

4.2 Описание методов контроля процесса сварки и качества готового изделия.
Сварные соединения подвергают проверке для определения возможных отклонений от технических условий, предъявляемых данному виду изделий. Изделие считается качественным, если отклонения не превышают допустимые нормы. В зависимости от вида сварных соединений и условий дальнейшей эксплуатации, изделия после сварки подвергают соответствующему контролю.
Контроль сварных соединений может быть предварителъным, когда проверяют качество исходных материалов, подготовку свариваемых поверх ностей, состояние оснастки и оборудования. К предварительному контролю относят также сварку опытных образцов, которые подвергают соответствующим испытаниям. При этом в зависимости от условий эксплуатации опытные образы подвергают металлографическим исследованиям и неразрушающим или разрушающим методам контроля.
Под текущим контролем понимают проверку соблюдения технологических режимов, стабильность режимов сварки. При текущем контроле проверяют качество наложения послойных швов и их зачистку.
Окончательный контроль осуществляют в соответствии с техническими условиями. Дефекты, обнаруженные в результате контроля, подлежат исправлению.
4.3 Разработка карты технологического процесса сборки, сварки и контроля изделия.
Разработка технологического процесса сборки, сварки и контроля изделия представляет собой сложную оптимизационную задачу, основанную на использовании расчетных аналитических методов проектирования.
Перспективный технологический процесс сварки включает в себя :
- последовательность технологических операций;
- разбивку конструкции на отдельные технологические узлы или элементы;
- эскизную проработку специальных приспособлений и оснастки;
- расчеты режнмов основных сварочных процессов, расчеты ожидаемых сварочных напряжений и деформаций;
- сравнительную оценку разработанныхвариантов технологии.
После окончательного утверждения технического проекта и принятого варианта технологии выполняют рабочее проектирование конструкции (составление конструкторской документации) и разработку рабочей технологии (составление технологической документации).
Рабочий технологический процесс сварки включает в себя:
- уточнения и изменения принципиального технологического процесса, связанные с изменением конструкции на этапе рабочего проектирования;
- разработку технологических карт, в которых указывают все параметры режима сварки, примеияемые сварочные материалы иоборудование;
-краткие описания технологических приемов выполнения отдельных сварочных операций;
- требования к прочности и качеству сварных конструкций на отдельных этапах их изготовления;
- указания методов проверки точности и контроля качества соединений, узлов и готовой конструкции.
4.4 Планировка рабочего места и его описание
Расположение на площади участка всех элементов производства в последовательности технологического процесса называется планировкой участка.
В основе планировки участка лежат следующие принципы:
1) исключение возвратных движений, создающих встречные потоки;
2) выбор кратчайших путей передачи продуктов труда с одного рабочего места на другое.
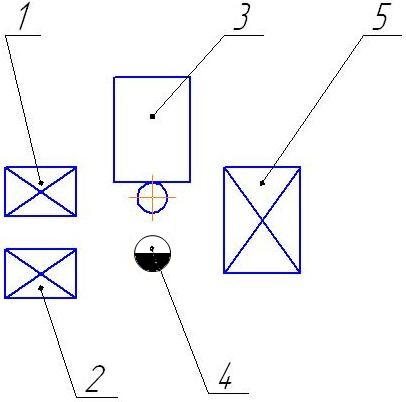
Рисунок 4.1 – Планировка рабочего места
1-складское место для пластин
2- складское место для бобышек
3-машина рельефной сварки;
4-рабочий;
5- складское место для готовых изделий
На рисунке 4.1представлено рабочее место сварщика, где видно как рабочий (4) берёт заготовки пластин и бобышек из складского места(1и2) и помещает их на сварочный аппарат(3). Далее готовые изделия рабочий помещает на складское место(5)