

4.6. Ультразвуковая размерная обработка
Ультразвуковой (УЗ) размерной обработкой называют направленное разрушение твердых и хрупких материалов, проводимое при помощи инструмента 7 (рис. 4.10), колеблющегося с ультразвуковой частотой и оказывающего на обрабатываемую поверхность заготовки б ударное действие при помощи мельчайших зерен абразивного порошка, вводимого в виде суспензии 4 в зазор между торцом инструмента и изделием 6.
Некоторую роль в происходящем процессе играют и гидравлические удары, возникающие в результате кавитации.
Относительно высокая производительность УЗ-обработки, несмотря на ничтожно малую производительность каждого единичного удара, обусловлена большой частотой колебаний инструмента (16...30 тыс. в секунду) и большим количеством зерен (20...

Рис. 4.10. Ультразвуковая размерная обработка прошиванием (долблением): и - принципиальная схема; б — схема съема материала при ультразвуковом прошивании; в — схема воспроизведения профиля инструмента в заготовке; 1 —-генератор тока повышенной частоты; 2 — корпус магнитостриктора с охлаждающей водой; 3 — магнитостриктор (пакет с обмоткой); 4 — зазор, заполненный суспензией абразива; 5— ванна; 6 — обрабатываемая заготовка; 7— инструмент; Н концентратор-волновод (трансформатор амплитуды); 9 — частички абразива (зерна)
100 тыс. на 1 см2), единовременно движущихся с большим ускорением и ударяющих по обрабатываемой поверхности.
Под ударами зерен абразива скалываются мелкие частицы материала изделия. Съем материала происходит в основном с площадок, проектирующихся на плоскость, перпендикулярную к правлению колебаний инструмента.
Обработке поддаются хрупкие материалы типа стекла, тверд сплава, кварца, турмалина, корунда, радиокерамики, феррт и т.д., а также полупроводниковые материалы, частицы которого скалываются ударами зерен абразива. Вязкие материалы (незакаленная сталь, латунь) плохо обрабатываются УЗ-способом, так под ударами зерен абразива не происходит сколов, зерна внедряютс в обрабатываемый материал.
С помощью размерной УЗ-обработки можно выполнять та" операции, как фрезерование, шлифование, точение, разрезан нарезание резьбы, долбление, прошивание.
Методы возбуждения УЗ-колебаний. Основой всяких УЗ-методов обработки или интенсификации технологических процесс является источник механических упругих колебаний, частота которых в основном по условиям техники безопасности (воздействия на человеческий организм) должна лежать выше верхнего звукового порога: 16...20 кГц.
В качестве источников УЗ-колебаний используются излучатели механического или электромеханического типа (рис. 4.11). Meханические излучатели применяют в основном для создания УЗ-колебаний в газообразной среде или в воздухе. Электромеханические преобразователи используют в тех случаях, когда требуется возбудить УЗ-колебания в жидкой среде или в твердом теле. Каждому методу возбуждения УЗ-колебаний соответствует свой частотный диапазон и совокупность энергетических характеристик, что и определяет область их применения.
Рис.
4.11. Классификация источников ультразвуковых
колебаний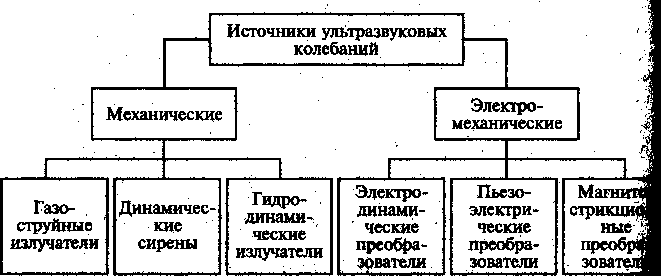
При размерной УЗ-обработке наиболее широко применяют магнитострикционные преобразователи (магнитострикторы).
Магнитострикционные преобразователи. Магаитострикгоры включают в себя магнитопровод с обмоткой. Принцип действия магнитострикционного преобразователя основан на использовании эффекта магнитострикции, который заключается в изменении размеров ферромагнитных материалов в переменном магнитном поле. Способность магнитопровода менять размеры оценивается в единицах относительного магнитострикционного удлинения
![]()
где Δl — амплитуда колебания длины сердечника вдоль магнитного поля; / — первоначальная длина сердечника. Величина относительного удлинения зависит от упругих и электромагнитных характеристик материала, а также от напряженности магнитного поля
![]()
где γ — магнитострикционная постоянная, Э • МПа; μ— магнитная проницаемость; Н— напряженность магнитного поля, Э; Е —модуль упругости первого рода, МПа.
Для некоторых магнитострикционных материалов характерные зависимости εм = f(H) представлены на рис. 4.12, д. Из графика следует, что относительные линейные удлинения весьма малы,
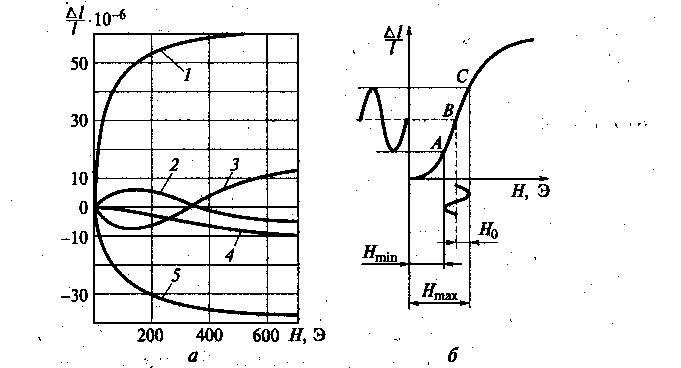
Рис. 4.12. Зависимость (а) относительного магнитострикционного удлинения εм от напряженности поля Н и схема (б) выбора рабочего участка AВС характеристики εм = f(H) : 1 - пермендюр; 2 — железо; 3 — литой кобальт; 4 — отожженный кобальт; 5 —никель
составляют всего до 5 • 10-6 см на сантиметр длины, и знак деформации может быть различным.
Магнитострикционный эффект, кроме того, существенно зависит от температуры и при достижении точки Кюри полностью исчезает (у пермендюра, например, при 960 °С, у всех остальных даже при более низкой температуре). Все эти явления хорошо объясняются теорией доменов. Поскольку за один период изменения напряжения магнитное поле возникает дважды, постольку частота колебаний магнитопровода вдвое больше возбуждающей частоты.
Чтобы сделать частоту колебаний вибратора равной возбуждающей, применяют подмагничивание постоянным напряжение, большим, чем амплитуда переменного напряжения. Такой вибратор носит название поляризованного. Максимальная амплитуда колебаний поляризованного вибратора достигается выбором рабочей точки на наиболее крутом участке ABC (рис. 4.12, б) кривой eM = f(H) магнитострикционной деформации. На кривой дано соотношение напряженности подмагничивания Н0, амплитуды колебаний магнитного поля Hmах—Hmin и магнитострикционного улинения εм.
Максимальная амплитуда колебаний магнитопровода будет при равенстве возбуждающей частоты магнитного поля и собственной частоты упругих колебаний сердечника или при кратных ей гармониках.
В случае резонанса Δ lmах = (10-5... 10- 4)/. Амплитуду колебаний инструмента 7 (см. рис. 4.10, а) можно увеличить, если крепить инструмент не к самому сердечнику магнитостриктора 3, а через концентратор 8 (акустический трансформатор), коэффициент трансформации которого зависит от отношения площадей
N = do / d и
где do — диаметр у торца концентратора, мм; d и — диаметр торца вибратора, несущего инструмент,мм.
Аналогично определяют коэффициент усиления, равный отношению амплитуды выходного торца к амплитуде на входе:
![]()
В зависимости от характера изменения площади по длине акустического трансформатора он может быть ступенчатым, коническим, катеноидальным, экспоненциальным и т.д. Для небольших коэффициентов трансформации (2...3) все перечисленные формы трансформаторов дают примерно одинаковое усиление, однако при коэффициенте трансформации 8... 10 наибольший коэффициент усиления будет у тех трансформаторов, форма которых ближе к экспоненциальной и которые также оказываются менее критичными при уходе резонансной частоты в случае изменения длины инструмента при его износе.
Для получения более высоких коэффициентов усиления применяют составные концентраторы, образуемые соединением стержней постоянного и переменного сечений (рис. 4.13).
Конструктивное оформление акустических узлов. Типовой акустический узел (основной элемент УЗ-станка) представлен на рис. 4.10, а. Элементы акустического узла — это магнитостриктор 3, получающий энергию от электрического генератора ультразвуковой частоты; концентратор-волновод 8, передающий механическую энергию инструменту 7, осуществляющему долбление; корпус 2 магнитостриктора с охлаждающей водой, связывающий колебательную систему со станиной станка (последняя на рис. 4.10, а не показана). В колебательную систему входит также и нагрузка — обрабатываемая заготовка 6.
Обычно магнитострикционный вибратор представляет собой пакет из тонких (0,1 ...0,3 мм), изолированных друг от друга плас-
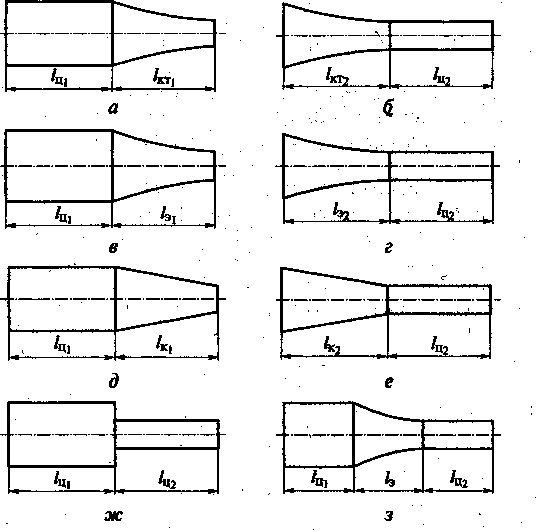
Рис. 4.13. Составные концентраторы различных типов: а — катеноидальный рупор, соединенный широкой частью с цилиндрической частью; б — то же, с узкой частью; в — экспоненциальный с узкой частью; г - то же, с широкой частью; д — конический, с широкой частью; е— то же, с узкой частью; ж — ступенчатый цилиндрический; з — ступенчатый с небольшим переходным стержнем для приваривания заготовки; lц 1,2 , lкт 1,2. , lэ 1,2 , lк 1,2 — соответственно длина цилиндрической, катеноидальнои, экспоненциальной, конической.части; lэ — длина переходника
тин магнитострикционного материала (никеля, альфера и т. При использовании сплошных магнитопроводов (или собранных из трубок) возникают большие потери на вихревые токи.
Концентратор с пакетом соединяют либо непосредственно (припаивая твердым припоем, например ПСр-40, ПСр~45), либо припаивая переходник с резьбой.
Инструменты для УЗ-обработки. В зависимости от назначения все инструменты для УЗ-обработки подразделяют на сплошные и пустотелые.
Сплошные инструменты используют для получения закрытых полостей, глухих отверстий или сквозных отверстий малого метра (1...3 мм).
Пустотелые инструменты применяют при сквозной вырезке деталей из массива, прошивке сквозных отверстий больших метров и т.д.
Промежуточной конструкцией между этими видами инструментов являются ножевые инструменты (для разрезки, разделки пластин на заготовки), обычно их выполняют многолезвийными.
Производительность УЗ-способа зависит от физических свой материала обрабатываемой заготовки, вида и зернистости абразива, состава жидкой среды и концентрации суспензии, скорости циркуляции суспензий, силы подачи и амплитуды колебаний инструмента, глубины обработки и т.д.
Технологические характеристики УЗ-обработки. Точность и шероховатость обработанной поверхности на УЗ-станках в основ зависят от величины зерна в суспензии; с уменьшением диаметра зерна качество поверхности и точность повышаются. Применение абразивов с зернистостью М20, М10 позволяет получить точность до 0,01 мм при шероховатости Ra 0,16...0,08 мкм. Обычно достигаемые точность (при соответствующей квалификации рабочего составляет 0,02...0,03 мм и шероховатость — Ra0,63...0,032мкм (абразив — карбид бора, № 3). Таким образом, точность обработки на УЗ-станках (0,01...0,015 мм) ниже, чем на электроискровых, где может быть достигнута точность 0,005 мм.
Следует отметить, что шероховатость боковых поверхностей в 4 раза выше, чем торцовых. Это связано с движением суспензии. Стенки отверстий получаются конусными; для зерен диаметром 120... 150 мкм средняя конусность составляет 3..,3,5°, для зерна диаметром 40...50 мкм — 1... 1,5°.
Точность обработки можно повысить, если после чисто УЗ-обработки применять УЗ-доводку. Область применения УЗ работки охватывает главным образом операции раскроя, прошивки и формообразования изделий из хрупких нетокопроводящих материалов (стекла, керамики, ферритов и др.), хотя этот вид обработки можно применять и при изготовлении деталей из алмазов, твердых сплавов и т.д.