

Оборудование: станок токарно-винторезный 16к20.
Приспособления: токарный самоцентрирующийся патрон (механизированный или немеханизированный); режущий инструмент: резцы проходные упорные, подрезные, расточные, прямой проходной с углом 45.
Материал резцов – твердый сплав.
Мерительный инструмент: штангенциркуль, штангенглубиномер.
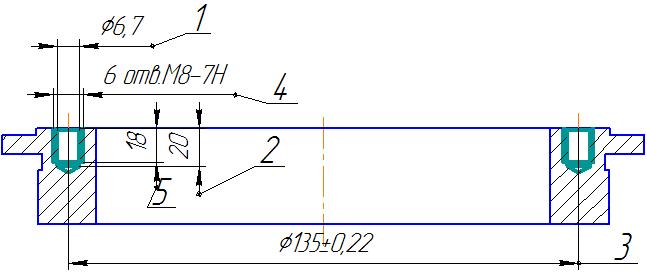
Сверлильная операция.
Сверлить 6 отверстий, выдерживая размер 1,2 и 3.
Нарезать резьбу в 6 отверстиях М8-7Н, выдерживая размеры 4,5. База – наружная цилиндрическая поверхность центрирующего пояска.
Оборудование: вертикально-сверлильный станок 2Н125.
Приспособления: переналаживаемый кондуктор с поворотным столом; режущий инструмент – сверло 6,7 мм, метчик.
Мерительный инструмент: штангенциркуль, пробки, глубиномер.
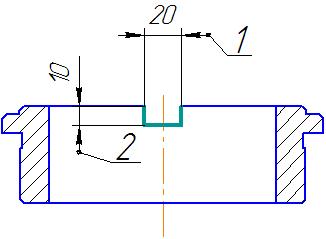
Фрезерная операция.
Фрезеровать паз, выдерживая размеры 1 и 2. База – наружная цилиндрическая поверхность центрирующего пояска и торец.
Оборудование: горизонтально-фрезерный станок 6Р81Г.
Режущий инструмент: фреза дисковая трех стороняя.
Вспомогательный инструмент: оправки или переходные втулки, цанговые патроны.
Мерительный инструмент: штангенциркуль.
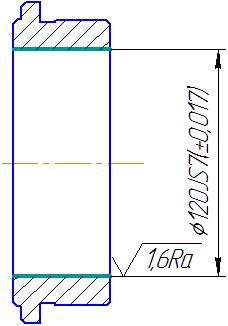
Шлифовальная операция. Шлифовать внутреннюю поверхность с шероховатостью 1,6Ra, выдерживая размер 1 с припусками. Технологическая База – наружная цилиндрическая поверхность большего фланца и его торец.
Оборудование: внутришлифовальный станок 3P228.
Приспособления: токарные или магнитные.
Режущий инструмент: шлифкруги формы ПВ, ПВД.
Вспомогательный инструмент: оправки для крепления шлифкруга.
Мерительный инструмент: микрометр, скобы, пробки.
7. Расчет режимов резания.
Режимы резания назначаются на основании справочных материалов, приводимых в справочниках технолога-машиностроителя, нормировщика и другой технической литературы. В курсовой работе будем производить выбор режимов резания по справочнику технолога-машиностроителя под ред. Косиловой, том 2.
При назначении режимов резания учитываются:
- характер обработки;
- тип и размер производства;
- материал его режущей части;
- тип и состояние оборудования.
Токарная обработка: для точения режимы резания выбираем в следующей последовательности:
- глубина резания, мм (t),
![]()
- подача, мм/об. (S),
S зависит от глубины резания и обрабатываемой поверхности.
- скорость, м/мин. (v)
![]() ,
,
где Т – стойкость инструмента (время между двумя переточками инструмента, принимаем Т= 60 мин.)
![]() ,
х = 0,15,у = 0,35,m
= 0,2 . [таб. 17 – справочник Косиловой].
,
х = 0,15,у = 0,35,m
= 0,2 . [таб. 17 – справочник Косиловой].
Kv – поправочный коэффициент.
![]() ,
,
где
![]() –
коэффициент, учитывающий материал
заготовки,
–
коэффициент, учитывающий материал
заготовки,
![]() ,
,
Кт–коэффициент, характеризующий группу стали по обрабатываемости, Кт = 1,
nv = 1,
в = 600Мпа – предел прочности материала,
![]()
![]() – коэффициент,
учитывающий состояние поверхности
заготовки,
– коэффициент,
учитывающий состояние поверхности
заготовки,
![]() (при
поковке с коркой, черновой),
(при
поковке с коркой, черновой),
![]() (при
обработке без корки, чистовой).
(при
обработке без корки, чистовой).
![]() –
коэффициент,
учитывающий качество материала заготовки,
–
коэффициент,
учитывающий качество материала заготовки,
![]() .
.
![]()
- частота вращения( n), об/мин.
![]() ,
где D
– диаметр обрабатываемой поверхности.
,
где D
– диаметр обрабатываемой поверхности.
Обработка ведется на станке 16К20. Для этого станка выбираем резцы подрезные с сечением 1625, материал режущей части – твердый сплав Т15К6 (титано-кобальтовый). Обработку поверхностей будем вести за два прохода: черновая обработка и чистовая обработка.
1)Подрезание торца, выдерживая размер 5.
![]()
![]()
![]()
2)точение наружной цилиндрической поверхности с размерами 2 и 5.
Черновая: t черн = 1,2 мм
S = 0,8 мм/об.
Чистовая: tчист = 0,6 мм
S = 0,14 мм/об.
![]()
![]()
![]() - для чистовой обработки
- для чистовой обработки
![]()
![]()
3)растачивание внутренней цилиндрической поверхности с размером 1.
Черновая: t черн = 1,2мм
S = 0,35 мм/об.
Чистовая: tчист = 0,6 мм
S = 0,12 мм/об.
![]()
![]()
![]()
![]()
Установ II:
1)Подрезание торца, выдерживая размер 1.
2)точение наружной цилиндрической поверхности с размером 2.

3)точение наружной цилиндрической поверхности с размерами 6 и 7.
Черновая: t черн = 1,2 мм
S = 0,8 мм/об.
Чистовая: tчист = 0,6 мм
S = 0,14 мм/об.
- для чистовой обработки
Сверление:
![]()
![]()
Материал сверла – быстрорежущая сталь Р9.
сверление 4 отверстий с размерами 4,5,3.
![]() S=0,12 мм/об.
S=0,12 мм/об.
 [таб. 28 – справочник
Косиловой]
[таб. 28 – справочник
Косиловой]
Т = 25 при D =6,7 мм.
Значение коэффициентов
![]() и
и
![]() из
таб.32 справочника Косиловой.
из
таб.32 справочника Косиловой.