

Лабораторна робота № 4
Тема. Відновлення циліндрів (гільз) двигунів розточуванням.
Мета. Закріпити теоретичні знання і отримати практичні навички, необхідні для проектування технологічних процесів відновлення деталей автомобілів розточуванням під ремонтний розмір і виконання операцій розточування.
Устаткування робочого місця й інструменти: верстат розточний 2А78Н, індикатор-нутромір 50 – 100мм, мікрометри 50 – 75, 75 – 100мм, штангенциркуль 0 – 250мм, оправка ценрувальна, різець, набір ключів спеціальних, блок циліндрів двигуна, зношені гільзи.
Зміст роботи
1. Визначення ремонтного розміру зношеного циліндра
Перед розточуванням циліндр вимірюють індикатором-нутроміром у найбільш зношеній частині і визначають найближчий ремонтний розмір з таким розрахунком, щоб після розточення і хонінгування дзеркало циліндра не мало ознак зношення. При умові збереження початкового положення осі отвору циліндра (гільзи) найближчий ремонтний розмір визначають за формулою:
![]()
де
![]() – діаметр, під який необхідно розточити
циліндр (гільзу), мм;
– діаметр, під який необхідно розточити
циліндр (гільзу), мм;
![]() – розрахунковий
діаметр циліндра, мм;
– розрахунковий
діаметр циліндра, мм;
![]() – номінальний
(початковий) діаметр циліндра (гільзи),
мм;
– номінальний
(початковий) діаметр циліндра (гільзи),
мм;
![]() – величина
спрацювання циліндра
(гільзи) на сторону,
мм;
– величина
спрацювання циліндра
(гільзи) на сторону,
мм;
![]() – мінімально
допустимий припуск
на обробку поверхні отвору, мм.
– мінімально
допустимий припуск
на обробку поверхні отвору, мм.
Діаметр зношеного циліндра вимірюють у місцях розташування компресійних кілець при положенні поршня у верхній мертвій точці. Виміри проводять у двох взаємно перпендикулярних площинах (у площині коливання шатуна й осі колінчатого вала). Підрахувавши , приймають рішення про розточування циліндра до найближчого ремонтного розміру.
2. Центрування циліндра відносно осі шпинделя верстата перед розточуванням
Циліндр перед розточуванням кріплять до спеціального кондуктора і разом з ним вільно встановлюється на стіл верстата. Центрування осі циліндра щодо осі шпинделя верстата може здійснюватися індикаторним пристосуванням, конусом і центрувальною оправкою з кулькою.
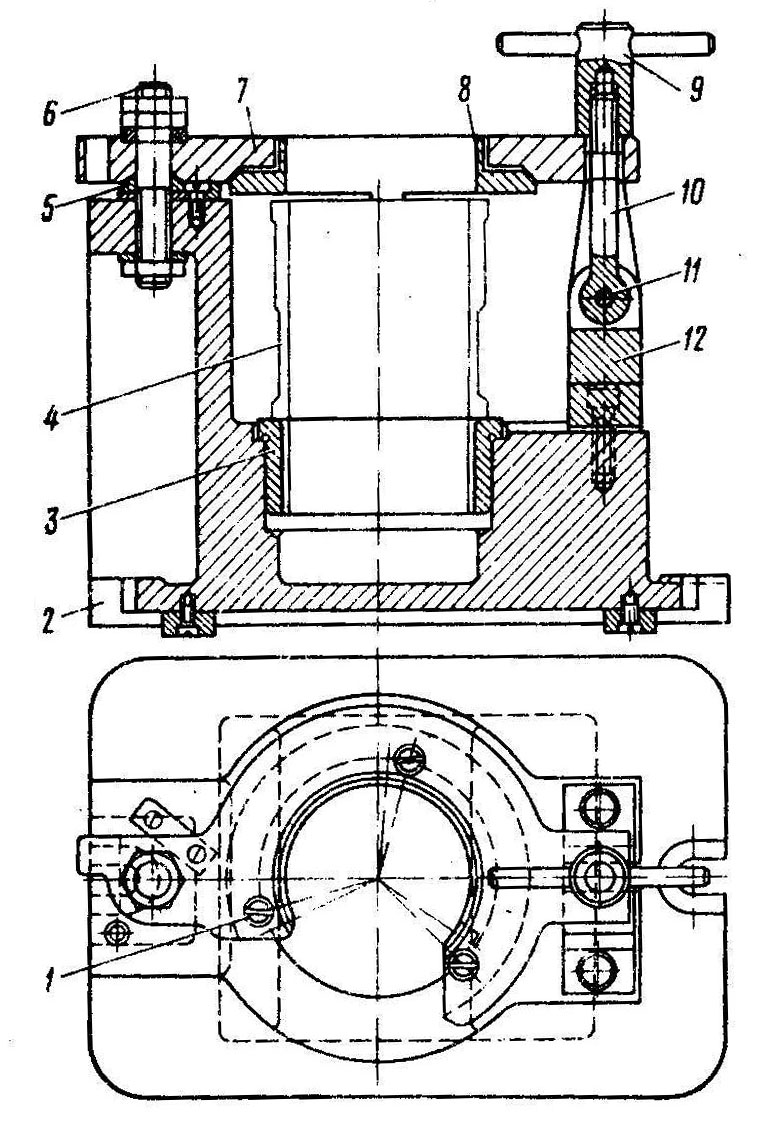
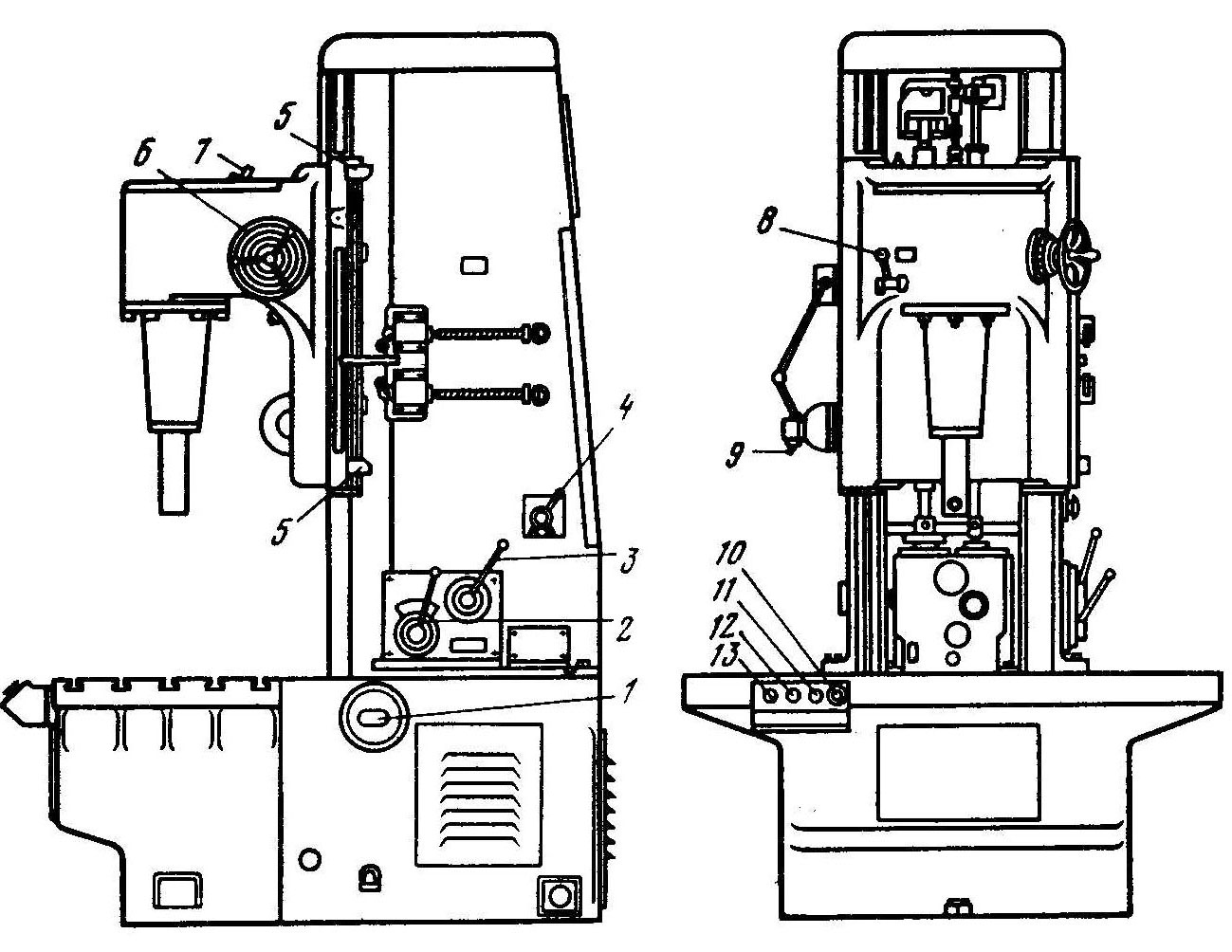
Рис. 1. Пристрій для встановлення і закріплення гільзи циліндрів при розточуванні |
Рис. 2. Розточний верстат моделі 2А78Н
|
Дана операція виконується за допомогою центрувальної оправки таким чином:
а) розраховують виліт оправки:
![]()
де
![]() –
діаметр
циліндра у верхній зношеній частині,
мм;
–
діаметр
циліндра у верхній зношеній частині,
мм;
![]() – діаметр
головки шпинделя, мм.
– діаметр
головки шпинделя, мм.
б) оправку на необхідний розмір встановлюють у шпинделі за допомогою мікроміра.
в) маховиком ручної подачі шпиндель вводять у циліндр так, щоб сферичний кінець кульової оправки знаходився на глибині 3 – 4 мм від його верхньої площини. Повертаючи від руки різцеву головку, центрують циліндр щодо осі шпинделя, після чого кріплять до столу болтами з прихватами. Точність центрування після закріплення циліндра перевіряють повторно. При цьому центр осей циліндра і шпинделя не повинен перевищувати 0,03 мм.

Рис. 3. Схема центрування циліндра і встановлення різця на шпинделі верстата моделі 2А78Н:
1 – циліндр; 2 – регулювальний гвинт; 3 – різцева головка; 4 – центруюча оправка; 5 – регулювальний гвинт різця; 6 – шкала; 7 – різець.