

3.3. Охарактеризовать основні методи наплавки, вказати область застосування
1 ручная дуговая. Обл. прим.: наплавка порошковых твердых сплавов, самофлюс-ся порошков.
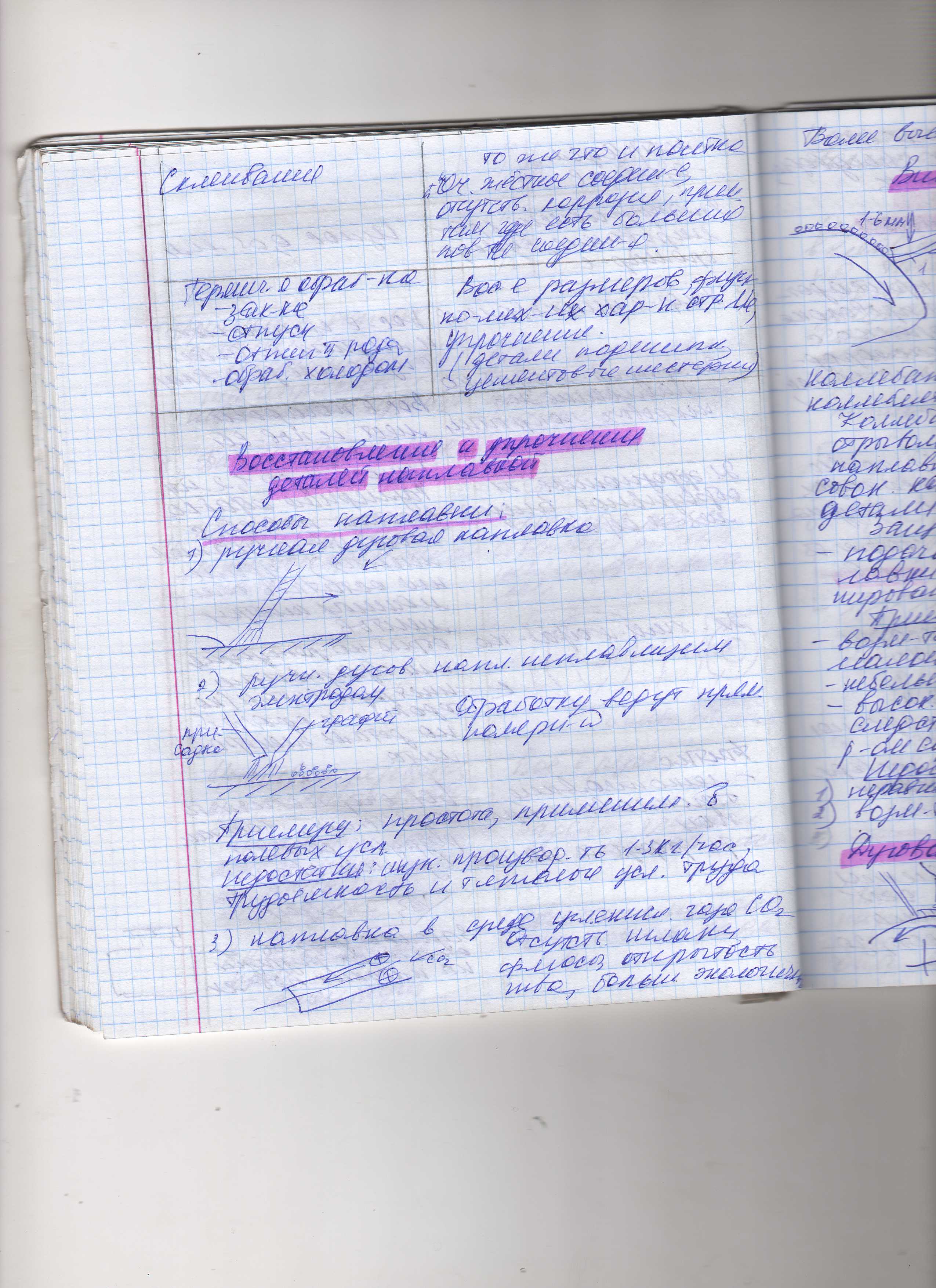
2 ручная дуговая наплавка неплавящим електродом. Обработку ведут прямополярно
Приемущества: простота, применение в полевывх условиях
3 Наплавка в среде углекислого газаСО2. Большая экологичность , отсутствие шлаки , флюсы
4 Вибродуговая наплавка
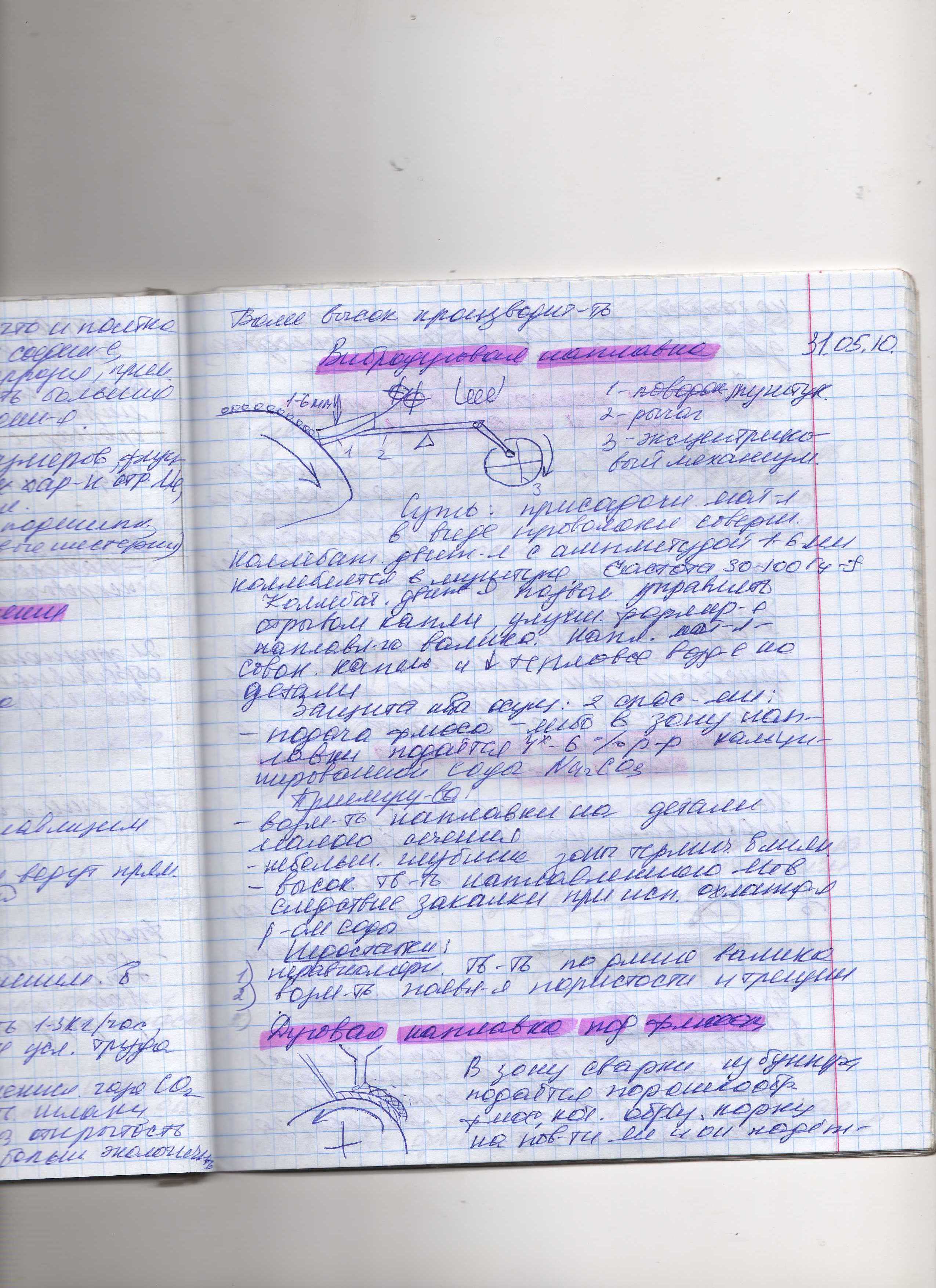
присадочный материал в виде проволоки совершает колебание. Частота 30-100Гц. Колеб движения позволяют управлять отрывом капли, улучшение формируется наплавленного валика. приемущества наплавка на детали малого сечения , небольшая глубина зоны термического влияния, высокая твердость наплавленного металла.
Недостатки наравномерность твердость по длине, появление трещин.
дуговая наплавка под флюсом
В зону сварки из бункера подаётся флюс, кот образует порку на поверхности ме. и защищает от окисления под флюсом хар-ся высокой производительностью
5 дуговая наплавка с защитой газ пламем

6 наплавка прямой дугой
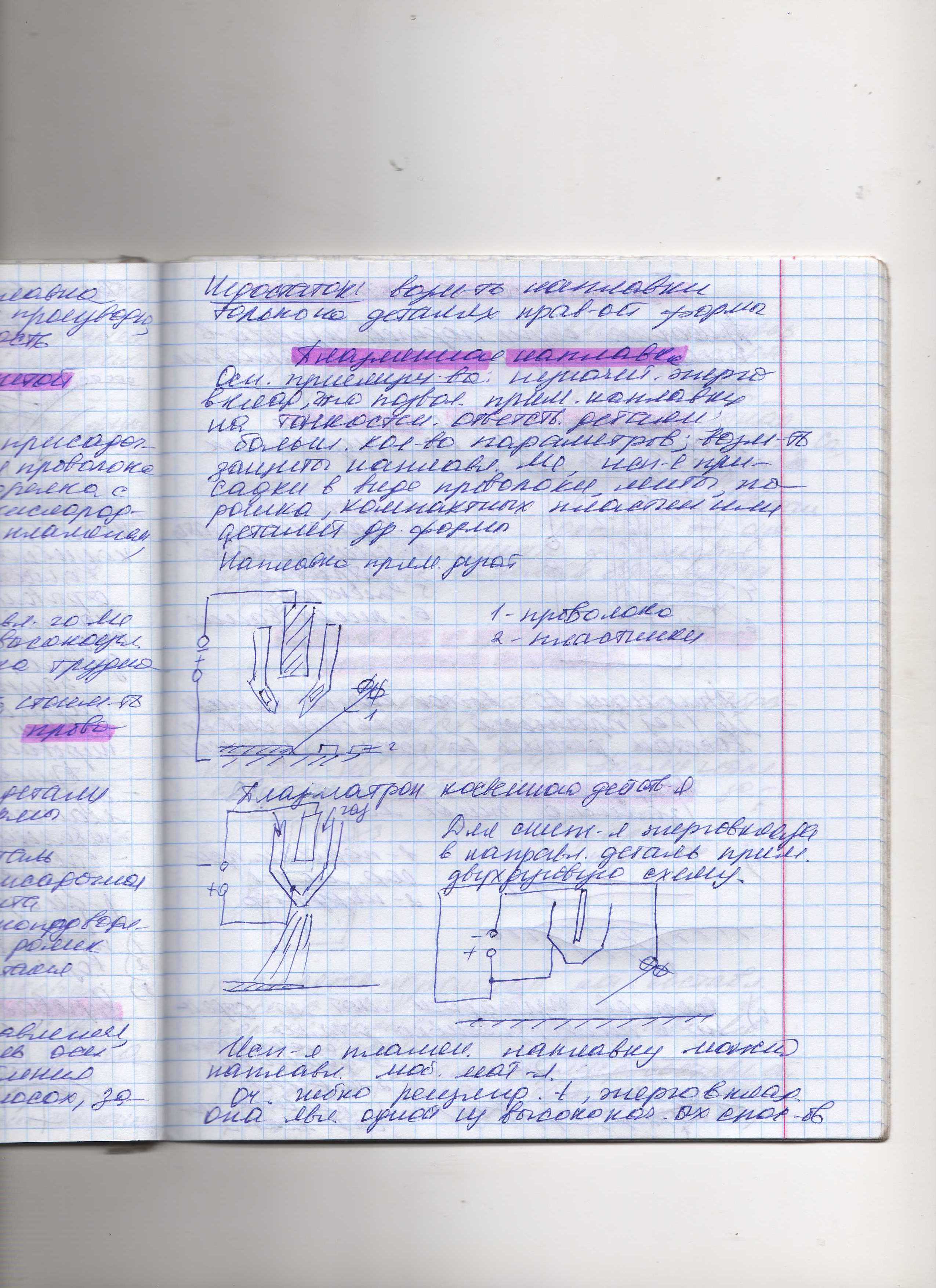
плазматрон косвенного действия
Очень гибко регулируется температура, энерговклад
Газопламенная - присадка осущ подачей прутка в пламя пруток полностью оплавляется
7 электрошлаковая наплавка
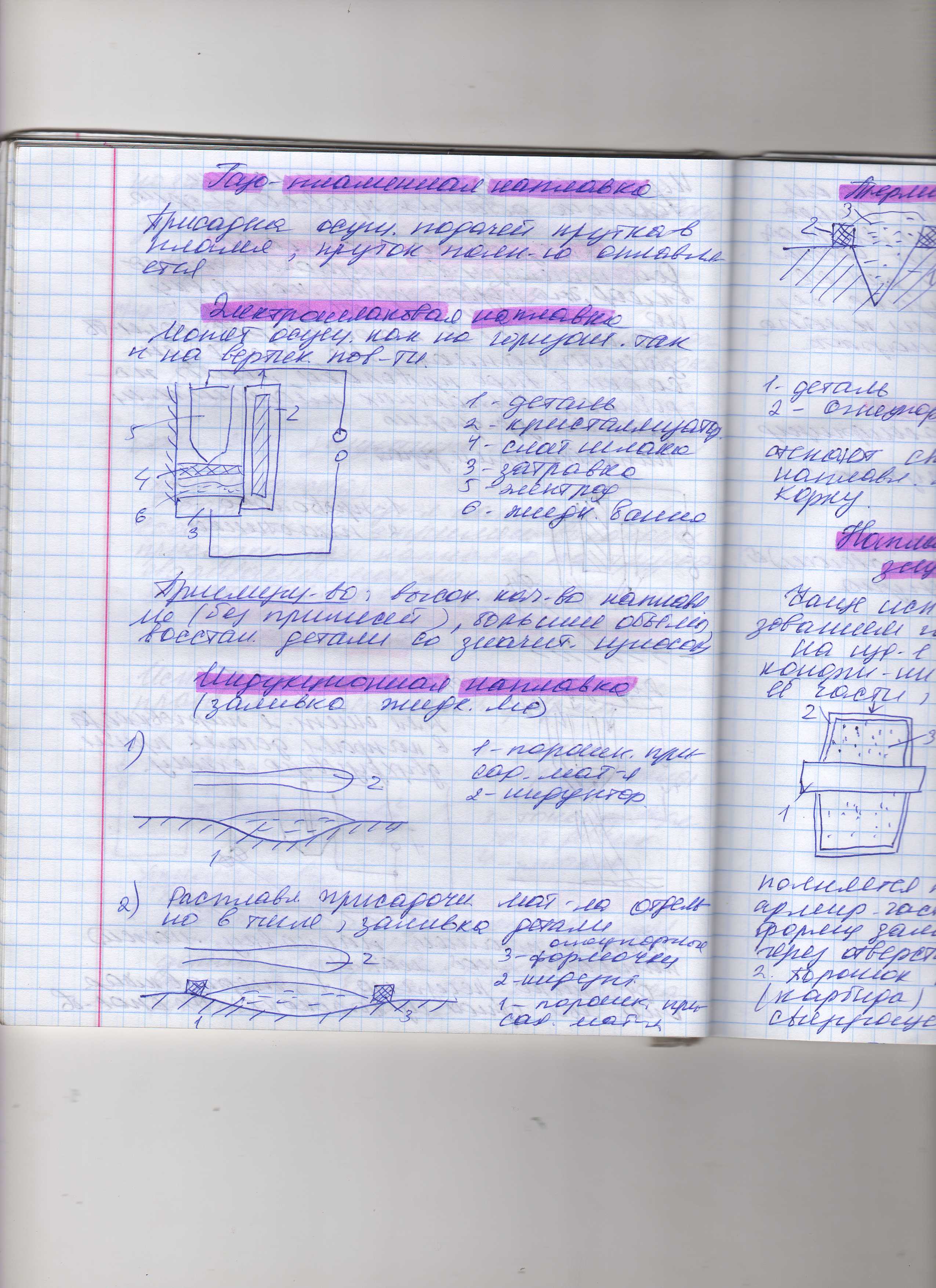 Высокое кол-во наплавленного металла,
большой обьем восстановленной детали
со значительным износом
Высокое кол-во наплавленного металла,
большой обьем восстановленной детали
со значительным износом
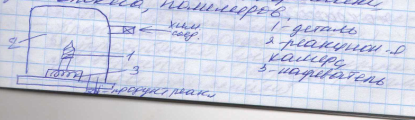
8 Индукционная наплавка
заливка жид металла
1порошков присадочный материал
2 индуктор
2)Расплавл присад материал отдельно в тигле, заливка детали 3-формочки 2индуктор1-порош присад материал
9 Термическая наплавка
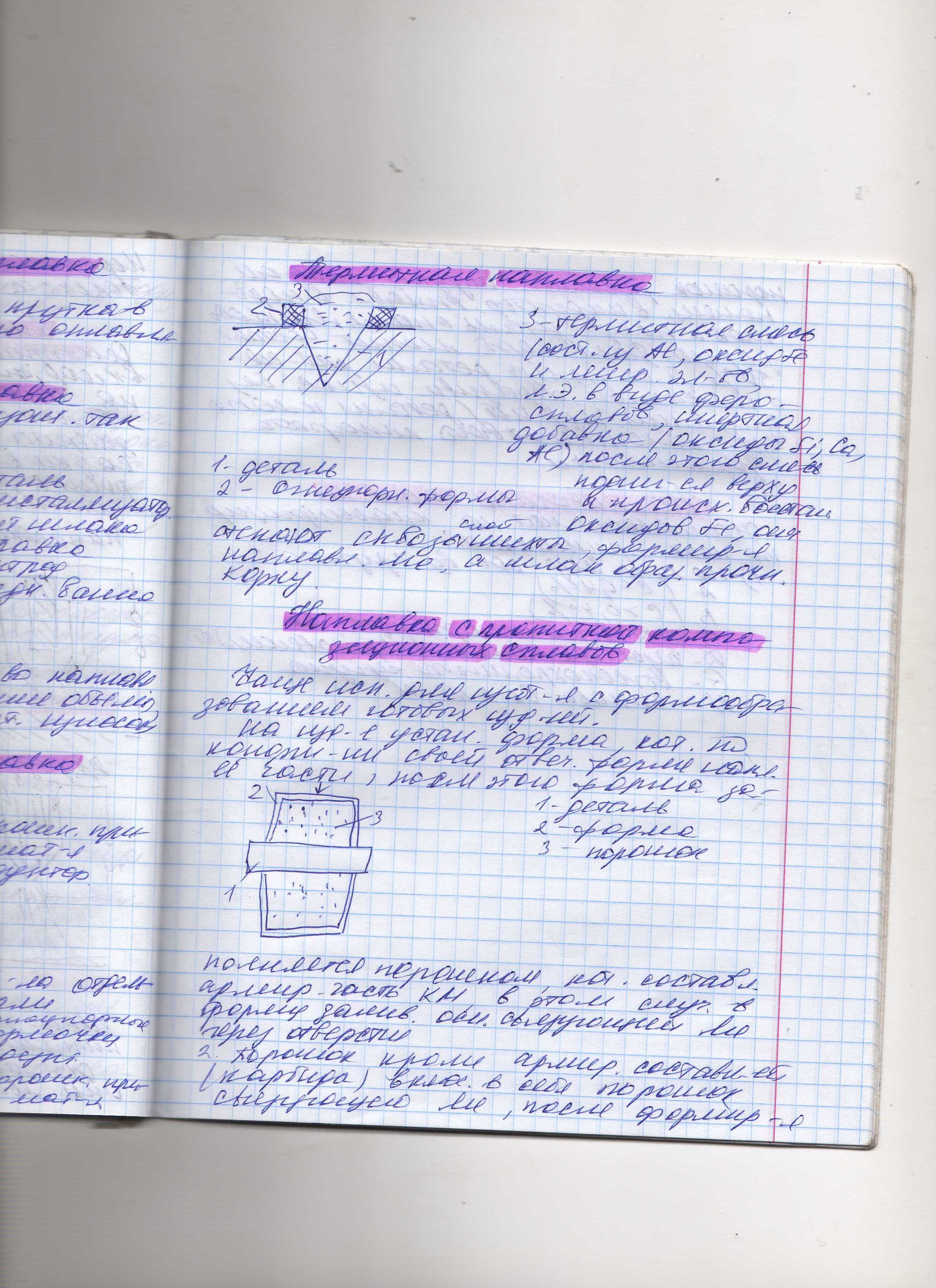
3 – термическая смесь
1деталь
2- огнеупорные формы
наплавка с пропиткой композиционных материалов, чаще исп. для изготовления с формообразованием готовых изделий. Форма заполняется порошком
4. Порівняти технології нанесення вакуумних покрить газофізичним (pvd) і газохімічним (сvd) осадженням.
PVD и CVD основаны на различных по сути явлениях. Конечный же результат и в том и в другом случае – осаждение из газовой фазы материала покрытия на подложку.
При физическом осаждении ( PVD ) материал покрытия переходит из твердого состояния в газовую фазу в результате испарения под воздействием тепловой энергии столкновения частиц материала. Энергия, распределение и плотность потока частиц определяются методом нанесения, параметрами процесса и формой источника частиц. Нанесение покрытий методом PVD проводится при температуре до 450°С, что практически не накладывает ограничения по используемым материалам, на которые наносится покрытие . (PVD-процессы проводят в вакууме или в атмосфере рабочего газа при достаточно низком давлении (около 10-2 мбар). Это необходимо для облегчения переноса частиц от источника (мишени) к изделию (подложке) при минимальном количестве столкновений с атомами или молекулами газа. В результате покрытие наносится только на ту часть изделия, которая ориентирована к источнику частиц. Скорость осаждения зависит в этом случае от относительного расположения источника и материала. Для равномерного нанесения покрытия необходимо систематизированное движение материала.
покрытие наносится только на поверхности "в прямой видимости источника", метод позволяет селективно наносить покрытие только на определенные части поверхности. Это абсолютно невозможно при использовании метода химического осаждения. Основными факторами, определяющими качество покрытия , нанесенного методом физического осаждения, являются чистота исходных материалов и реакционного газа, а также необходимый уровень вакуума.
Газохимическое осаждение, CVD-процесс — метод нанесения покрытий путем конденсации на подложке продуктов химических реакций, протекающих в газах, и (или) путем химического взаимодействия между газовой фазой и подложкой.
Суть метода заключается в получении покрытия осаждением требуемого материала из летучих газообразных соединений, в кот проходят различные химические превращения. Таким методом можно осаждать детали из металла, керамики, полимеров, стекол.
В камеру постоянко подается реакционная смесь, атмосфера непрерывно меняется, т.к. прод реакции откачиваются через другой вентиль.
Метод химического осаждения (CVD) практически не имеет ограничений по химическому составу покрытий . Все присутствующие частицы могут быть осаждены на поверхность материала. Если процесс протекает в (кислородом, азотом или углеводородами), в результате химической реакции между атомами осаждаемых металлов и молекулами газа происходит нанесение оксидных, нитридных и карбидных покрытий .
При использовании CVD-метода химические реакции происходят в непосредственной близости или на поверхности обрабатываемого материала. В противоположность процессам PVD , при которых твердые материалы покрытия переводятся в газообразную фазу испарением или распылением, при CVD-процессе в камеру для нанесения покрытия подается смесь газов, причем для протекания необходимых химических реакций требуется температура до 1100°С. Это условие существенно ограничивает число материалов, на которые можно нанести CVD-покрытие.
Процессы CVD происходят при давлениях 100–1000 Па. Покрытие наносится на всю поверхность изделия. Отпадает необходимость вращения изделия как при методе PVD. Это одно из преимуществ CVD. Для получения одинаковых свойств всего покрытия в объеме рабочей камеры необходимо обеспечить оптимальные потоки газа. Установки CVD, как правило, имеют достаточно большие габариты. Для предотвращения опасных выбросов газов в атмосферу используется специальная система фильтров.покрытия CVD характеризуются лучшей адгезией (сцепляемостью).
Процессы CVD протекают при высоких температурах и более высоком давлении. PVD - и CVD-методы также различаются по виду внутренних напряжений в слое наносимого покрытия . При методе PVD имеют место сжимающие напряжения, а при методе CVD – растягивающие. Растягивающие напряжения улучшают адгезию покрытия и основы. Необходимо также принимать во внимание то обстоятельство, что методы CVD менее чувствительны к качеству подготовки материала перед нанесением на него покрытия , в то время как при методе PVD материал должен подвергаться продолжительной многоступенчатой очистке, иначе нельзя гарантировать свойства покрытия .
\