

Прессование и гранулирование
Обработка мат-ла давлением, применяется для решения 3х видов задач :1. отделение жидкостей от твердой фазы (отжим) 2. предание определенной геометрической формы (формование) 3. связывание мелких частиц сып-го мат-ла в более крупные агрегаты (брикетирование). В первой технологической задаче( при отжиме) различают 2 целевых продукта( либо жидкая фаза (сок), либо твердая фаза(творог)). Часто для облегчения процесса отжима обрабатываемый мат-л подвергают доп-й предварительной подготовке, заключающейся или в нагревании продукта, или пропаривании, или измельчению, или электрической обработке или др. основные факторы влияющие на эффективность и полноту отделения жидкости(отжима) явл-ся: 1. сила давления 2. влагоудерживающая способность мат-ла 3. кол-во жидкой фазы в обрабатываемом мат-ле 4. длительность воздействия давления 5. характер изменения давления 6. толщина слоя обрабатываемого мат-ла 7. термические условия процесса. На сегодняшний день установлено, что процесс отжима лучше проводить при нагревании мат-ла( е. позволяет технология). Нельзя подвергать отжиму слишком толстый слой. При формовании надо учитывать пластические св-ва мат-ла, одним из показателей хар-щим эти св-ваявл-ся показатель – период релаксации внутренних напряжений - это время в течении которого внутреннее напряжение в мат-ле уменьшаются в 2,73 раза. При решении 3й технолог-й задачи (брикетировании) необходимо учитывать коэф-т прессования. β= (V1-V2)/V1*100%, гдеV1 – объем мат-ла до брикетир-я, V2 – после брикет-я. Экпериментально установлено, что наибольшый коэф-т прессования , может быть получен или при выдерживании брекета под давлением в течении длительного времени (1 год и больше) или при повторных нагрузках.
Классификация прессующих машин
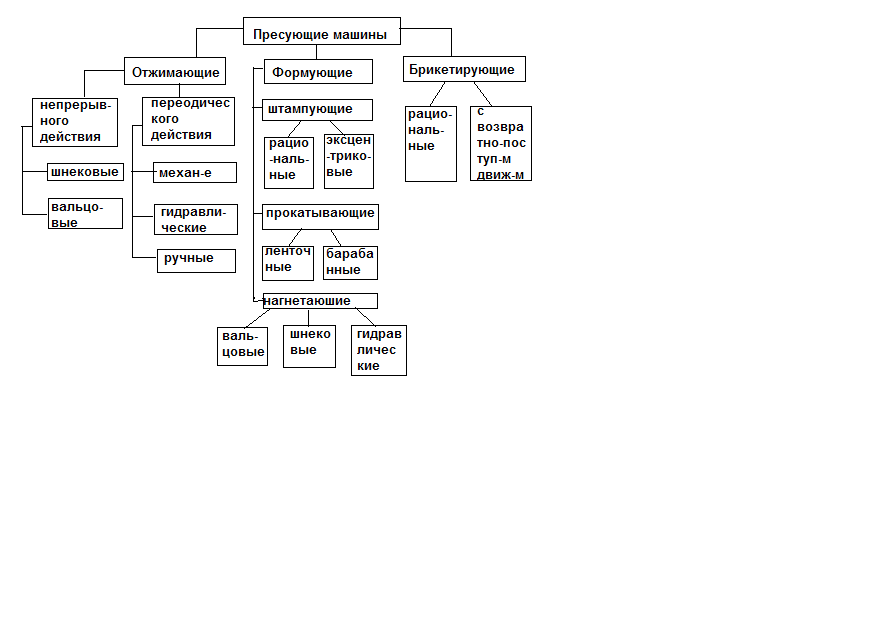
В зависимости от конструкции, плиты: 1. открытого типа 2. полуоткрытого 3. закрытого.
Формовочные прессы. Состоят практически из 2частей: нагнетательного устройства и матричного. Нагнетательное – необходимо для подачи в зону формования мат-ла, для создания давления. Матрица – выполняет функции формования, создания давления на обрабатываемый мат-л. Матрицы бывают: 1. плоские (чаще в виде диска) 2. кольцевые 3. целиндр-е. Отверстия в матрице называют фильера. Для того чтобы предать форму продукту выход. из фильер применяют фильерные вкладыши. В зав-ти от вида нагнетающего устройства прессы могут быть: 1. вальцовые, 2. шнековые 3. мех-е.
Штампующие прессы. Сост-т из штампа и приводного мех-ма штампа. Исп-ся для вырезания определ-й формы из ленты мат-ла. они бывают: ротационные, эксцентричные. Различаются по характеру движения: 1. в момент выштамповывания останавливается подача мат-ла. 2. в мом-т вышт-я штамп движется с мат-лом.
Прокатывающие (округлительными машинами). Они бывают 2 типов: 1. ленточные 2. барабанные.
Брикетирование. Свозвратно-поступ-м движ-м( штанговые). Основными эл-ми явл. форма и пуансон.
Ротационные прессы. Чаще всего в виде кольца или диска. Разновидностью брикетир-я явл. гранулирование – связывание мелких частиц сыпучего мат-ла в более крупные агрегаты в присутствии спец-го связующего мат-ла. При ьрикет-и частицы связыв-ся без связующ-го мат-ла. В зав-ти от св-в сырья и особенностей потребления различают 3 вида гранулирования: 1. прессовое 2. откатыванием 3. в дисперсных потоках. Прессовое гран-е – этот вид гран-я аналогичен прессованию (технология и оборудование) отличие закл-ся в том, что прессуемый мат-л предварительно переводится в состояние пасты путем смешивания с к-л связующим вещ-м (чаще всего вода). Пастой заполняют спец-е формы или матрицы, в формах прод-т просто сдавливается, образуя гранулы или брикеты. В матрицах продукт продавлив-ся через спец-е отверстия (фильеры) в которых он сдавливается и образует гранулы, к-е на выходе из матрицы режутся на части необходимой длины. Гран-е откатыванием. Откатывание – способ образования сферических гранул из мелкой сыпучей массы в процессе взаимного перемещения ее частиц, при наличии связующего вещ-ва. Окатывание проводят на активных прокатыв-х пов-х . Сами грануляторы бывают цил-го, кон-го, торельчатого типа.Активная зона-там где гранулы катаются друг по другу. Граница м/у акт. и пассивн. зонами – зона комкования, здесь образуются цилиндры( нехорошее явление). Торельчатого вида. Здесь нет мертвой зоны(зоны комкования), здесь зона перекатывания больше, чем у цил-го, они относятся к грануляторам с пассивной рабочей зоной.Гран-е в дисперсных потоках – горячий газ нагревает исх. мат-л, ипаряется вода, остается только чистые «витаминки» снизу подается газ пыльца, и поднимается навстречу капелькам, они слипаются и падают на сетку, там досыхают и готовый пр-т выходит.