камеру зазмещенные в ней детали пропускают науглераживающий газ или СО или, что чаще предельные углеводороды(метан, этан, пропан, гексан, октан, нонан, декан). В производстве чаще свего используется природный газ, содержащий до 93-95% группы СН4. При цементации тщательно регломентируют подачу газа. В случае избытка количества газа на поверхности детали оседает слой сажи т.к. не весь углерод может усваиваться поверхностью детали. Температуру цементации не выбирают ниже АС1 т.к. ферит практически не растворяет углерод. Процесс осуществляют выше АС3, а именно при температурах 900–930 градусах Цельсия. После цементации структура по сечению детали не однородна. На ковкости структура соответствующая структуре заэвтектоидной стали. Далее структура эвтектоидной стали(перлит), а затем структура доэтектоидной стали(Ф+П). За толщину слоя принимают толщину заэвт. эвт. и половину доэвт. зоны. Окончательные свойства формируются после термической обработки. Термообработка обеспечивает измельчение зерна неизбежно выросшего в процессе выдержки при высокой температуре. Устранение цементной сетки.
Термообработка заключается в закалке с температурой 820–840 градусах Цельсия и низком отпуске при температурах 60–64HRC, легированных 57–60HRC.
Маленькая твердость после ХТО легированных сталей обусловлена повышенным содержанием в структуре аустенита остаточного, для утранения которого после закалки, иногда проводят обработку холодом.
Для цементироания применяют стали с низким содержанием углерода 0.15–0.25%.
3.Деформированный металл находится в неравновесном состоянии. Переход к равновесному состоянию связан с уменьшением искажений в кристаллической решетке, снятием напряжений, что определяется возможностью перемещения атомов.
При низких температурах подвижность атомов мала, поэтому состояние наклепа может сохраняться неограниченно долго.
При повышении температуры металла в процессе нагрева после пластической деформации диффузия атомов увеличивается и начинают действовать процессы разупрочнения, приводящие металл в более равновесное состояние – возврат и рекристаллизация.
Возврат. Небольшой нагрев вызывает ускорение движения атомов, снижение плотности дислокаций, устранение внутренних напряжений и восстановление кристаллической решетки
Процесс частичного разупрочнения и восстановления свойств называется отдыхом (первая стадия возврата).
Возврат уменьшает искажение кристаллической решетки, но не влияет на размеры и форму зерен и не препятствует образованию текстуры деформации.
При нагреве до достаточно высоких температур подвижность атомов возрастает и происходит рекристаллизация.
Рекристаллизация – процесс зарождения и роста новых недеформированных зерен при нагреве наклепанного металла до определенной температуры.
Нагрев металла до температур рекристаллизации сопровождается резким изменением микроструктуры и свойств. Нагрев приводит к резкому снижению прочности при одновременном возрастании пластичности. Также снижается электросопротивление и повышается теплопроводность.
1 стадия – первичная рекристаллизация (обработки) заключается в образовании центров кристаллизации и росте новых равновесных зерен с неискаженной кристаллической решеткой. Новые зерна возникают у границ старых зерен и блоков, где решетка была наиболее искажена. Количество новых зерен постепенно увеличивается и в структуре не остается старых деформированных зерен.
Движущей силой первичной рекристаллизации является энергия, аккумулированная в наклепанном металле. Система стремится перейти в устойчивое состояние с неискаженной кристаллической решеткой.
2 стадия – собирательная рекристаллизация заключается в росте образовавшихся новых зерен.
Движущей силой является поверхностная энергия зерен. При мелких зернах поверхность раздела большая, поэтому имеется большой запас поверхностной энергии. При укрупнении зерен общая протяженность границ уменьшается, и система переходит в более равновесное состояние.
Температура начала рекристаллизации связана с температурой плавления
С повышением температуры происходит укрупнение зерен, с увеличением времени выдержки зерна также укрупняются. Наиболее крупные зерна образуются после незначительной предварительной деформации 3…10 %. Такую деформацию называют критической. И такая деформация нежелательна перед проведением рекристаллизационного отжига.
Практически рекристаллизационный отжиг проводят дпя малоуглеродистых сталей при температуре 600…700oС, для латуней и бронз – 560…700oС, для алюминевых сплавов – 350…450oС, для титановых сплавов – 550…750oС.
#27
а)–
б)Марка : 55Л
Классификация : Сталь для отливок нелегированная
Применение: зубчатые колеса и муфты подъемно-транспортных машин, ходовые колеса, бегунки, зубчатые сектора и венцы, полумуфты, скаты, втулки зубчатых муфт и другие детали, к которым предъявляются требования повышенной твердости.

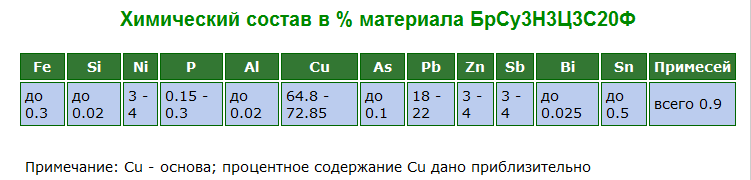
в)Марка: БрСу3Н3Ц3С20Ф
Классификация: Бронза безоловянная литейная
Применение: антифрикционные детали