

4. Пример решения задачи
4.1. Требуется найти оптимальный план запуска изделий в производство, исходя из следующих условий.
Номенклатура продукции Q = 2: j = 1 (поршни); j = 2 (втулки).
Число передаточных партий (условных изделий): Р1 = 2; Р2 = 2; или по номерам JPj : 11; 12; 21; 22.
Механическая обработка включает три рабочих места, располагаемых по ходу технологического процесса: l = 1; l = 2; l = 3, т.е. L = 3.
Фактическая трудоемкость обработки одного условного изделия tjl
t11 = 50 ч.; t12 = 40 ч.; t13 = 10 ч.
t21 = 10 ч.; t22 = 40 ч.; t23 = 50 ч.
Приоритетность выпуска – (j = 1) – 0,8; (j = 2) – 0,2.
Удельная стоимость пролеживания изделий С
С1(1-2) = 60 руб/ч; С1(2-3) = 80 руб/ч;
С2(1-2) = 80 руб/ч; С2(2-3) = 100 руб/ч.
Потери от простоев рабочих мест S1 : S2 = 80 руб/ч, S3 = 120 руб/ч.
Приоритетность целевых функций в порядке равномерного убывания от 1,0 до 0,2; вариант 1: 6-7-8-9-1-2-3-4-5; вариант 2: 1-9.
Дополнительные ограничения отсутствуют.
4.2. Составляем возможные комбинации (варианты) запуска изделий в производство. Число этих комбинаций соответствует числу возможных перестановок с повторяющимися элементами (Р).
Известно, что
![]() (14)
(14)
где Р – число перестановок с повторяющимися элементами;
n1…nк – число элементов каждого вида.
Так как в нашем случае n = Nусл, а n1 = 2 и n2 = 2, то
![]()
т.е. общее число возможных вариантов запуска изделий в производство равно 6, или, другими словами, множество {JPj} включает 6 элементов.
4.3. Процедура построения графиков и последующих расчетов для всех вариантов одинакова. На рис. 1 показаны графики производственных процессов по всем 6 возможным вариантам запуска (JPj):
(JPj)1 = 11; 12; 21; 22
(JPj)2 = 11; 21; 12; 22
(JPj)3 = 11; 21; 22; 12
(JPj)4 = 21; 22; 11; 12
(JPj)5 = 21; 11; 22; 12
(JPj)6 = 21; 11; 12; 22
На рис. 1 представлены графики сочетания операций этих вариантов запуска изделий в производство. Построение графиков осуществляется в следующей последовательности.
4.3.1. В левой части графика до начала временной оси изображается схема построения графика, т.е. указываются номера видов изделий и номера станков. Возможны следующие схемы построения:
в последовательности номеров видов изделий (j=1; j=2 и т.д.) – варианты 1, 2, 3 на рис. 1;
начиная с номера вида изделия, первым запускаемым в обработку – варианты 4, 5, 6 на рис. 1;
в последовательности номеров передаточных партий JPj – вариант 7 на рис. 1;
по номерам станков – вариант 8 на рис. 1
по другому условию.
4.3.2. Выбирается масштаб временной оси (оси абсцисс), производится ее разметка и строится график сочетания операций для условного изделия (передаточной партии), первым запускаемым в производство.
В нашем примере это изделие 11 в вариантах 1-3 и изделие 21 в вариантах 4-6. Построение ведется как при обычном последовательном методе сочетания операций, т.е. без всяких перерывов от первой до последней операции.
Варианты 7 и 8 представляют повтор варианта 6 по другим схемам построения графика (см. п. 4.3.1).
4.3.3. Момент окончания обработки условного изделия на первом рабочем месте является одновременно и моментом начала обработки на этом рабочем месте следующего условного изделия в порядке, установленном вариантом запуска. В нашем случае это изделие 12 в первом варианте, изделие 22 во втором и изделие 11 в третьем варианте. При построении графика для остальных условных изделий (кроме первого) возможны три случая:
а) изделие передается на следующее рабочее место, на котором уже закончилась обработка предыдущего изделия. В этом случае межоперационное время будет равно 0;
б) изделие Х можно передавать на следующую операцию, но на этом рабочем месте производится обработка предыдущего изделия. Промежуток времени от точки Б до точки А соответствует пролеживанию изделия Х. Например, время от точки А отрезка t221 до точки Б отрезка t222 на графике (JPj)2 – это пролеживание изделия 22 между операциями 1 и 2;
в) на рабочем месте l закончилась обработка изделия Х-1, но изделие Х еще обрабатывается на предыдущем рабочем месте l-1. Промежуток времени от точки Б для изделия Х до точки А для изделия Х-1 соответствует простою рабочего места l. Например, время от точки А отрезка t212 до точки Б отрезка t112 на графике (JPj)3 – это простой рабочего места l=2.
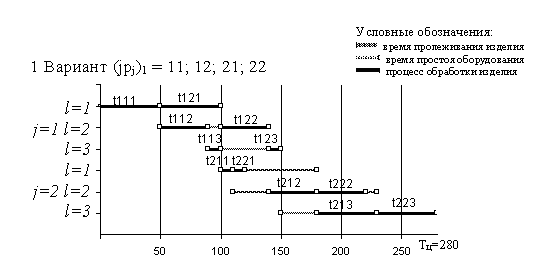
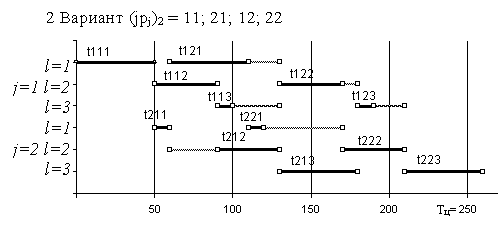

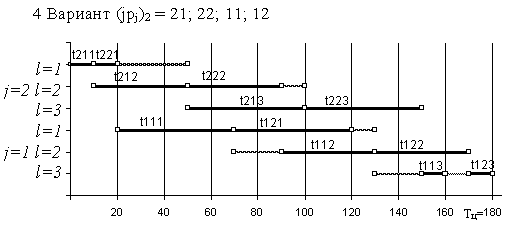
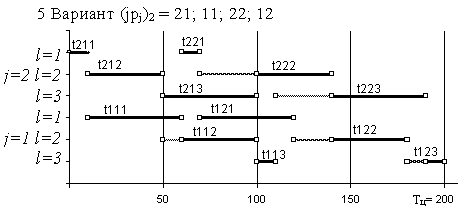
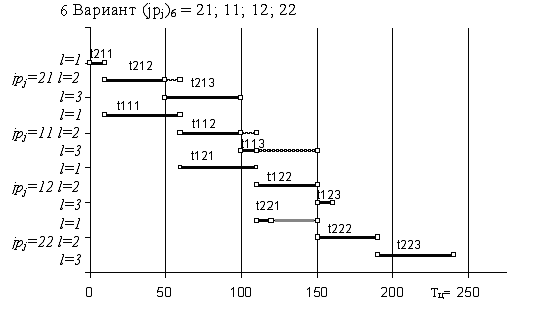
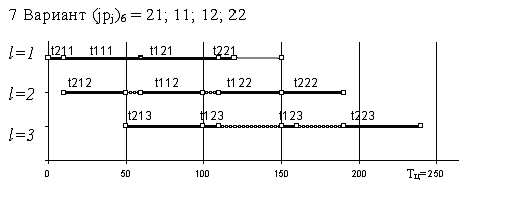
Рис. 1. Графики сочетания операций в производственном процессе изготовления поршней (j=1) и втулок (j=2) по трем вариантам запуска изделий в производство.
4.4. На основании графиков рис. 1 по форме табл. 1 составляем табл. 3.
Таблица 3
Значения переменных целевых функций Ф1 – Ф9
Наименование переменных |
Численные значения переменных по вариантам R |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
|
1. Общая продолжительность производственного цикла Тц, ч |
280 |
260 |
240 |
180 |
200 |
240 |
2. Продолжительность производственного цикла по видам изделий Тj, ч |
150*; 180 |
190*; 210 |
240*; 180 |
160*; 150 |
190*; 190 |
140*; 240 |
3. Продолжительность производственного цикла условного изделия Тjp, ч |
100; 100 130; 170 |
100; 130 130; 150 |
100;170 130;170 |
140;110 100;140 |
100; 130 100; 130 |
100; 100 100; 130 |
4. Время пролеживания условных изделий Тjp (l, l+1) |
- ; - - ; - 30 ; - 60 ; 10 |
- ; - 20 ; 10 30 ; - 50 ; - |
- ; - 50 ; 20 30 ; - 60 ; 10 |
20 ; 20 10 ; - - ; - 30 ; 10 |
- ; - 20 ; 10 - ; - 30 ; - |
- ; - - ; - - ; - 30 ; - |
5. Время простоев рабочих мест
|
10 ; 70 |
- ; 50 |
- ; 30 |
- ; 10 |
10 ; 30 |
20 ; 70 |
4.5. Приступаем к определению частных критериев оптимальности, которые будем заносить в заранее подготовленную (по форме табл. 2) матрицу (Фi х r) (строки 1 табл. 4). Звездочкой в соответствующей клетке матрицы Фi х r отмечаем оптимальный по частному критерию вариант.
Ф1 r : Ф1 = Тц – значение Тц найдены ранее (строка 1 табл. 3);
Ф2 r – значение Ф2 находим по формуле (3), где для нашего случая Q = 2, а Тj принимаются по строке 2 табл. 3;
Ф3 r – согласно формуле (6) значения Ф3 соответствуют повариантным длительностям производственного цикла видов изделий j, имеющего наивысший приоритет, т.е. в нашем случае для изделий j = 1. Таким образом, значения Ф3 можно брать непосредственно из строки 2 табл. 3 для j = 1;
Ф3 r – значения Ф4 рассчитываются по формуле (7),
где
![]() ,
,
а ТJPj уже определены нами (строка 3 табл. 3);
Ф5 r – в соответствии с формулой (8) значения Ф5 находится путем сопоставления длительностей обработки всех условных изделий, т.е. выбора повариантного maх из времени обработки условных изделий ТJPj, представленных в строке 3 табл. 3;
Ф6 r – значения Ф6 рассчитываются по формуле (9), где ТJPj(l,l+1) найдены нами ранее по графикам рис. 1 (строка 4 табл.3);
Ф7 r – значения Ф7 рассчитываются по формуле (10), где Сj(l,l+1) даны в условиях задачи, а ТJPj(l,l+1) в строке Ф6 r:
Ф71 = 0+0+80(30+60)+100*10 = 8200 руб.
Ф72 = 60*20+80*10+80(30+50) = 8400 руб.
Ф73 = 60*50+80*20+80*90+100*10 = 12800 руб.
Ф74 = 60(20+10)+80*20+80*30+100*10 = 6800 руб.
Ф75 = 60*20+80*10+0+80*30 = 4400 руб.
Ф76 = 80*30 = 2400 руб.
Ф8 r – значения Ф8
могут быть определены по формуле (11) на
основе данных строки 5 табл. 3 простым
суммированием времени простоев рабочих
мест
![]() ;
;
Ф9 r – значения Ф9 рассчитываются по формуле (12), где Sl даны в условиях задачи, а , берется из строки 5 табл. 3:
Ф91 = 80*10+120*70 = 9200 руб.
Ф92 = 0+120*50 = 6000 руб.
Ф93 = 0+120*30 = 3600 руб.
Ф94 = 0+120*10 = 1200 руб.
Ф95 = 80*10+120*30 = 4400 руб.
Ф96 = 80*20+120*70 = 10000 руб.
4.6. В соответствии с алгоритмом, изложенным в п. 2.4 последовательности выполнения работы, производим ранжирование вариантов по их близости к оптимальному. Ранги Wir заносим в строку 2 табл. 4.
4.7. По формуле, приведенной в строке 3 табл. 2, рассчитываем повариантные значения корректирующих коэффициентов аir (с точностью до 0,1) и заносим их в строку 3 табл. 4.
4.8. По формуле (13) рассчитываем и заносим в табл. 4 повариантные значения интегрального критерия оптимальности, где Wir и аir принимаем по данным табл. 4 (все промежуточные произведения γi Wir ai рассчитываем с точностью до 0,1), а приоритетность целевых функций в соответствии с заданием:
γ6=1,0; γ7=0,9; γ8=0,8; γ9=0,7; γ1=0,6; γ2=0,5; γ3=0,4; γ4=0,3; γ5=0,2;
Вариант 1 приоритетности целевых функций:
(Финт)1 = 0,6*1*0,6+0,5*5*0,9+0,4*5*0,9+0,3*3*0,9+0,2*2*0,8+1,0*3*0,3+
+0,9*3*0,3+0,8*2*0,1+0,7*2*0,1 = 7,55
(Финт)2 = 0,6*2*0,7+0,5*2*0,8+0,43*3*0,7+0,3*2*0,9+0,2*3*0,9+1,0*2*0,3+
+0,9*2*0,3+0,8*3*0,1+0,7*3*0,1 = 5,15
(Финт)3 = 0,6*3*0,8+0,5*1*0,7+0,4*1*0,6+0,3*1*0,8+0,2*2*0,8+1,0*1*0,3+
+0,9*1*0,2+0,8*5*0,3+0,7*5*0,3 = 4,24
(Финт)4 = 0,6*6*1,0+0,5*6*1,0+0,4*4*0,9+0,3*4*0,9+0,2*4*0,9+1,0*4*0,7+
0,9*4*0,1+0,8*6*1,0+0,7*6*1,0 = 21,0
(Финт)5 = 0,6*5*0,9+0,5*3*0,8+0,4*3*0,7+0,3*5*0,9+0,2*6*1,0+1,0*5*0,5+
+0,9*5*0,5+0,8*4*0,3+0,7*4*0,3 = 13,80
(Финт)6 = 0,6*4*0,8+0,5*4*0,9+0,4*6*1,0+0,3*6*1,0+0,2*6*1,0+0,2*6*1,0+
+1,0*6*1,0+0,9*6*1,0+0,8*1*0,1+0,7*1*0,1 = 22,0
Вариант 2 приоритетности целевых функций:
(Финт)1 = 0,1*1*0,6+0,9*5*0,9+0,8*5*0,9+0,7*3*0,9+0,6*2*0,8+0,5*3*0,3+
+0,4*3*0,3+0,3*3*0,3+0,2*2*0,1+0,2*2*0,1 = 11,1
(Финт)2 = 1,0*2*0,7+0,9*2*0,8+0,8*3*0,7+0,7*2*0,9+0,6*3*0,9+0,5*2*0,3+
+0,4*2*0,3+0,3*2*0,3+0,2*3*0,1+0,2*3*0,1 = 8,24
(Финт)3 = 1,0*3*0,8+0,9*1*0,7+0,8*1*0,6+0,7*1*0,8+0,6*2*0,8+0,5*1*0,3+
+0,4*..*0,2+0,3*1*0,2+0,2*5*0,3+0,2*5*0,3 = 7,27
(Финт)4 = 1,0*6*1,0+0,9*6*1,0+0,8*4*0,9+0,7*4*0,9+0,6*4*0,9+0,5*4*0,7+
+0,4*4*0,1+0,3*4*0,1+0,2*6*1,0+0,2*6*1,0 = 23,04
(Финт)5 = 1,0*5*0,9+0,9*3*0,8+0,8*3*0,7+0,7*5*0,9+0,6*6*1,0+0,5*5*0,5+
+0,4*5*0,5+0,3*5*0,5+0,2*4*0,3+0,2*5*0,9 = 19,23
(Финт)6 = 1,0*4*0,8+0,9*4*0,9+0,8*6*1,0+0,7*6*1,0+1,6*6*1,0+0,5*6*1,0+
+0,4*6*1,0+0,3*6*1,0+0,2*1*0,1+0,2*1*0,1 = 26,28
Таблица 4
Итоговые результаты расчетов критериев оптимальности
Наименование показателя |
Значение показателей по вариантам |
|||||
r = 1 |
r = 2 |
r = 3 |
r = 4 |
r = 5 |
r=R=6 |
|
1. Матрица частных критериев оптимальности (Фir): |
|
|
|
|
|
|
Ф1 |
280 |
260 |
240 |
180* |
200 |
240 |
Ф2 |
165 |
200 |
210 |
155* |
190 |
170 |
Ф3 |
150 |
190 |
240 |
160 |
190 |
140* |
Ф4 |
125 |
127,5 |
142,5 |
122,5 |
115 |
107,5* |
Ф5 |
170 |
150 |
170 |
140 |
130* |
130* |
Ф6 |
100 |
110 |
170 |
90 |
60 |
30* |
Ф7 |
8200 |
8400 |
12800 |
6800 |
4400 |
2400* |
Ф8 |
80 |
50 |
30 |
10* |
40 |
90 |
Ф9 |
9200 |
6000 |
3600 |
1200* |
4400 |
10000 |
2. Ранги вариантов W |
1,5,5,3,2,3,3,2,2 |
2,2,3,2,3,2,2,3,3 |
3,1,1,1,2,1,1,5,5 |
6,6,4,4,4,4,4,6,6 |
5,3,3,5,6,5,5,4,4 |
4,4,6,6,6,6,6,1,1 |
3. Корректирующие коэффициенты аr |
0,6;0,9;0,9 0,9;0,8;0,3 0,3;0,1;0,1 |
0,7;0,8;0,7 0,9;0,9;0,3 0,3;0,1;0,1 |
0,8;0,7;0,6 0,8;0,8;0,3 0,2;0,3;0,3 |
1,0;1,0;0,9 0,9;0,9;0,7 0,4;1,0;1,0 |
0,9;0,8;0,7 0,9;1,0;0,5 0,5;0,3;0,3 |
0,8;0,9;1,0 1,0;1,0;1,0 1,0;0,1;0,1 |
4. Интегральный критерий оптимальности Финт |
7,55 |
5,15 |
4,24 |
21,0 |
13,8 |
22,0* |
Теперь по форме табл. 5 произведем ранжирование вариантов в зависимости от суммы занятых ими мест при отсутствии приоритетности отдельных целевых функций.
Таблица 5
Итоговая таблица ранжирования вариантов по всем критериям оптимальности при одинаковой приоритетности целевых функций
Критерий оптимальности |
Место варианта |
|||||
r = 1 |
r = 2 |
r = 3 |
r = 4 |
r = 5 |
r=R=6 |
|
Ф1 |
6 |
5 |
5-4 |
1 |
2 |
3-4 |
Ф2 |
2 |
5 |
6 |
1 |
4 |
3 |
Ф3 |
2 |
4-5 |
6 |
3 |
4-5 |
1 |
Ф4 |
4 |
5 |
6 |
3 |
2 |
1 |
Ф5 |
5-6 |
4 |
5-6 |
3 |
1-2 |
1-2 |
Ф6 |
4 |
5 |
6 |
3 |
2 |
1 |
Ф7 |
4 |
5 |
6 |
3 |
2 |
1 |
Ф8 |
5 |
4 |
2 |
1 |
3 |
6 |
Ф9 |
5 |
4 |
2 |
1 |
3 |
6 |
Интегральный критерий |
4 |
5 |
6 |
2 |
3 |
1 |
Сумма мест |
41,5 |
46,5 |
49 |
21 |
27 |
25 |
Ранжирование вариантов по сумме мест |
4 |
5 |
6 |
1 |
3 |
2 |