

49. Гитары сменных колес.
Гитарой (рис. 2) называется устройство, обеспечивающее правильное сцепление сменных зубчатых колес. Расстояние L между ведущим 1 и ведомым 2 валами является неизменным. На ведомом валу свободно установлен приклон гитары 3, закрепленный болтом 4. Ось 5 промежуточных колес b, с можно перемещать но радиальному пазу, тем самым, изменяя расстояние A между центрами колес a и d. Дуговой паз позволяет регулировать размер В. Чтобы подобранные сменные зубчатые колеса не упирались во втулки валов 1, 2, необходимо соблюдать условия их сцепляемости:
a+b c+(15…22);
c+d
b+(15…22)
c+(15…22);
c+d
b+(15…22)
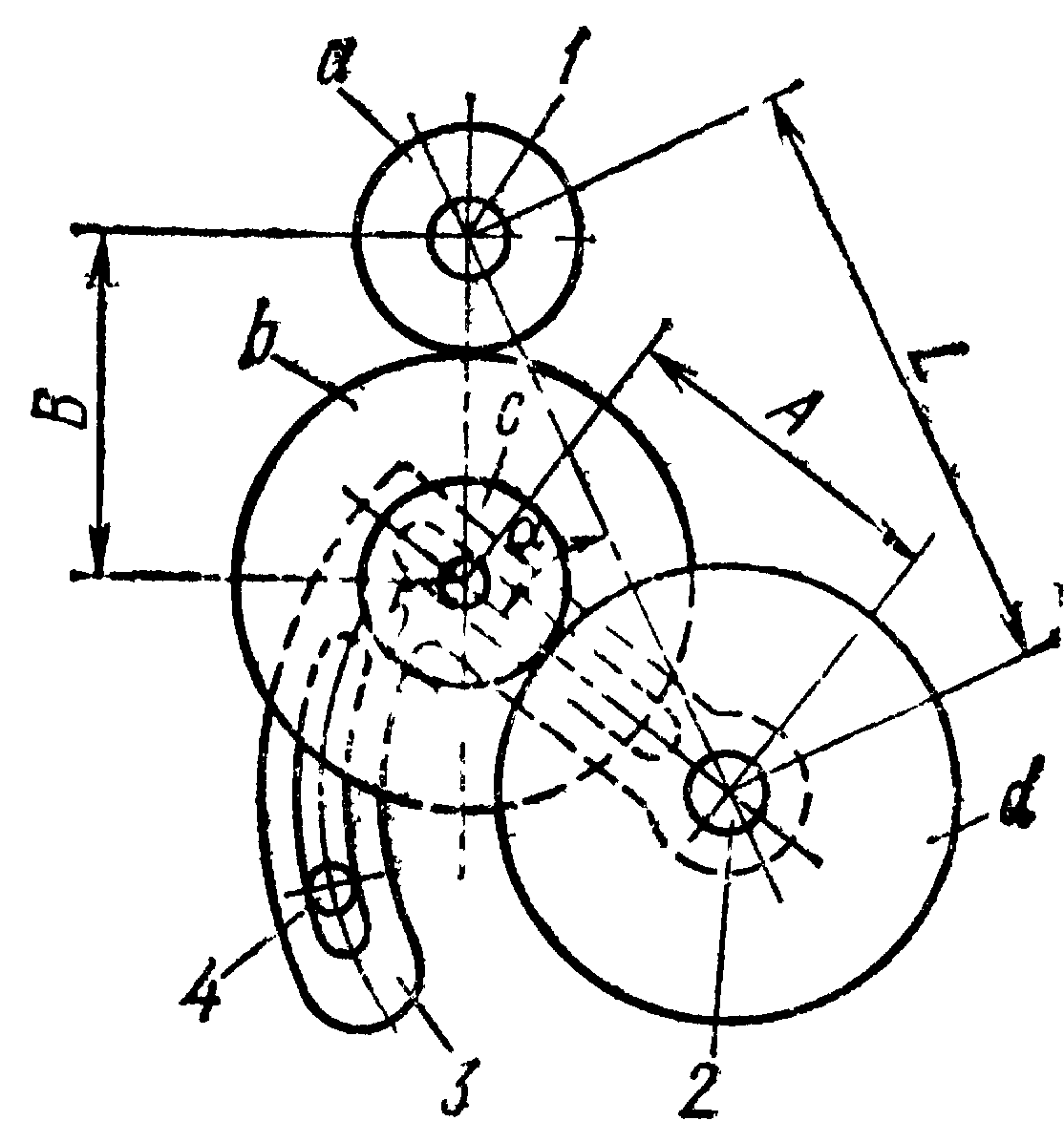
Рис.2. Схема двухпарной гитары.
При
подборе колес необходимо учитывать и
допускаемые пределы передаточных
отношений пар сменных колес
 .
Каждой гитаре придается определенный
набор сменных колес. Нормальнее комплекты
сменных зубчатых колес для различных
станков поведены в книгах [22], [34].
.
Каждой гитаре придается определенный
набор сменных колес. Нормальнее комплекты
сменных зубчатых колес для различных
станков поведены в книгах [22], [34].
50. Способы подбора сменных колес. Существует несколько способов подбора чисел зубьев сменных колес:
Способ разложения на простые множители прост и точен. Этот способ применяют тогда, когда числитель и знаменатель передаточного отношения можно разложить на простые множители. Произведя разложение, сокращают дробь или наоборот вводят дополнительные множители, комбинируя их так, чтобы получить выражение дроби через числа зубьев колес, имеющихся в комплекте гитары.
Например:

Проверяем сцепляемость зубчатых колес:
a+b c+(15…22) или 60 + 70 > 40 +15;
c+d b+(15…22) или 40 + 80 > 70 + 15.
Способ замены часто встречающихся чисел приближенными дробями заключается в том, что часто встречающиеся при нарезании дюймовых резьб, червяков и в других случаях числа π и 25,4 (числовое значение дюйма) заменяют приближенными значениями, удобными для подбора сменных колес.
Замены чисел π и 25,4 приближёнными дробями приведены в таблице
|
Например:
iсм= =
= =
= =
=
a=55; b=70; c=50; d=40
Проверка на условие сцепляемости
a+b c+(15…22) 55+70>50+22
c+d b+(15…22) 50+40=70+20
iсм=
= =
= =
=
a=127; b=40; c=60; d=120
Проверка на условие сцепляемости
a+b c+(15…22) 127+40>60+22
c+d b+(15…22) 60+120>40+22
51. Свойства приводов и структуры бесступенчатых приводов подачи
Свойства
Приводами подачи с бесступенчатым регулированием оснащают станки с числовым программным управлением, гибкие производственные модули, станки с адаптивным управлением. Приводы должны обеспечивать широкий диапазон режимов обработки, максимальную производительность, высокую точность позиционирования исполнительных органов.
Благодаря регулированию электродвигателя и упрощению механической части снижается нагрузка на двигатель, повышается КПД привода, снижается его момент инерции, повышается точность исполнения команд.
Для роста производительности станка предусматривают скорость быстрого хода исполнительных узлов 15 м/мин и более, а в легких токарных и сверлильных станках с малыми ходами - высокое быстродействие привода (время разгона до максимальной скорости не превышает 0,2 с).
В связи с увеличением скорости быстрых перемещений и снижением скорости установочных движений диапазон регулирования привода подач станков с ЧПУ весьма широкий: в токарных, фрезерных и расточных станках от 100 до 10 000.
Поскольку доля силы резания в общей нагрузке на привод подачи значительна и в процессе обработки сила резания изменяется в широком диапазоне, требования к статической и динамической жесткости приводов подач станков с ЧПУ намного выше, чем к приводам подач традиционных станков.
Структуры приводов
Электромеханические приводы с бесступенчатым регулированием делятся на следящие и шаговые. В состав следящего привода входит регулируемый электродвигатель, который может быть высокомоментным, имеющим возбуждение от высокоэнергетических магнитов, вентильным (синхронным) или асинхронным. Приводы последних типов имеют лучшую механическую характеристику по сравнению с приводом на основе высокомоментного двигателя.
В следящих приводах с полузамкнутым контуром обратной связи (рис. 9.1,а) тахогенератор, выполняющий функцию измерительного преобразователя скорости, устанавливается на вал двигателя подачи (часто встраивается непосредственно в двигатель). Круговой измерительный преобразователь пути устанавливают на ходовой винт или на вал двигателя. В этом случае тяговый механизм привода подачи не охвачен обратной связью, и его погрешности переносятся на обработанную деталь. Такие приводы пригодны для станков нормальной точности.
В следящих приводах с замкнутым контуром обратной связи (рис. 9.1, б) линейный измерительный преобразователь устанавливают на столе станка. Эти приводы характеризуются высокой точностью и пригодны для прецизионных станков. Однако зазоры и упругие деформации в кинематической цепи оказывают влияние на колебания привода.